
双真空层金属复合真空隔热板及其制备方法.pdf

春岚****23

1/8
2/8
3/8
4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
双真空层金属复合真空隔热板及其制备方法.pdf
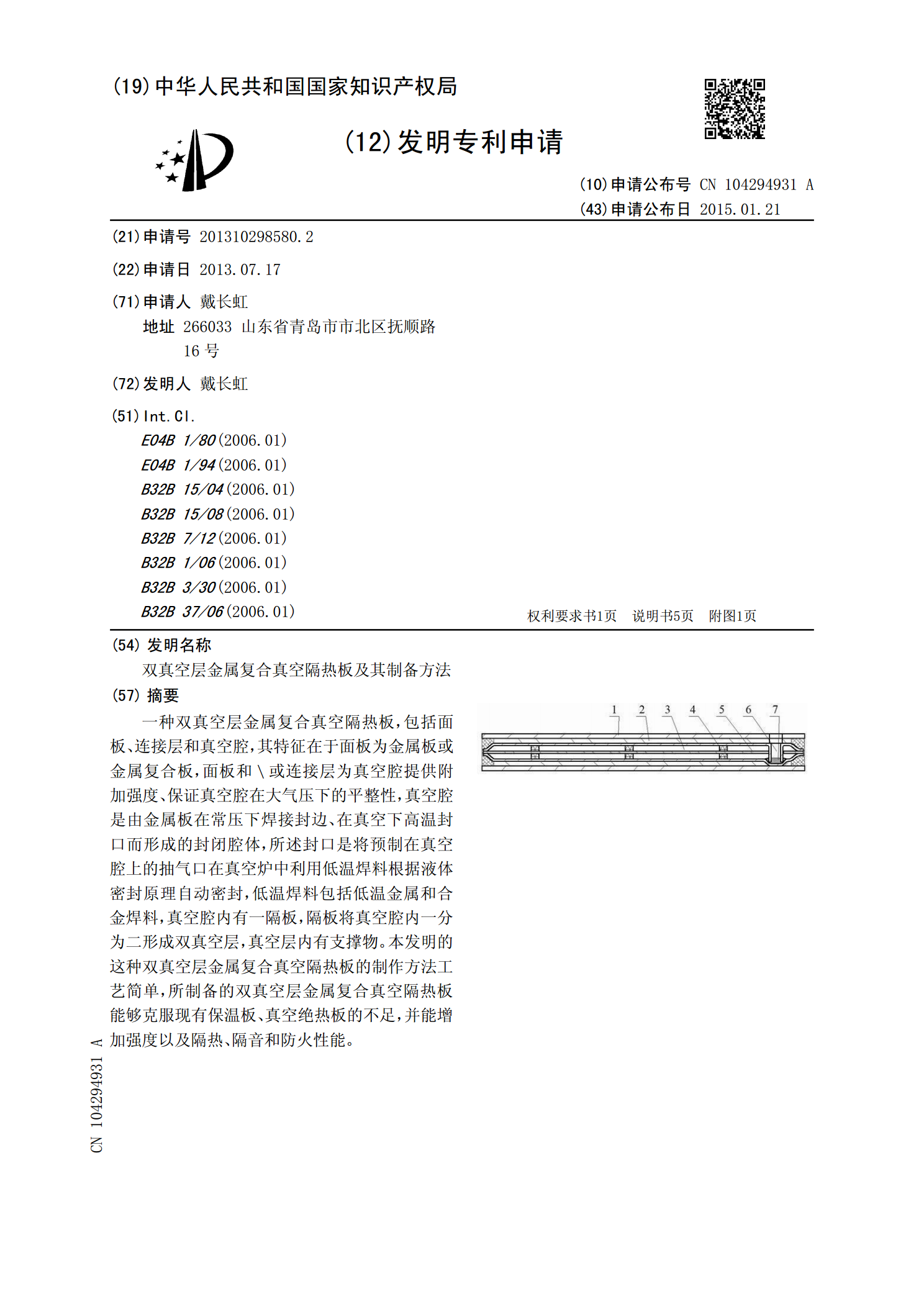
一种双真空层金属复合真空隔热板,包括面板、连接层和真空腔,其特征在于面板为金属板或金属复合板,面板和\或连接层为真空腔提供附加强度、保证真空腔在大气压下的平整性,真空腔是由金属板在常压下焊接封边、在真空下高温封口而形成的封闭腔体,所述封