
钢化真空玻璃的生产方法.pdf

秀华****魔王


1/10

2/10

3/10
4/10

5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
钢化真空玻璃的生产方法.pdf
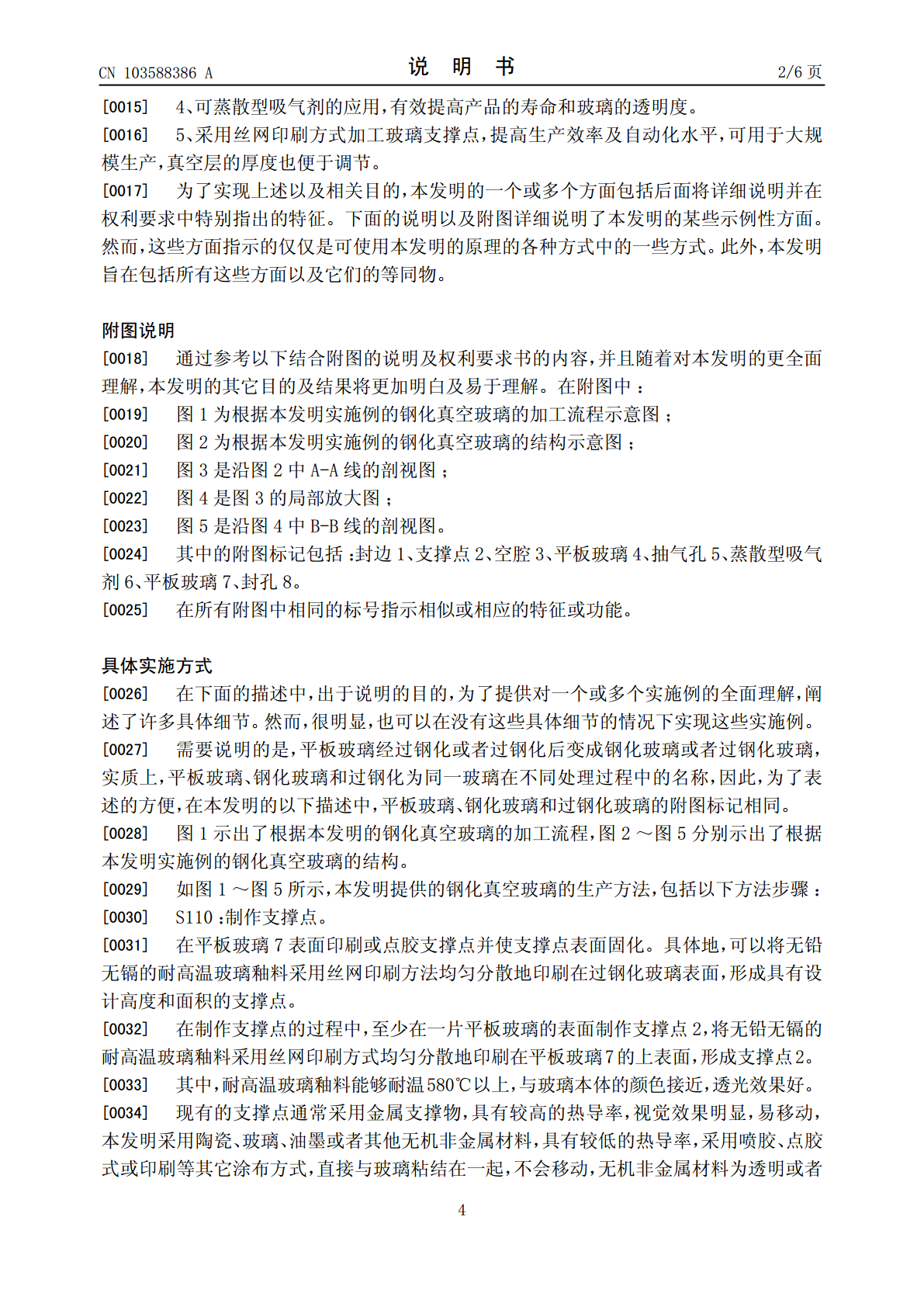
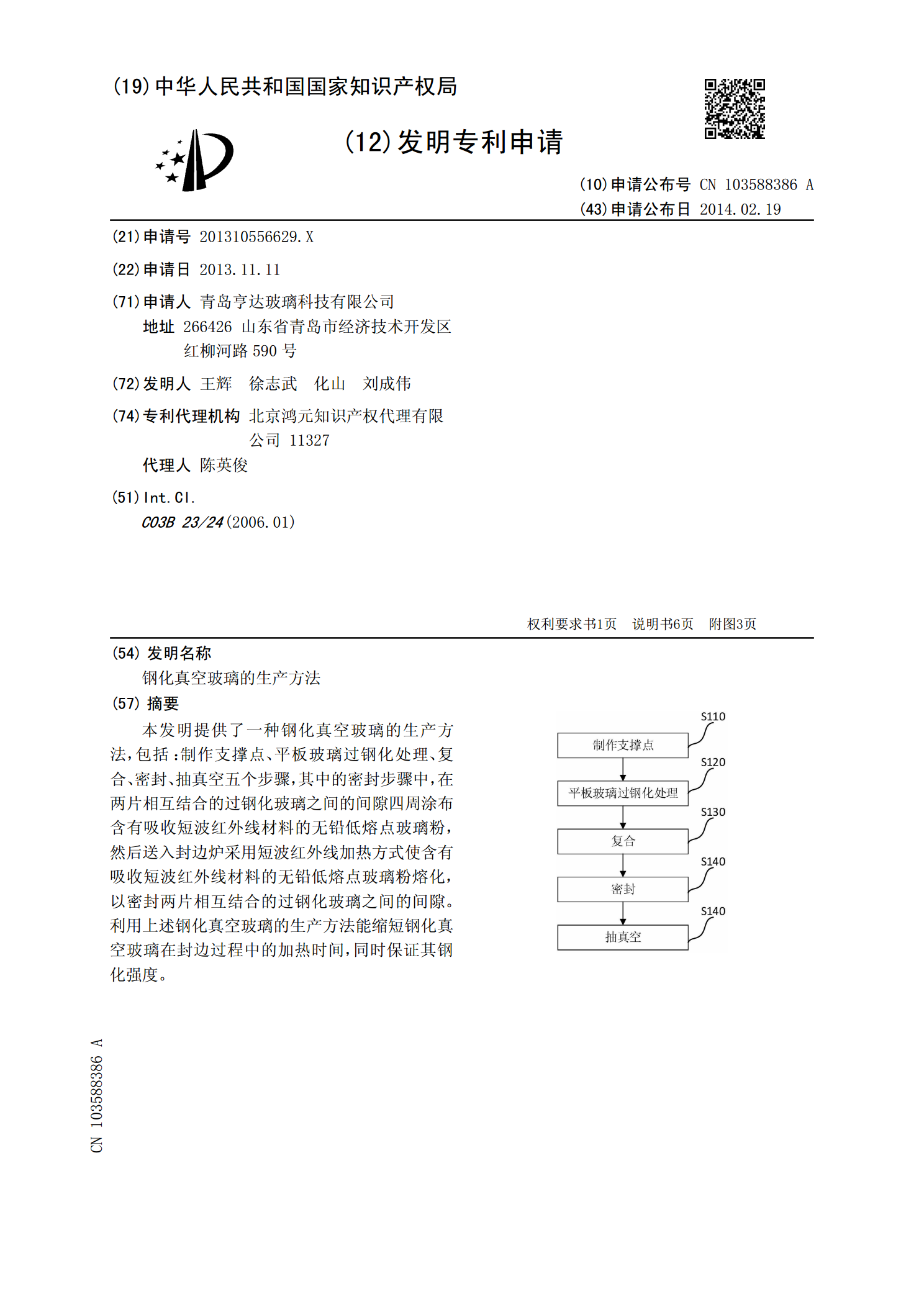
本发明提供了一种钢化真空玻璃的生产方法,包括:制作支撑点、平板玻璃过钢化处理、复合、密封、抽真空五个步骤,其中的密