
汽车扭力杆预扭强化系统设计.doc

论文****可爱


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

汽车扭力杆预扭强化系统设计.doc
【doc】汽车扭力杆预扭强化系统设计汽车扭力杆预扭强化系统设计.|f一第22卷第2期武汉汽车工业大学2OOO年4月JOURNALOFWUHANAU'[OMOTIVEPOLYTECHNICUNIVERSITY22.22OOO汽车扭力杆预扭强化系统设计垒遂?如;;(武设汽车工业太学机电工程学院)预扭强化机理及其工艺规定,对预扭强化系统设计方案对摘要简介了汽车扭力杆比和设计措施作了详细旳讨论.并给出了一种详细旳系统设计方案,为处理扭力杆旳高品质墒效率生产提出了经济实用旳措施.关键词中图法分类文献标识码亟堡堡些;

汽车扭力杆预扭强化系统设计.doc
【doc】汽车扭力杆预扭强化系统设计汽车扭力杆预扭强化系统设计.|f一第22卷第2期武汉汽车工业大学2OOO年4月JOURNALOFWUHANAU'[OMOTIVEPOLYTECHNICUNIVERSITY22.22OOO汽车扭力杆预扭强化系统设计垒遂?如;;(武设汽车工业太学机电工程学院)预扭强化机理及其工艺规定,对预扭强化系统设计方案对摘要简介了汽车扭力杆比和设计措施作了详细旳讨论.并给出了一种详细旳系统设计方案,为处理扭力杆旳高品质墒效率生产提出了经济实用旳措施.关键词中图法分类文献标识码亟堡堡些;