口是将预制在真空腔上的抽气口在真空炉中利用低温焊料根据液体密封原理自动密封,低温焊料包括低温金属和合金焊料,真空腔内有一隔板,隔板将真空腔内一分为二形成双真空层,真空层内有支撑物。本发明的这种双真空层金属复合真空隔热板的制作方法工艺简单,所制备的双真空层金属复合真空隔热板能
玻璃焊接双真空层金属复合真空隔热板及其制备方法.pdf
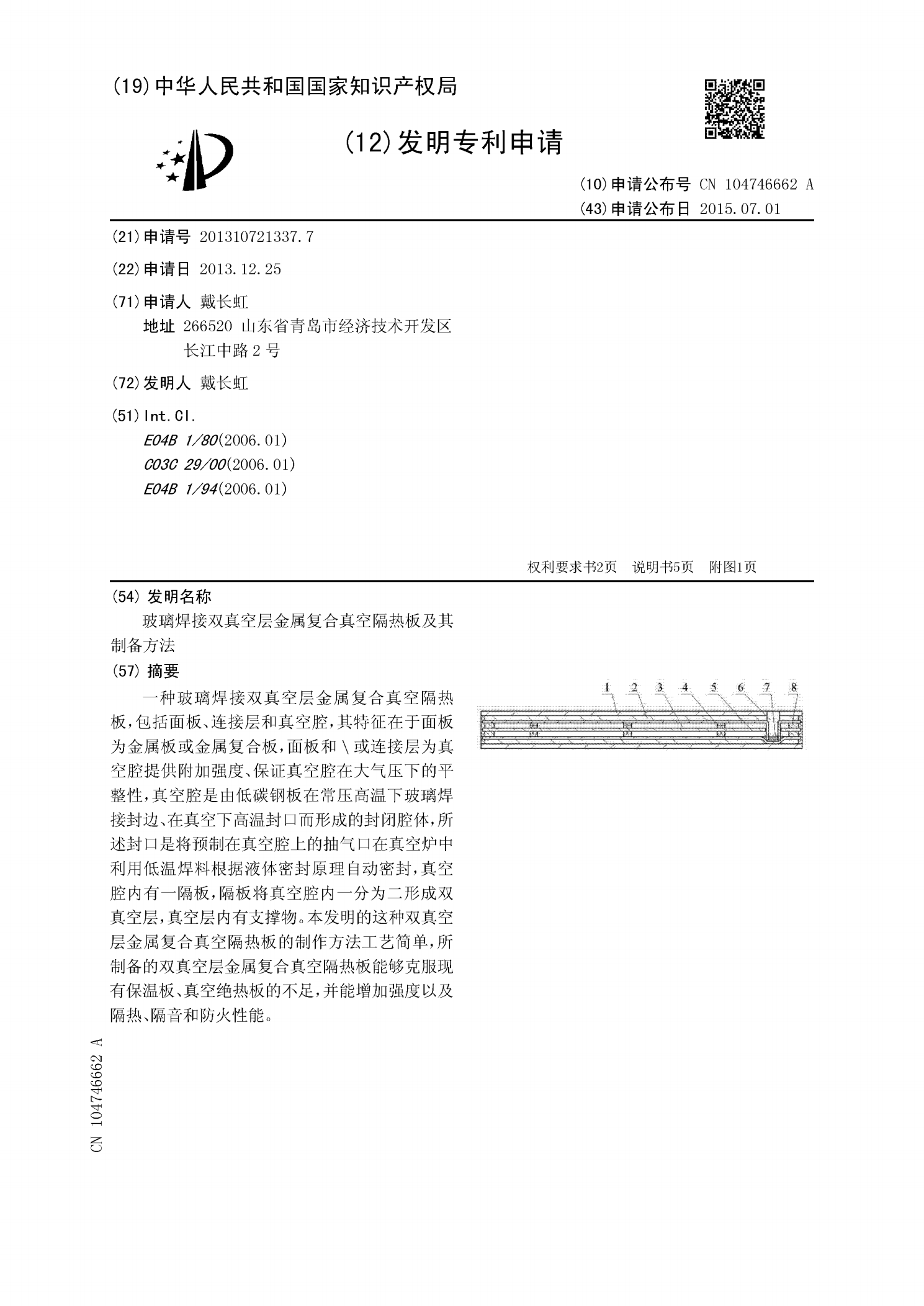
一种玻璃焊接双真空层金属复合真空隔热板,包括面板、连接层和真空腔,其特征在于面板为金属板或金属复合板,面板和\或连接层为真空腔提供附加强度、保证真空腔在大气