封步骤中,在两片相互结合的过钢化玻璃之间的间隙四周涂布含有吸收短波红外线材料的无铅低熔点玻璃粉,然后送入封边炉采用短波红外线加热方式使含有吸收短波红外线材料的无铅低熔点玻璃粉熔化,以密封两片相互结合的过钢化玻璃之间的间隙。利用上述钢化真空玻璃的生产方法能缩短钢化真空玻璃在封边过程中的加热时间,同时保证其钢化强度。
钢化真空玻璃的生产方法及装备.pdf
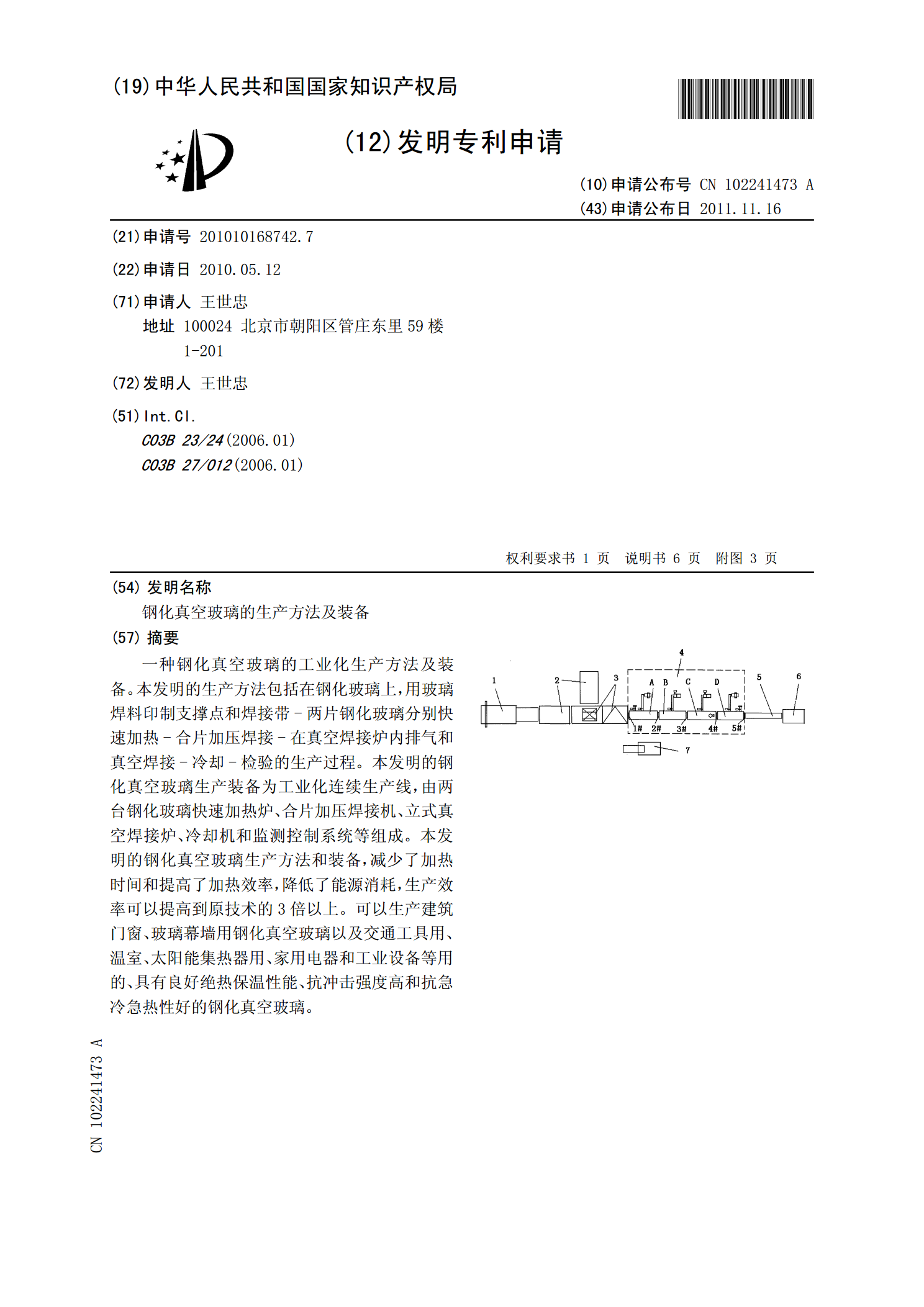
一种钢化真空玻璃的工业化生产方法及装备。