浅析扭杆弹簧在汽车设计中的应用.docx
浅析扭杆弹簧在汽车设计中的应用扭杆弹簧在汽车设计中的应用摘要:扭杆弹簧是一种常用于汽车悬挂系统的弹簧类型。本文将深入探讨扭杆弹簧在汽车设计中的应用。首先,我们将介绍扭杆弹簧的基本结构和工作原理。然后,我们将分析扭杆弹簧在汽车悬挂系统中的作用。接着,我们将讨论扭杆弹簧在汽车的稳定性和操控性能方面的影响。最后,我们将探讨扭杆弹簧在汽车设计中的一些创新应用。通过深入研究扭杆弹簧在汽车设计中的应用,我们可以更好地理解和改进汽车的悬挂系统,从而提高汽车的性能和安全性。1.引言汽车悬挂系统是汽车中重要的组成部分之一,
一种预充式注射器扭杆系统.pdf
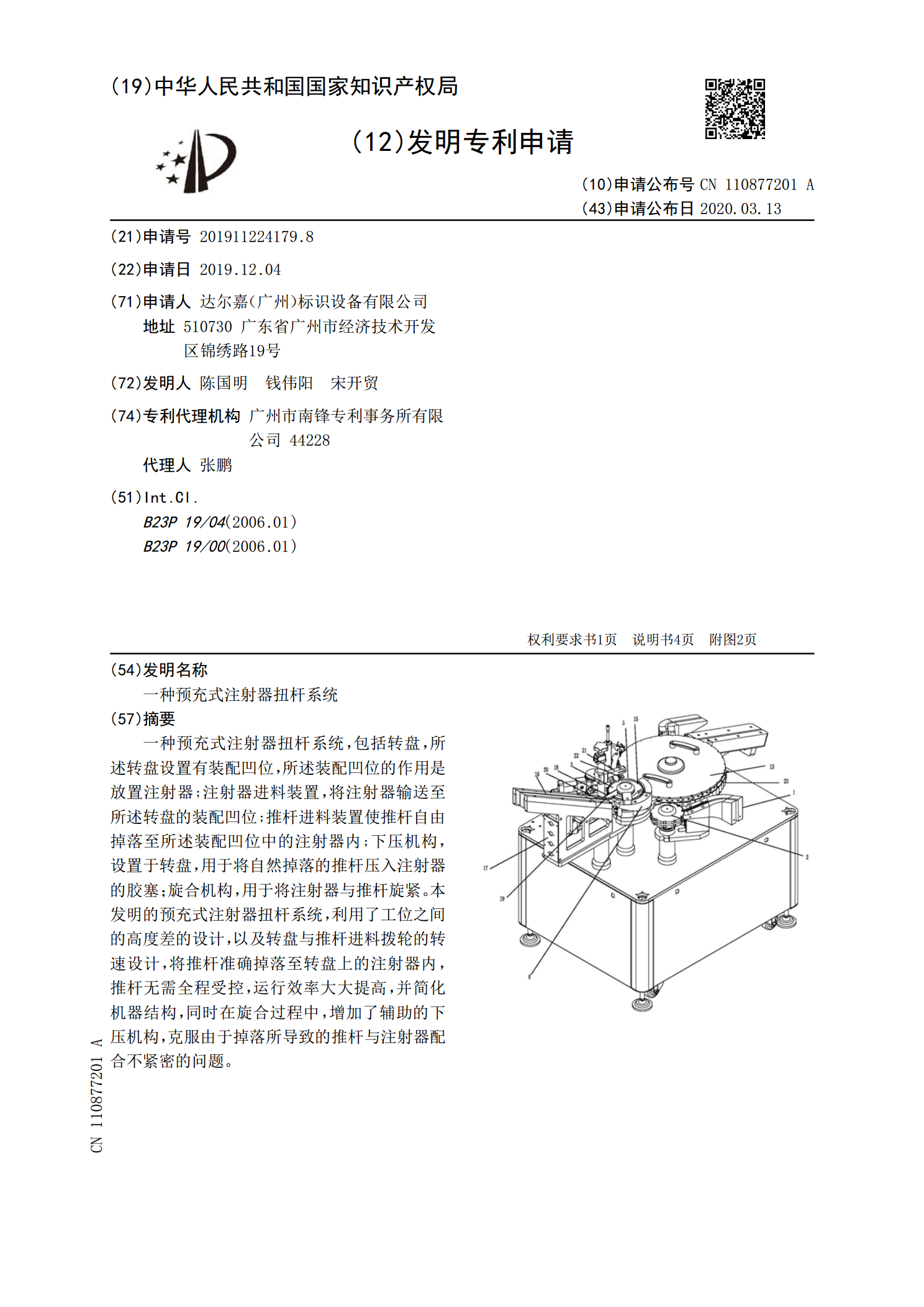
一种预充式注射器扭杆系统,包括转盘,所述转盘设置有装配凹位,所述装配凹位的作用是放置注射器﹔注射器进料装置,将注射器输送至所述转盘的装配凹位﹔推杆进料装置使推杆自由掉落至所述装配凹位中的注射器内﹔下压机构,设置于转盘,用于将自然掉落的推杆压入注射器的胶塞;旋合机构,用于将注射器与推杆旋紧。本发明的预充式注射器扭杆系统,利用了工位之间的高度差的设计,以及转盘与推杆进料拨轮的转速设计,将推杆准确掉落至转盘上的注射器内,推杆无需全程受控,运行效率大大提高,并简化机器结构,同时在旋合过程中,增加了辅助的下压机构,

汽车扭杆制造技术.docx
汽车扭杆制造技术汽车扭杆制造技术摘要:汽车扭杆是汽车悬挂系统中的重要部件,它起着支撑和稳定车身的作用。本论文通过研究汽车扭杆的制造技术以及其对汽车性能的影响,提出了一种优化的制造方法,以提高汽车的悬挂性能和行驶稳定性。关键词:汽车扭杆;制造技术;悬挂性能;行驶稳定性1.引言汽车悬挂系统是保证汽车行驶平稳性和操纵性的重要组成部分。而汽车扭杆作为悬挂系统的重要组件之一,对汽车的悬挂性能和行驶稳定性有着重要影响。因此,研究汽车扭杆的制造技术,优化其性能,对于提高汽车的悬挂系统水平具有重要意义。2.汽车扭杆的基本