
一种真空玻璃生产工艺.pdf

文光****iu

1/7
2/7
3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种真空玻璃生产工艺.pdf
本发明属于属于真空玻璃生产技术领域,具体涉及一种真空玻璃生产工艺,包括以下步骤:(1)切割玻璃;(2)磨边及清洁;(3)打孔;(4)钢化;(5)清洗吹干;(6)点胶;(7)布放支撑物;(8)合片;(9)封边及抽真空;(10)加热封口。本发明步骤简单,钢化时先将玻璃加热到较高的温度再冷却,使得玻璃的内部张应力和表面压应力增大,从而使得玻璃的应力以及抗冲击强度得到了进一步地提高;本工艺不需要将玻璃封边、取出冷却,然后再进行抽气,其工艺简单,所需时间短,有利于提高生产效率,扩大产能,而且不需要冷却后再次加热,节
一种真空玻璃生产工艺.pdf
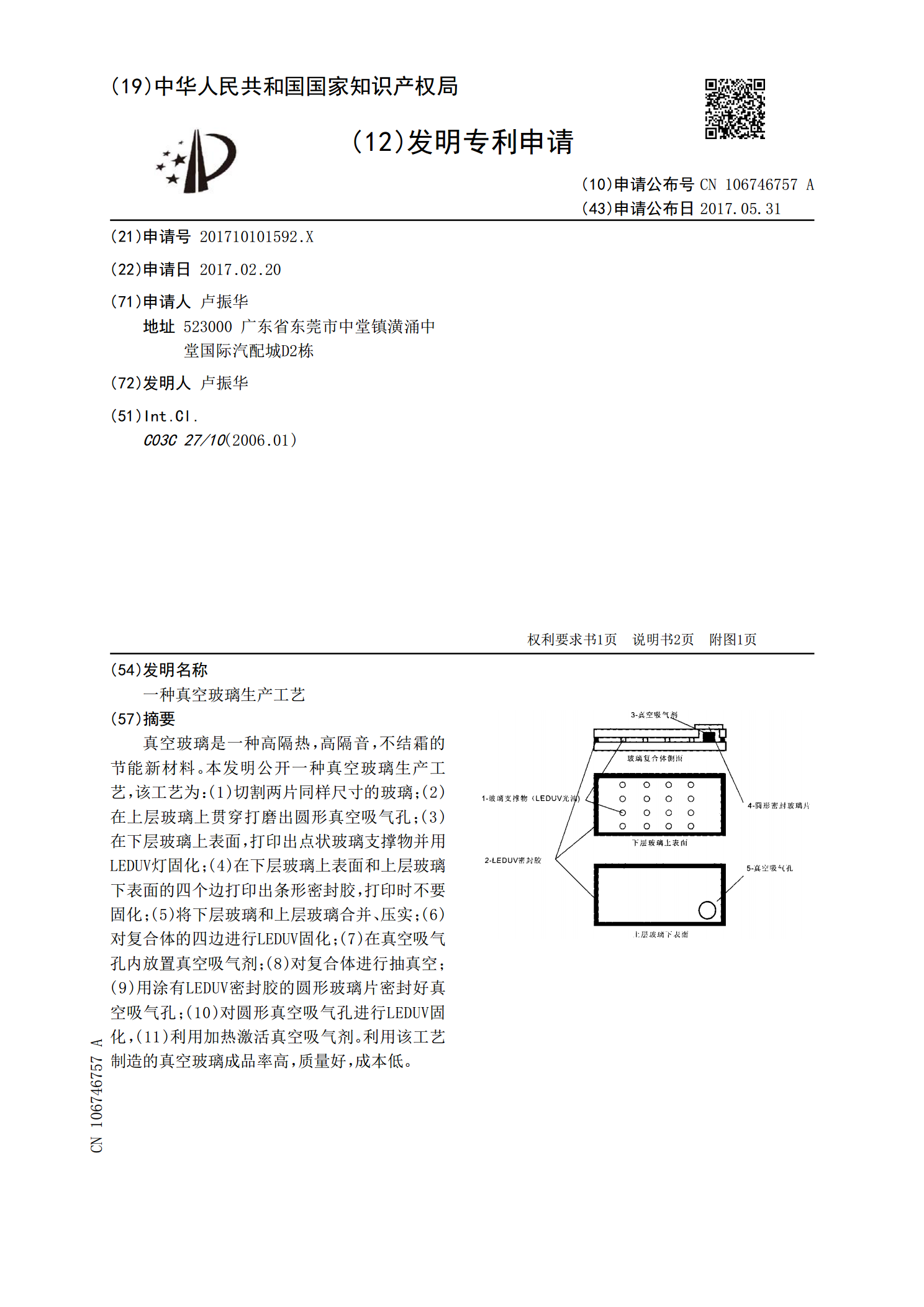
真空玻璃是一种高隔热,高隔音,不结霜的节能新材料。本发明公开一种真空玻璃生产工艺,该工艺为:(1)切割两片同样尺寸的玻璃;(2)在上层玻璃上贯穿打磨出圆形真空吸气孔;(3)在下层玻璃上表面,打印出点状玻璃支撑物并用LEDUV灯固化;(4)在下层玻璃上表面和上层玻璃下表面的四个边打印出条形密封胶,打印时不要固化;(5)将下层玻璃和上层玻璃合并、压实;(6)对复合体的四边进行LEDUV固化;(7)在真空吸气孔内放置真空吸气剂;(8)对复合体进行抽真空;(9)用涂有LEDUV密封胶的圆形玻璃片密封好真空吸气孔;