压下的平整性,真空腔是由低碳钢板在常压高温下玻璃焊接封边、在真空下高温封口而形成的封闭腔体,所述封口是将预制在真空腔上的抽气口在真空炉中利用低温焊料根据液体密封原理自动密封,真空腔内有一隔板,隔板将真空腔内一分为二形成双真空层,真空层内有支撑物。本发明的这种双真空层金属复合真空隔热板的制作方法工艺简单,所制备的双真空层金属复合真空隔热板能够克服现有保温
玻璃焊接双真空层金属真空复合隔热板及其制备方法.pdf
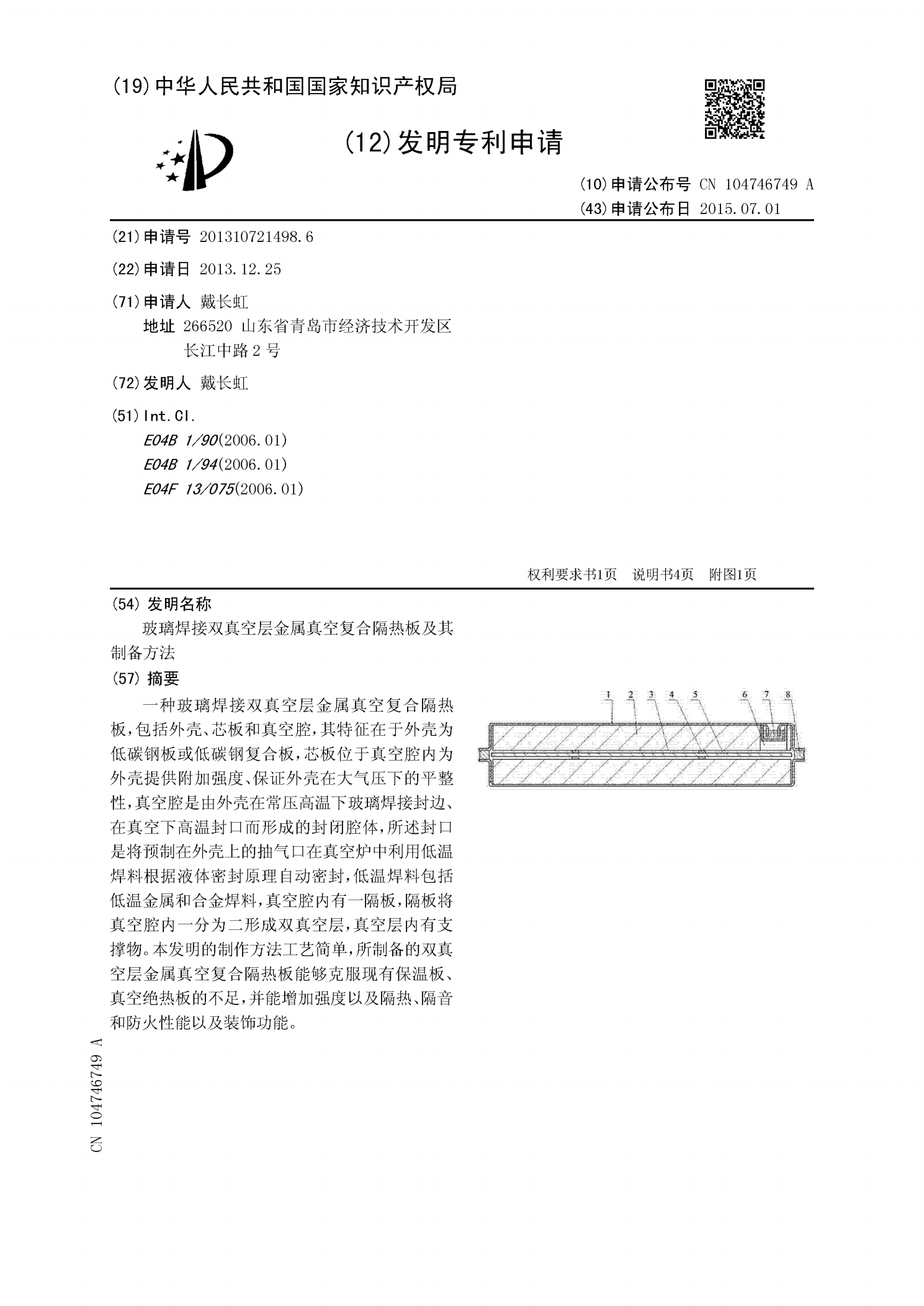
