
脉冲TIG焊.docx

kp****93


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

脉冲TIG焊.docx
清华大学脉冲TIG焊实验报告姓名:黎进德班级:机械93学号:2009080032I-实验目的1.熟悉TIG-P焊原理及应用,掌握TIG-P焊工艺试验方法。2.初步掌握TIG-P焊焊接工艺参数对焊缝成形质量的影响。II-概述1)实验简述TIG—P焊(脉冲TIG焊)是一种先进的焊接方法。当前,随着功率逆变电源技术逐渐走向成熟,TIG—P焊技术发展到了新阶段。例如:变极性TIG—P焊技术已经在制造业中得到应用.它既能精确地控制铝及铝合金等材料的焊接热输入,又能有效减少钨极烧损并同时保证阴极清理效果,使铝及铝合金
脉冲MIG焊与TIG焊的复合焊炬及其焊接方法.pdf
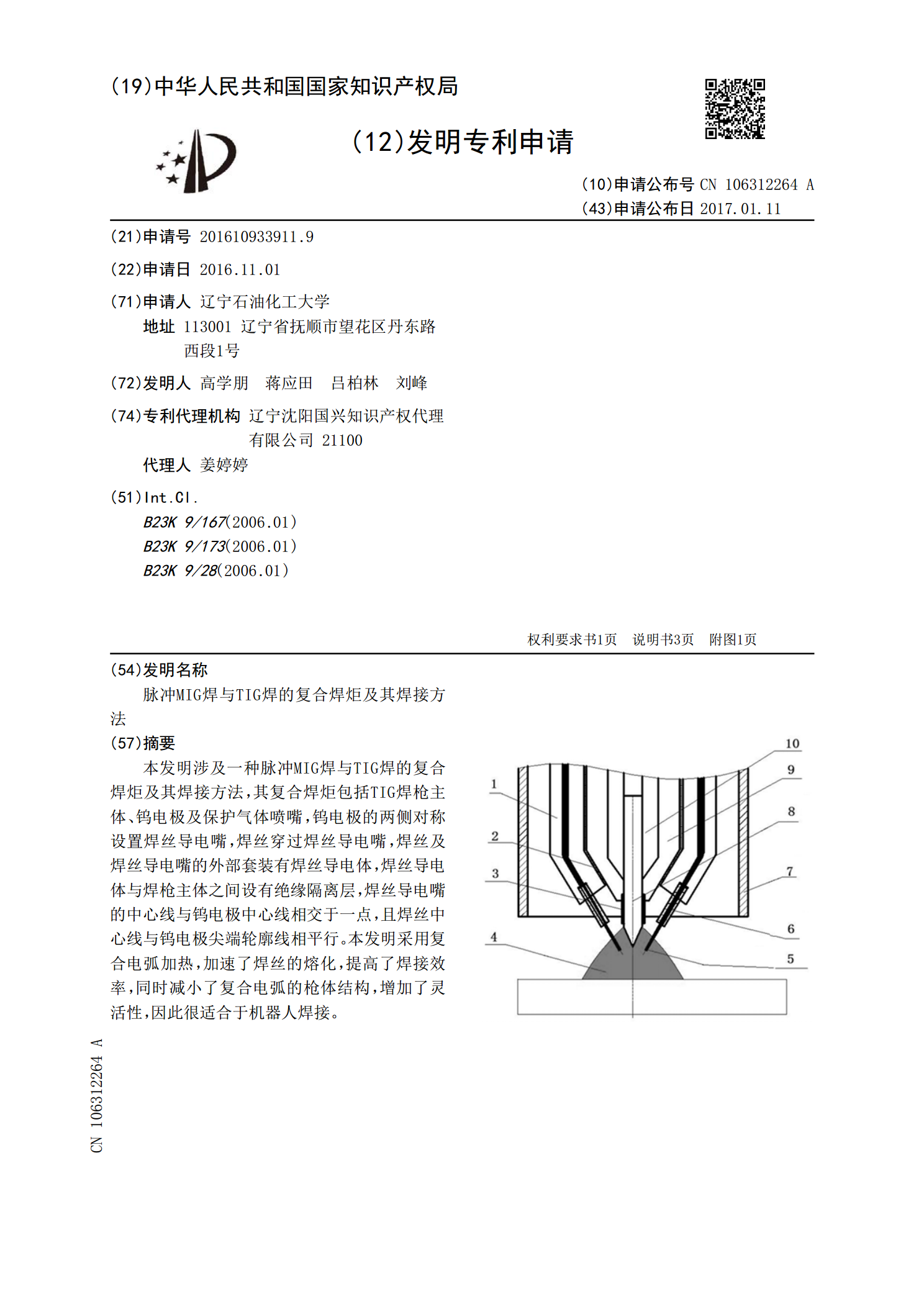
本发明涉及一种脉冲MIG焊与TIG焊的复合焊炬及其焊接方法,其复合焊炬包括TIG焊枪主体、钨电极及保护气体喷嘴,钨电极的两侧对称设置焊丝导电嘴,焊丝穿过焊丝导电嘴,焊丝及焊丝导电嘴的外部套装有焊丝导电体,焊丝导电体与焊枪主体之间设有绝缘隔离层,焊丝导电嘴的中心线与钨电极中心线相交于一点,且焊丝中心线与钨电极尖端轮廓线相平行。本发明采用复合电弧加热,加速了焊丝的熔化,提高了焊接效率,同时减小了复合电弧的枪体结构,增加了灵活性,因此很适合于机器人焊接。

