
TIG焊手工“摇把焊”方法.pdf

茂学****23

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

TIG焊手工“摇把焊”方法.pdf
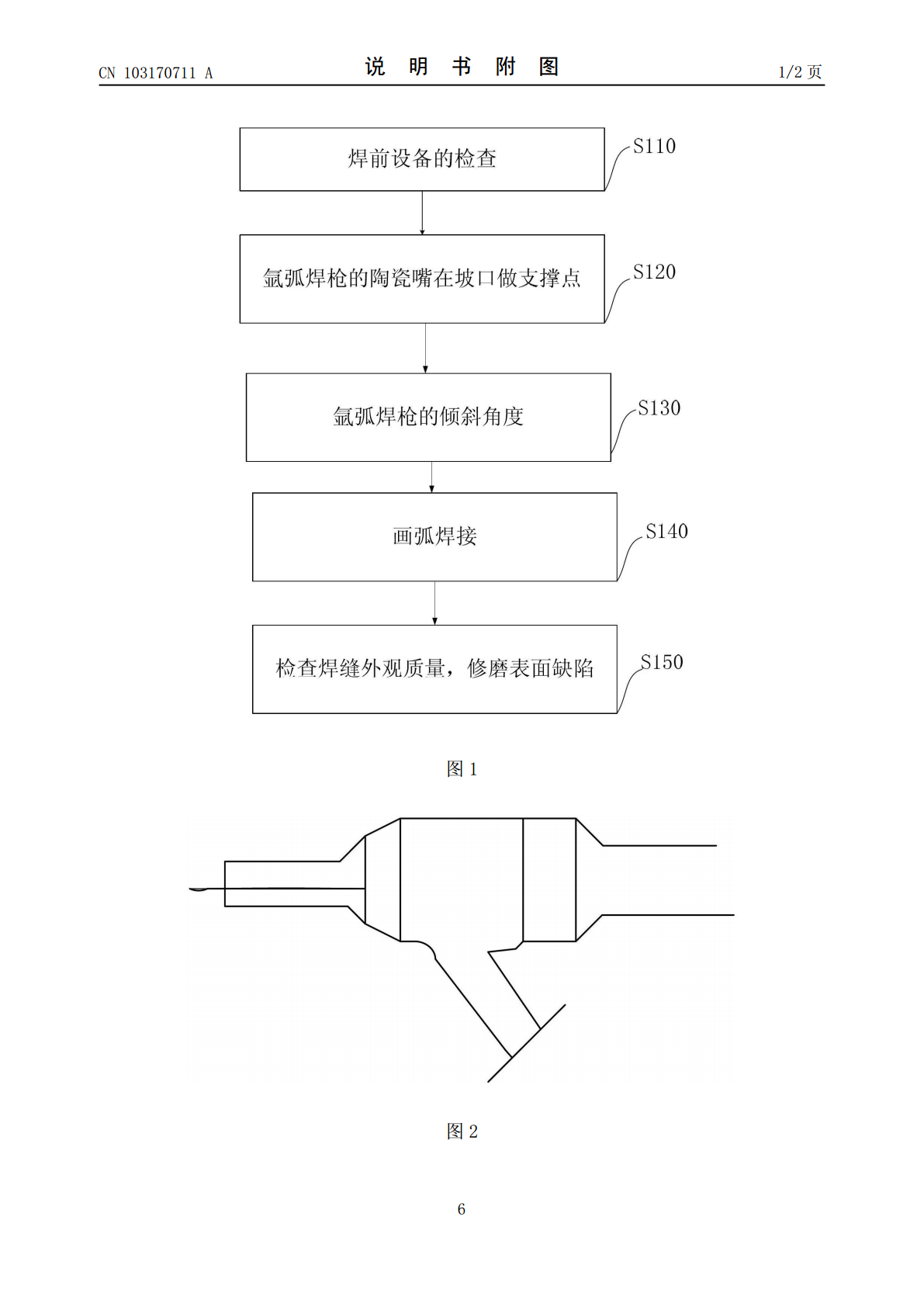
本发明提供一种TIG焊手工“摇把焊”方法,包括如下步骤:S110:焊前设备的检查;清除坡口及其边缘两侧各10-20mm范围内的杂物,直至露出金属光泽;S120:氩弧焊枪的陶瓷嘴紧靠在坡口做支撑点;S130:氩弧焊枪沿着焊道反方向倾斜,倾斜角度大约为130°;S140:左右斜摆动氩弧焊枪画弧焊接,先进行画弧打底焊,待坡口熔合好后,加快焊接频率以控制焊道层间薄厚以及层间温度;再进行氩弧焊抢摆动弧度略大的盖面焊接;S150:焊缝焊完后,焊工检查焊缝外观质量,修磨表面缺陷。本发明提供的TIG焊手工“摇把焊”方法,