本发明的生产方法包括在钢化玻璃上,用玻璃焊料印制支撑点和焊接带-两片钢化玻璃分别快速加热-合片加压焊接-在真空焊接炉内排气和真空焊接-冷却-检验的生产过程。本发明的钢化真空玻璃生产装备为工业化连续生产线,由两台钢化玻璃快速加热炉、合片加压焊接机、立式真空焊接炉、冷却机和监测控制系统等组成。本发明的钢化真空玻璃生产方法和装备,减少了加热时间和提高了加热效率,降低了能源消耗,生产效率可以提高到原技术的3倍以上。可以生产建筑门窗、玻璃幕墙用钢化真空玻璃以及交通工具用、温室
钢化真空玻璃的封接方法、制备方法和钢化真空玻璃.pdf
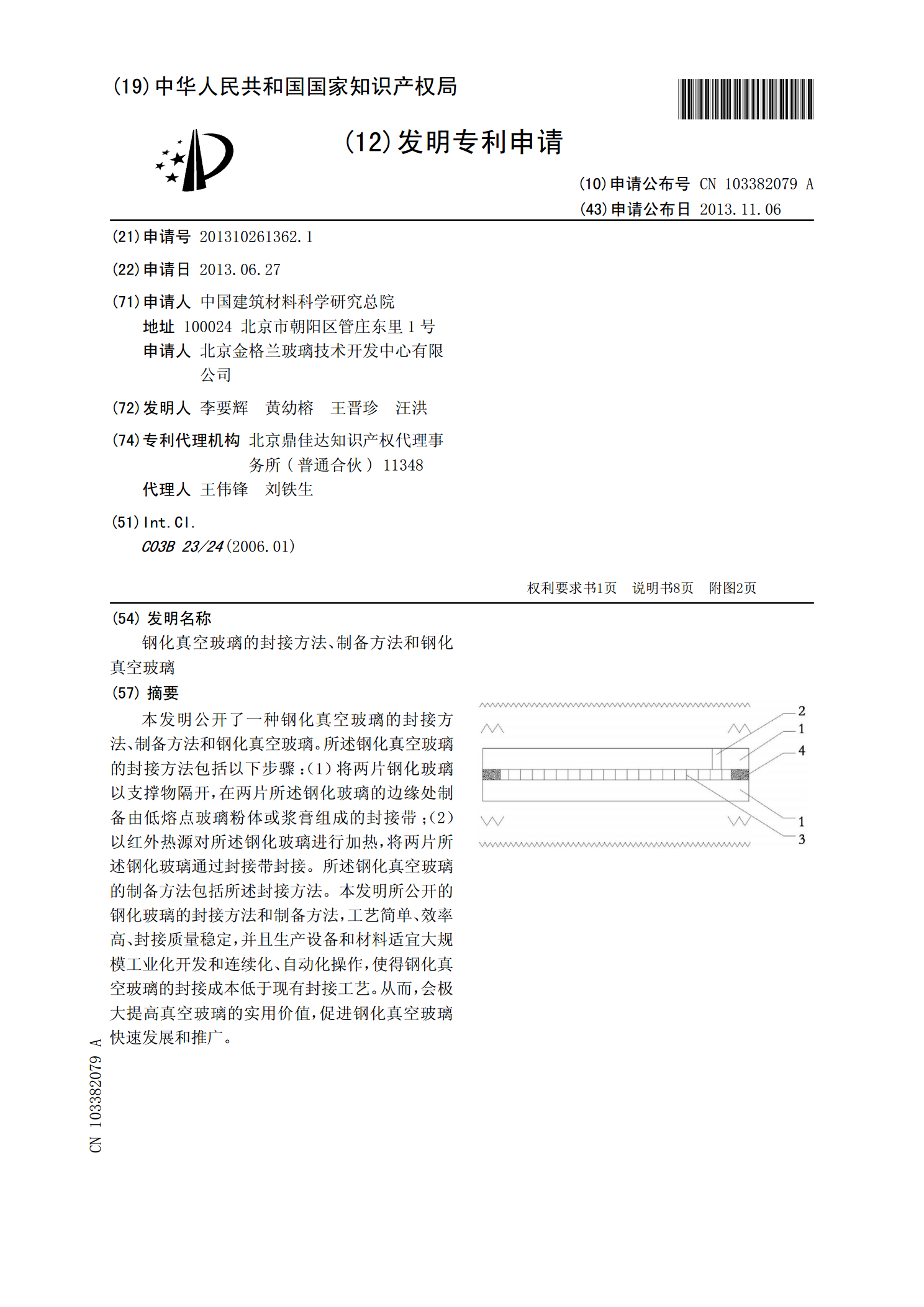