脉冲TIG焊和自动MAG焊在电机机座上的应用.docx
脉冲TIG焊和自动MAG焊在电机机座上的应用脉冲TIG焊和自动MAG焊在电机机座上的应用摘要:脉冲TIG焊和自动MAG焊是现代焊接技术中常用的两种方法。本文将重点讨论这两种方法在电机机座上的应用。首先,将介绍脉冲TIG焊和自动MAG焊的基本原理和特点。然后,将重点讨论这两种方法在电机机座上的应用领域和优势。最后,对两种焊接方法的优缺点进行比较和总结。1.引言焊接是一种常见的金属连接方法,广泛应用于制造业中的各个领域。电机机座作为电机的核心部件之一,其连接质量对电机性能和可靠性有着重要影响。传统的手工焊接方
脉冲TIG焊熔池宽度变化过程的实验检测.pdf
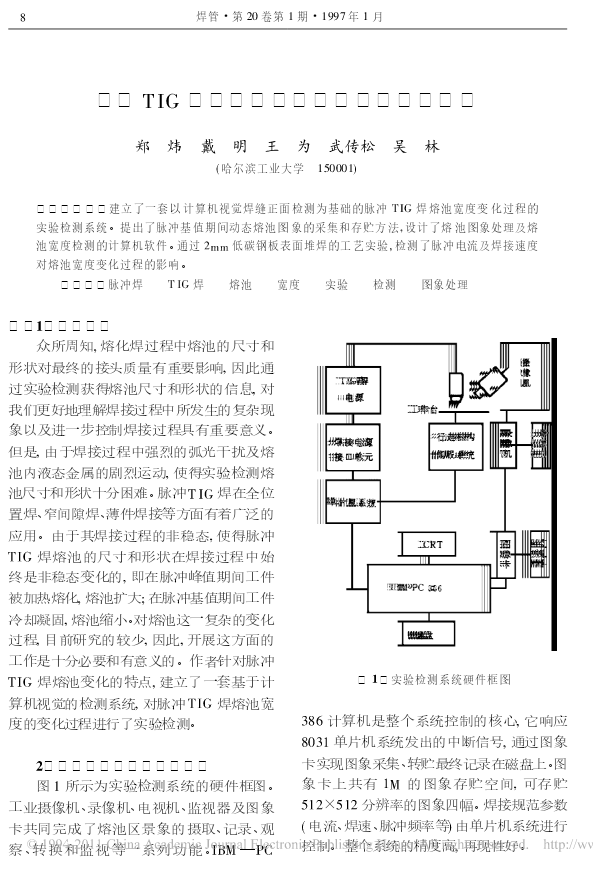
8焊管·第20卷第1期·1997年1月脉冲TIG焊熔池宽度变化过程的实验检测郑炜戴明王为武传松吴林(哈尔滨工业大学150001)摘要建立了一套以计算机视觉焊缝正面检测为基础的脉冲TIG焊熔池宽度变化过程的实验检测系统。提出了脉冲基值期间动态熔池图象的采集和存贮方法,设计了熔池图象处理及熔池宽度检测的计算机软件。通过2mm低碳钢板表面堆焊的工艺实验,检测了脉冲电流及焊接速度对熔池宽度变化过程的影响。主题词脉冲焊TIG焊熔池宽度实验检测图象处理1前言众所周知,熔化焊过程中熔池的尺寸和形状对最终的接头质量有重要

单片机控制脉冲TIG焊设备斩波电路研究.docx
单片机控制脉冲TIG焊设备斩波电路研究单片机控制脉冲TIG焊设备斩波电路研究1.引言脉冲TIG(氩弧)焊是一种常用的高效有机气体保护焊接方法。随着科技的发展,单片机的应用逐渐渗透到了各个领域,包括工业焊接设备。单片机控制脉冲TIG焊设备斩波电路的研究,将进一步提高焊接质量和效率。本文将介绍脉冲TIG焊接的原理、斩波电路的设计原则和单片机控制算法的研究。2.脉冲TIG焊接原理脉冲TIG焊接是利用氩弧产生的高温来熔化被焊接的材料,并通过加热、冷却的循环使焊接接头强度更高。与常规TIG焊接不同的是,脉冲TIG焊