脉冲TIG焊.docx
清华大学脉冲TIG焊实验报告姓名:黎进德班级:机械93学号:2009080032I-实验目的1.熟悉TIG-P焊原理及应用,掌握TIG-P焊工艺试验方法。2.初步掌握TIG-P焊焊接工艺参数对焊缝成形质量的影响。II-概述1)实验简述TIG—P焊(脉冲TIG焊)是一种先进的焊接方法。当前,随着功率逆变电源技术逐渐走向成熟,TIG—P焊技术发展到了新阶段。例如:变极性TIG—P焊技术已经在制造业中得到应用.它既能精确地控制铝及铝合金等材料的焊接热输入,又能有效减少钨极烧损并同时保证阴极清理效果,使铝及铝合金
脉冲MIG焊与TIG焊的复合焊炬及其焊接方法.pdf
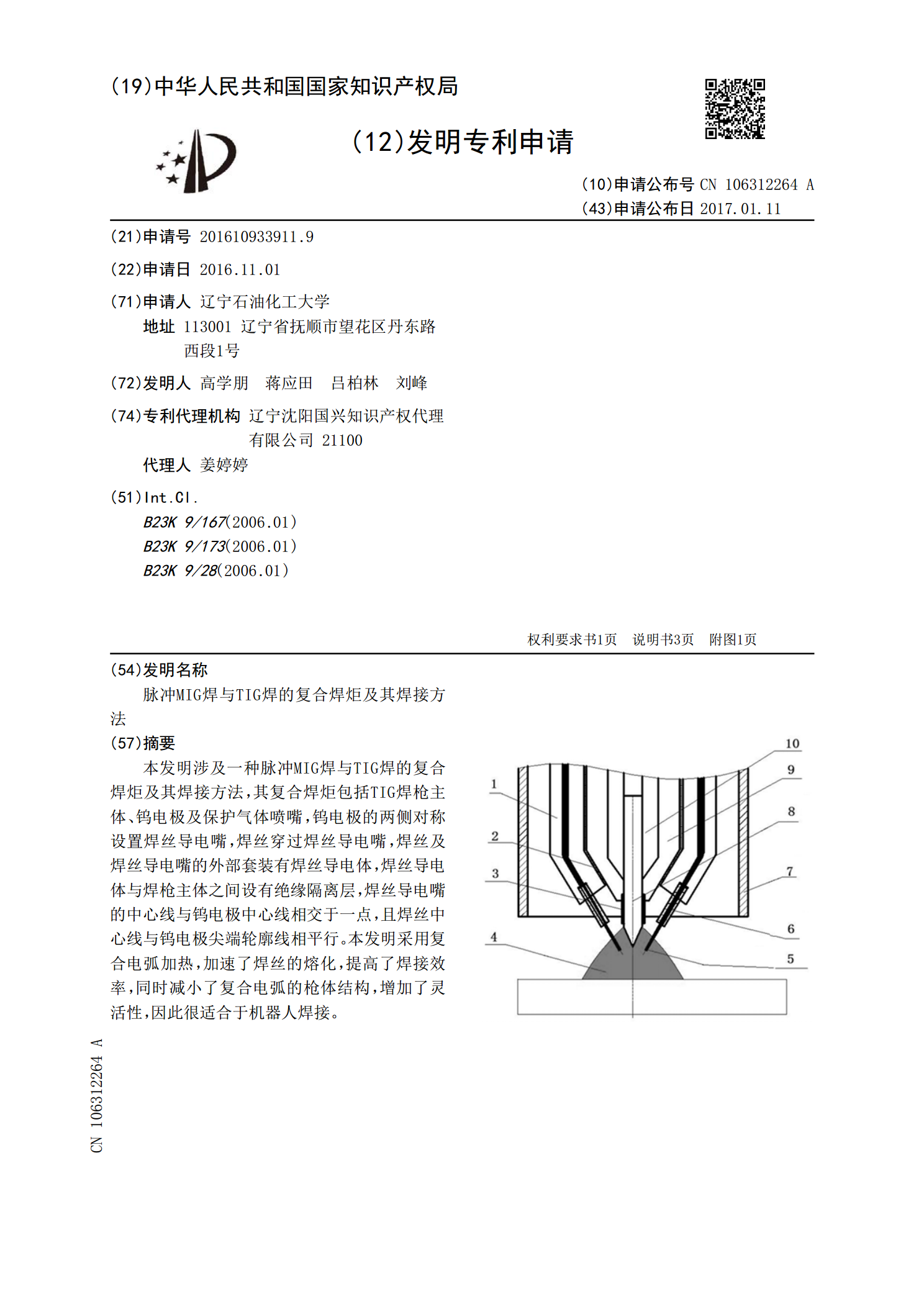
本发明涉及一种脉冲MIG焊与TIG焊的复合焊炬及其焊接方法,其复合焊炬包括TIG焊枪主体、钨电极及保护气体喷嘴,钨电极的两侧对称设置焊丝导电嘴,焊丝穿过焊丝导电嘴,焊丝及焊丝导电嘴的外部套装有焊丝导电体,焊丝导电体与焊枪主体之间设有绝缘隔离层,焊丝导电嘴的中心线与钨电极中心线相交于一点,且焊丝中心线与钨电极尖端轮廓线相平行。本发明采用复合电弧加热,加速了焊丝的熔化,提高了焊接效率,同时减小了复合电弧的枪体结构,增加了灵活性,因此很适合于机器人焊接。