一种真空玻璃及生产工艺.pdf
本发明涉及一种真空玻璃及生产工艺,该真空玻璃包括玻璃(1)、支撑物(2)和封边框(3),玻璃(1)的四边设置有斜面(11),封边框(3)为方框状构件,其两侧面为内倾斜面,两块玻璃(1)平行设置,斜面(11)相对,支撑物(2)、封边框(3)设置在两块玻璃(1)之间,支撑物(2)设置在封边框(3)内,支撑物(2)与玻璃(1)的侧面相接触,封边框(3)的两侧内倾斜面与斜面(11)相接触,本发明结构简单新颖,机械强度高,真空度高,密封性好,导热系数低,隔热保温性高,生产工艺简单成熟,节约了生产成本,提高了生产效率

一种夹层真空玻璃生产工艺.pdf
本公开提供一种夹层真空玻璃生产工艺,包括:真空密封罐,所述真空密封罐的内部设置有密封处理仓,所述密封处理仓的底部设置有抽气管道;所述真空密封罐的上下两侧均设置有密封连接筒;所述密封连接筒的前后两端均设置有圆形连通筒。本发明通过真空密封罐内部真空状态的密封处理仓作为真空玻璃的生产空间,夹层玻璃在输送进密封处理仓后可以通过竖向输送架上的输送链条向下垂直稳定输送,而竖向输送架两侧均设置有移动涂胶架可以通过平移带动涂胶滚轮移动,通过涂胶滚轮滚过夹层玻璃的边缘处,以通过密封胶将夹层玻璃的边缘进行封闭,从而可以使夹层
一种真空玻璃的快速生产工艺.pdf
本发明公开了真空玻璃生产领域内的一种真空玻璃的快速生产工艺,包括以下步骤:A、金属化处理,在普通玻璃原片、LOW‑E玻璃原片的边缘表面加工连续不间断的菱形网状金属化层;B、玻璃钢化;C、支撑物布置;D、柔性软钎料的制备与布置,将金属软钎料加工为固体带状,在金属软钎料的表面涂覆纳米吸光材料;E、合片;F、激光封接,在三级真空腔内的对完成合片的真空玻璃进行激光封接,用激光透过玻璃和金属化层的网状结构对柔性软钎料进行加热,使柔性软钎料熔化与金属化层反应生成金属间化合物完成封接;G、排出。本发明可克服现有技术中真