
高效棒材控轧方法.pdf

飞舟****文章

1/10

2/10
3/10
4/10
5/10
6/10

7/10

8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
高效棒材控轧方法.pdf
本发明提供一种高效棒材控轧方法,利用控轧机构对开坯机与连轧机之间轧机前辊道上的钢坯进行控轧,控轧机构包括支撑钢坯的过渡台架、支撑钢坯并间歇性的改变钢坯支撑点的摆动辊道以及将钢坯在轧机前辊道、过渡台架、摆动辊道上的钢坯相互调配位置的平托机构和大车平托机构。该控轧方法应用于开坯机和连轧机之间,无需钢坯在轧机前辊道上长时间停留,提高工作效率,同时,降低轧机前辊道的需求长度。
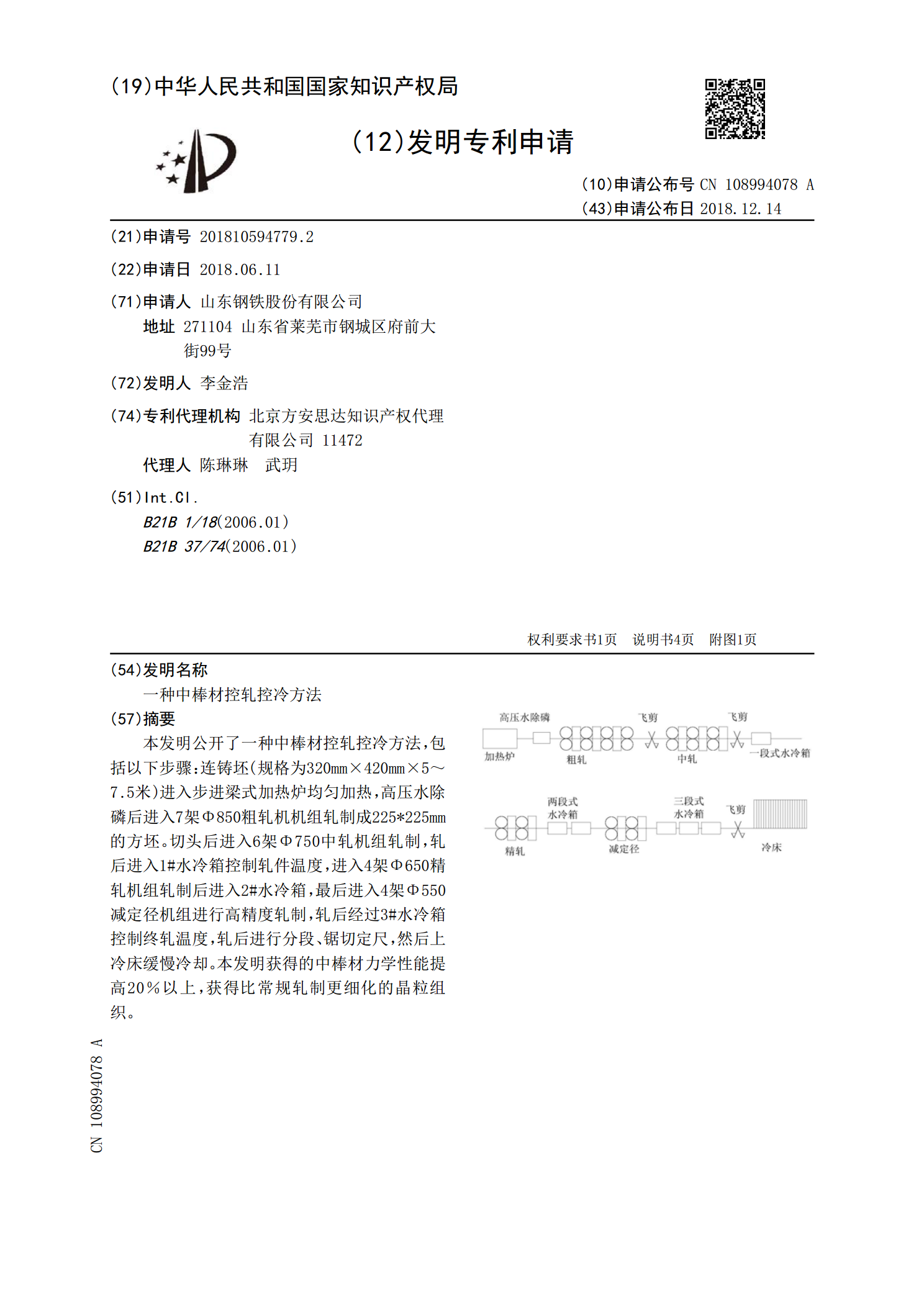
一种中棒材控轧控冷方法.pdf
本发明公开了一种中棒材控轧控冷方法,包括以下步骤:连铸坯(规格为320mm×420mm×5~7.5米)进入步进梁式加热炉均匀加热,高压水除磷后进入7架Φ850粗轧机机组轧制成225*225mm的方坯。