tig焊对接实验.doc
前言Q345钢是一种低合金钢(W(C)<0.2%),具有较高屈服强度、韧性高、良好的焊接性与冷加工性能,在船舶、压力容器、建筑钢结构、石油天然气管道、航天航空等领域生产制造中得到了广泛应用。如下焊接方法有焊条电弧焊、埋弧焊、气体保护焊、钨极氩弧焊等在生产制造中都可以焊接Q345钢。其中TIG焊焊缝比较干净、没有飞溅,但熔深较浅、效率比较低、工艺复杂。为了改善TIG焊的不足,焊接学者就研究出了A-TIG,研究A-TIG焊的活性剂及工艺对其影响具有重要意义。1.1研究背景Q345是一种低合金高强度钢,具有良好
助焊剂TIG焊技术(A-TIG).pdf
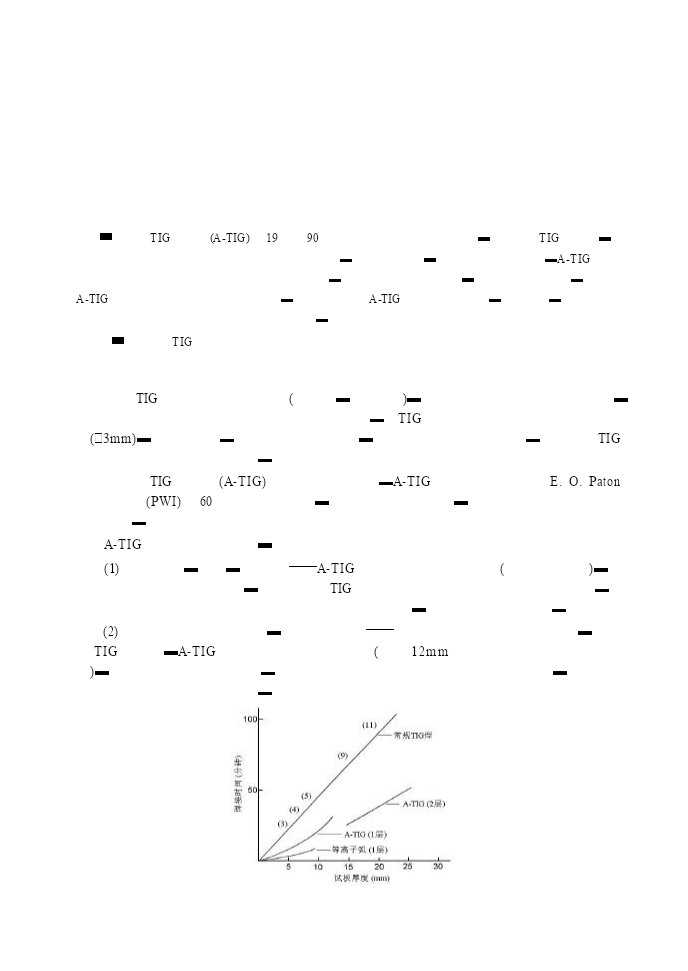
助焊剂TIG焊技术(A-TIG)杨春利林三宝刘凤尧吴林(哈尔滨工业大学现代焊接生产技术国家重点实验室哈尔滨150001)摘要助焊剂TIG焊技术(A-TIG)在19世纪90年代末期受到国外的高度重视同传统的TIG焊相比在相同的规范下活性化焊接能够大幅度地提高生产率降低生产成本而无需更换生产设备A-TIG焊的主要应用材料已经从最初的钛合金扩展到不锈钢碳钢和高温合金等材料应用范围日益扩大而我国A-TIG焊技术的研究和开发才刚刚开始本文主要针对A-TIG焊的概念和特点发展历史国内外的研究现状以及将来的发展趋势进行