本发明公开了一种钢化真空玻璃的封接方法、制备方法和钢化真空玻璃。所述钢化真空玻璃的封接方法包括以下步骤:(1)将两片钢化玻璃以支撑物隔开,在两片所述钢化玻璃的边缘处制备由低熔点玻璃粉体或浆膏组成的封接带;(2)以红外热源对所述钢化玻璃进行加热,将两片所述钢化玻璃通过封接带封接。所述钢化真空玻璃的制备方法包括所述封接方法。本发明所公开的钢化玻璃的封接方法和制备方法,工艺简单、效率高、封接质量稳定,并且生产设备和材料适宜大规模工业化开发和连续化、自动化操作,使得钢化真空玻璃的封接成本低于现有封接工艺。从而,会
钢化、半钢化真空玻璃的制造方法.pdf
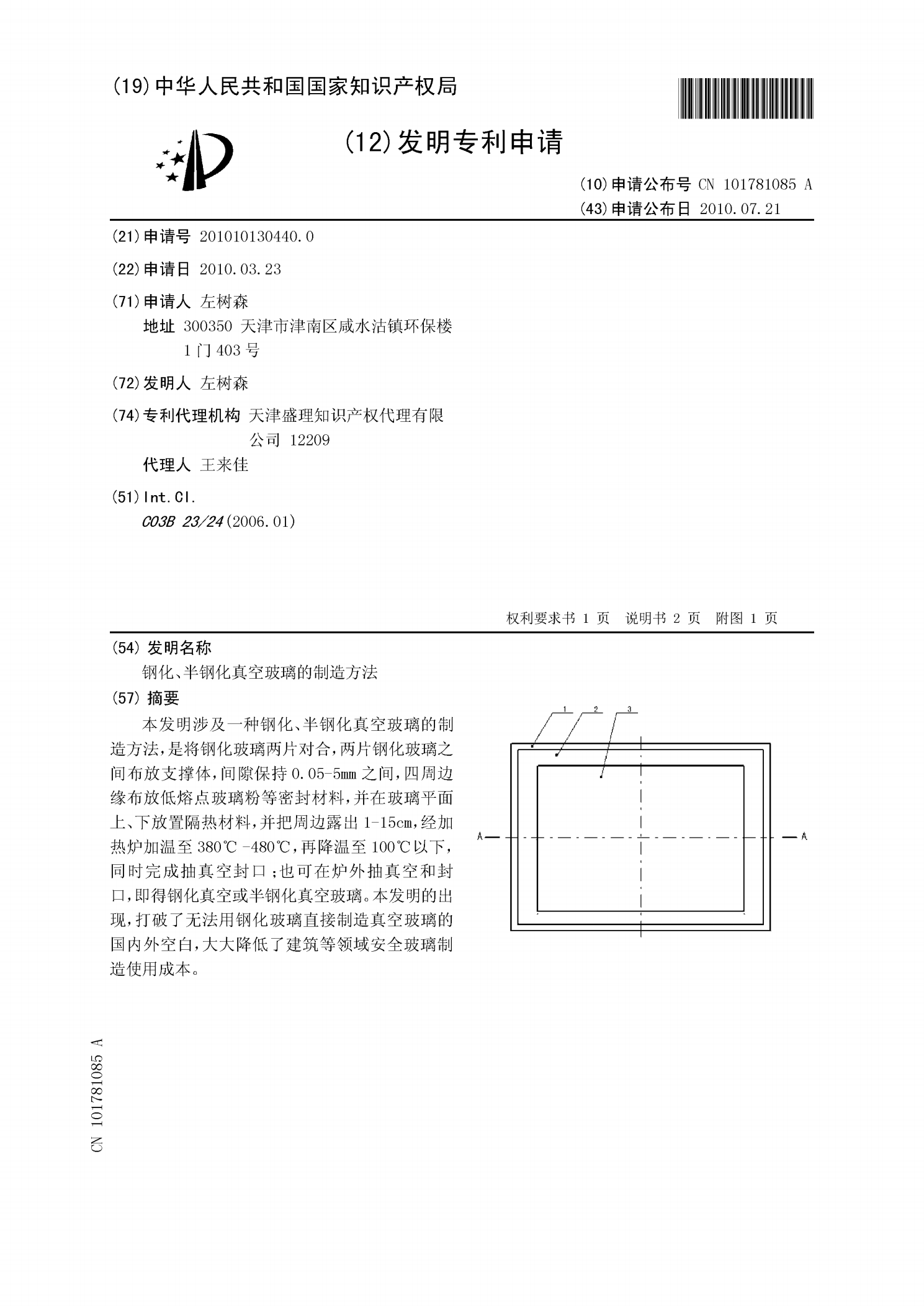
本发明涉及一种钢化、半钢化真空玻璃的制造方法,是将钢化玻璃两片对合,两片钢化玻璃之间布放支撑体,间隙保持0.05-5mm之间,四周边缘布放低熔点玻璃粉等密封材料,并在玻璃平面上、下放置隔热材料,并把周边露出1-15cm,经加热炉加温至380℃-480℃,再降温至100℃以下,同时完成抽真空封口;也可在炉外抽真空和封口,即得钢化真空或半钢化真空玻璃。本发明的出现,打破了无法用钢化玻璃直接制造真空玻璃的国内外空白,大大降低了建筑等领域安全玻璃制造使用成本。

钢化、半钢化真空玻璃及其制造方法.pdf
本发明提供了一种钢化、半钢化真空玻璃,其包括:上玻璃、下玻璃,所述上玻璃和所述下玻璃是平板钢化、半钢化玻璃,所述上玻璃和所述下玻璃的焊接面的周边均有封边条框,所述上玻璃和所述下玻璃的周边通过低温焊料焊接在一起,所述上玻璃和所述下玻璃之间形成一个封闭的真空层,所述真空层内有呈点阵排列的支撑物。本发明的这种真空玻璃的制作方法工艺简单,所制备的钢化真空玻璃能克服现有技术中的不足,而且能够实现批量化生产。