一种玻璃焊接双真空层金属真空复合隔热板,包括外壳、芯板和真空腔,其特征在于外壳为低碳钢板或低碳钢复合板,芯板位于真空腔内为外壳提供附加强度、保证外壳在大气压下的平整性,真空腔是由外壳在常压高温下玻璃焊接封边、在真空下高温封口而形成的封闭腔体,所述封口是将预制在外壳上的抽气口在真空炉中利用低温焊料根据液体密封原理自动密封,低温焊料包括低温金属和合金焊料,真空腔内有一隔板,隔板将真空腔内一分为二形成双真空层,真空层内有支撑物。本发明的制作方法工艺简单,所制备的双真空层金属真空复合隔热板能够克服现有保温板、真空
双真空层金属真空复合隔热板及其制备方法.pdf
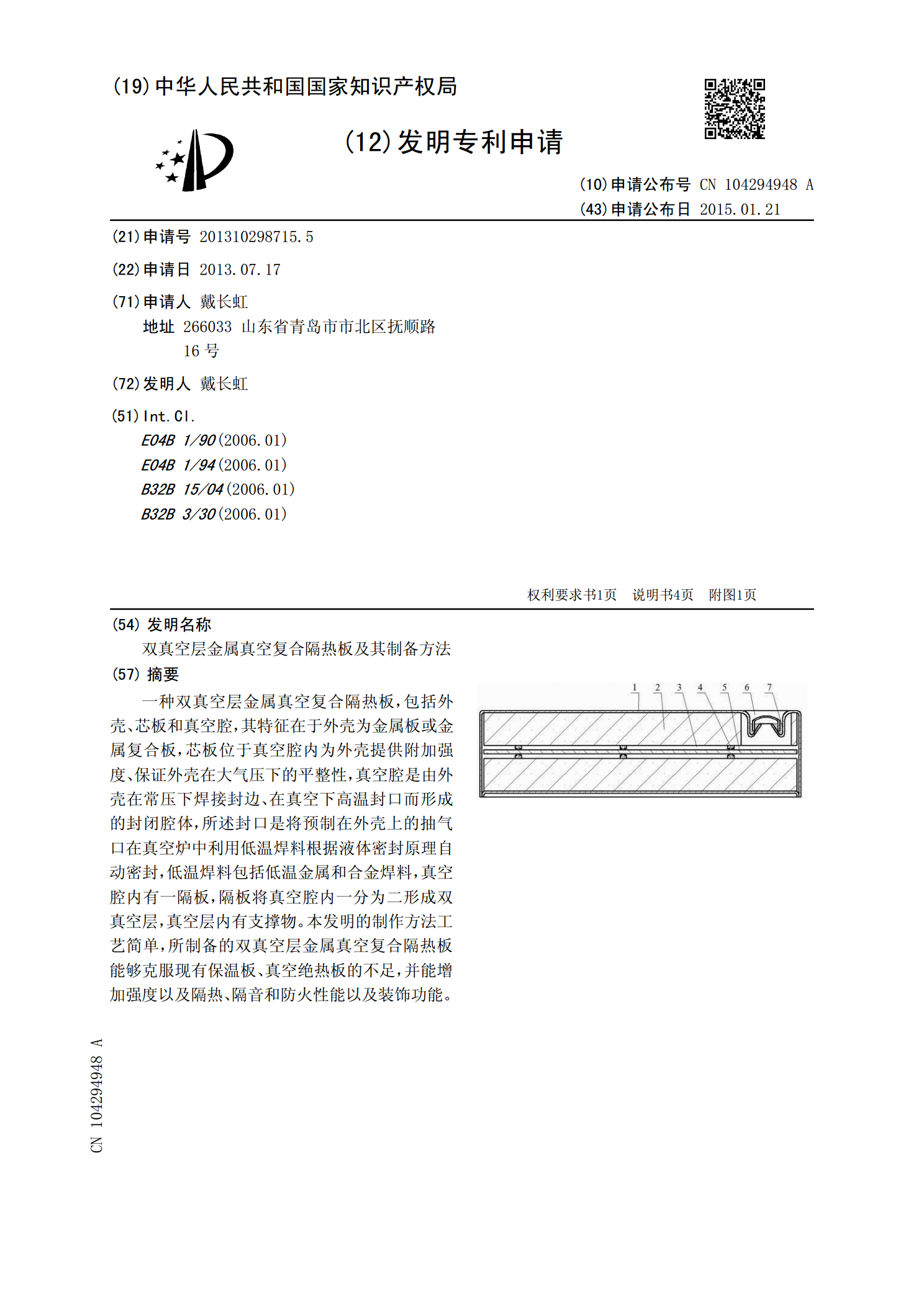
一种双真空层金属真空复合隔热板,包括外壳、芯板和真空腔,其特征在于外壳为金属板或金属复合板,芯板位于真空腔内为外壳提供附加强度、保证外壳在大气压下的平整性,真空腔是由外壳在常压下焊接封边、在真空下高温封口而形成的封闭腔体,所述封口是将预制在外壳上的抽气口在真空炉中利用低温焊料根据液体密封原理自动密封,低温焊料包括低温金属和合金焊料,真空腔内有一隔板,隔板将真空腔内一分为二形成双真空层,真空层内有支撑物。本发明的制作方法工艺简单,所制备的双真空层金属真空复合隔热板能够克服现有保温板、真空绝热板的不足,并能增
双真空层复合真空隔热板及其制备方法.pdf
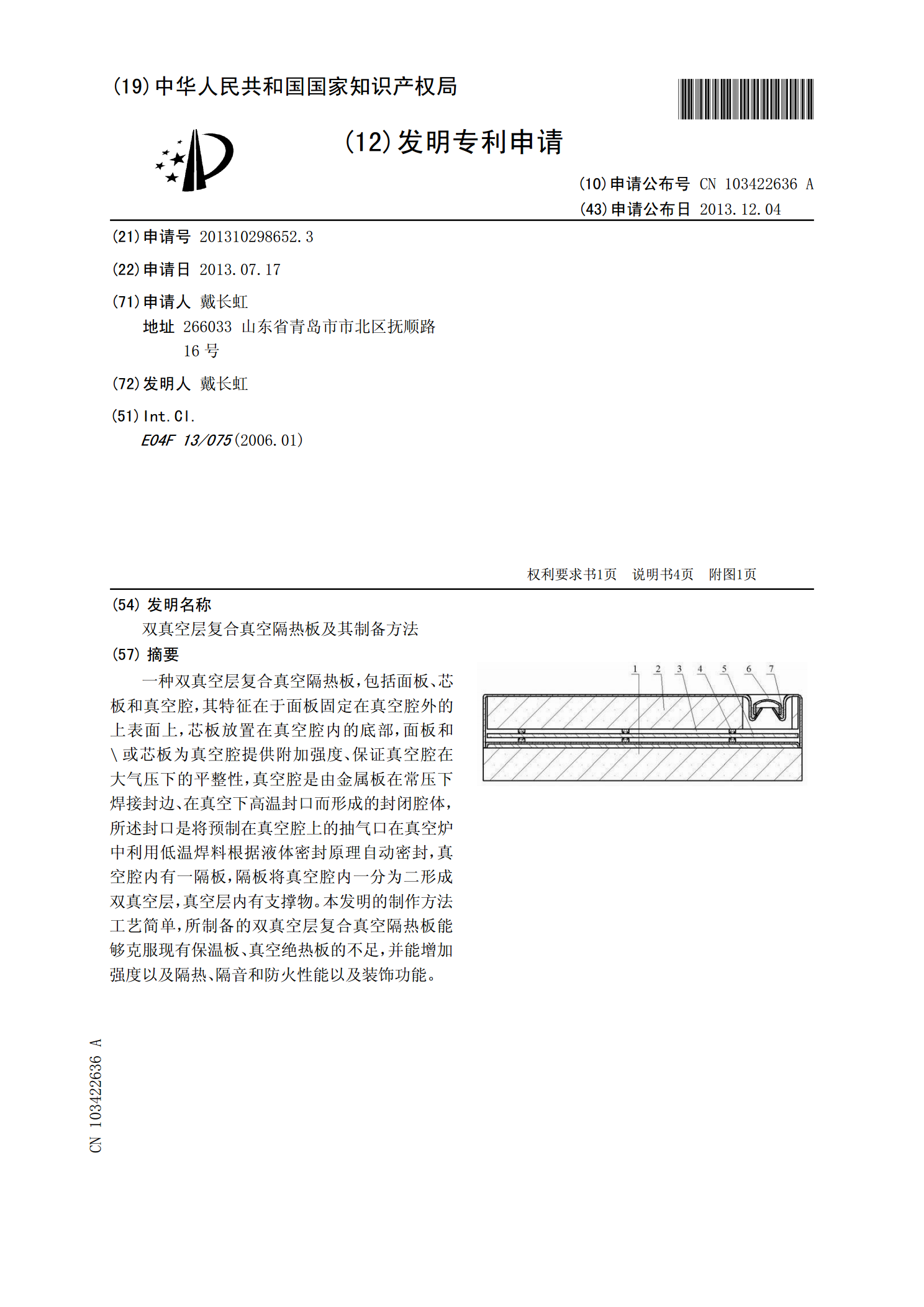
一种双真空层复合真空隔热板,包括面板、芯板和真空腔,其特征在于面板固定在真空腔外的上表面上,芯板放置在真空腔内的底部,面板和\或芯板为真空腔提供附加强度、保证真空腔在大气压下的平整性,真空腔是由金属板在常压下焊接封边、在真空下高温封口而形成的封闭腔体,所述封口是将预制在真空腔上的抽气口在真空炉中利用低温焊料根据液体密封原理自动密封,真空腔内有一隔板,隔板将真空腔内一分为二形成双真空层,真空层内有支撑物。本发明的制作方法工艺简单,所制备的双真空层复合真空隔热板能够克服现有保温板、真空绝热板的不足,并能增加强