切头后进入6架Φ750中轧机组轧制,轧后进入1#水冷箱控制轧件温度,进入4架Φ650精轧机组轧制后进入2#水冷箱,最后进入4架Φ550减定径机组进行高精度轧制,轧后经过3#水冷箱控制终轧温度,轧后进行分段、锯切定尺,然后上冷床缓慢冷却。本发明获得的中棒材力学性能提高20%以上,获得比常规轧制更细化的晶粒组织。
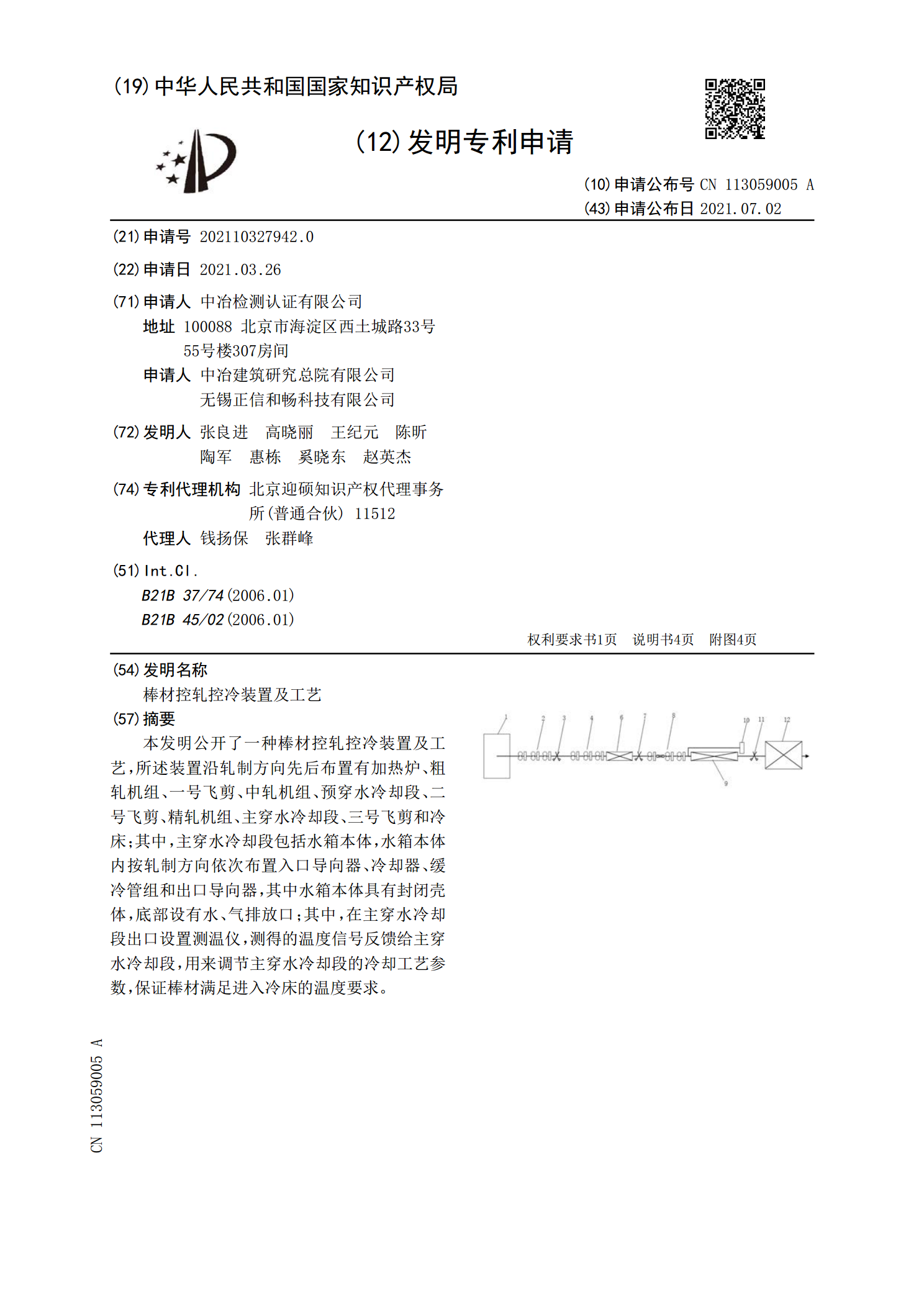
棒材控轧控冷装置及工艺.pdf
本发明公开了一种棒材控轧控冷装置及工艺,所述装置沿轧制方向先后布置有加热炉、粗轧机组、一号飞剪、中轧机组、预穿水冷却段、二号飞剪、精轧机组、主穿水冷却段、三号飞剪和冷床;其中,主穿水冷却段包括水箱本体,水箱本体内按轧制方向依次布置入口导向器、冷却器、缓冷管组和出口导向器,其中水箱本体具有封闭壳体,底部设有水、气排放口;其中,在主穿水冷却段出口设置测温仪,测得的温度信号反馈给主穿水冷却段,用来调节主穿水冷却段的冷却工艺参数,保证棒材满足进入冷床的温度要求。
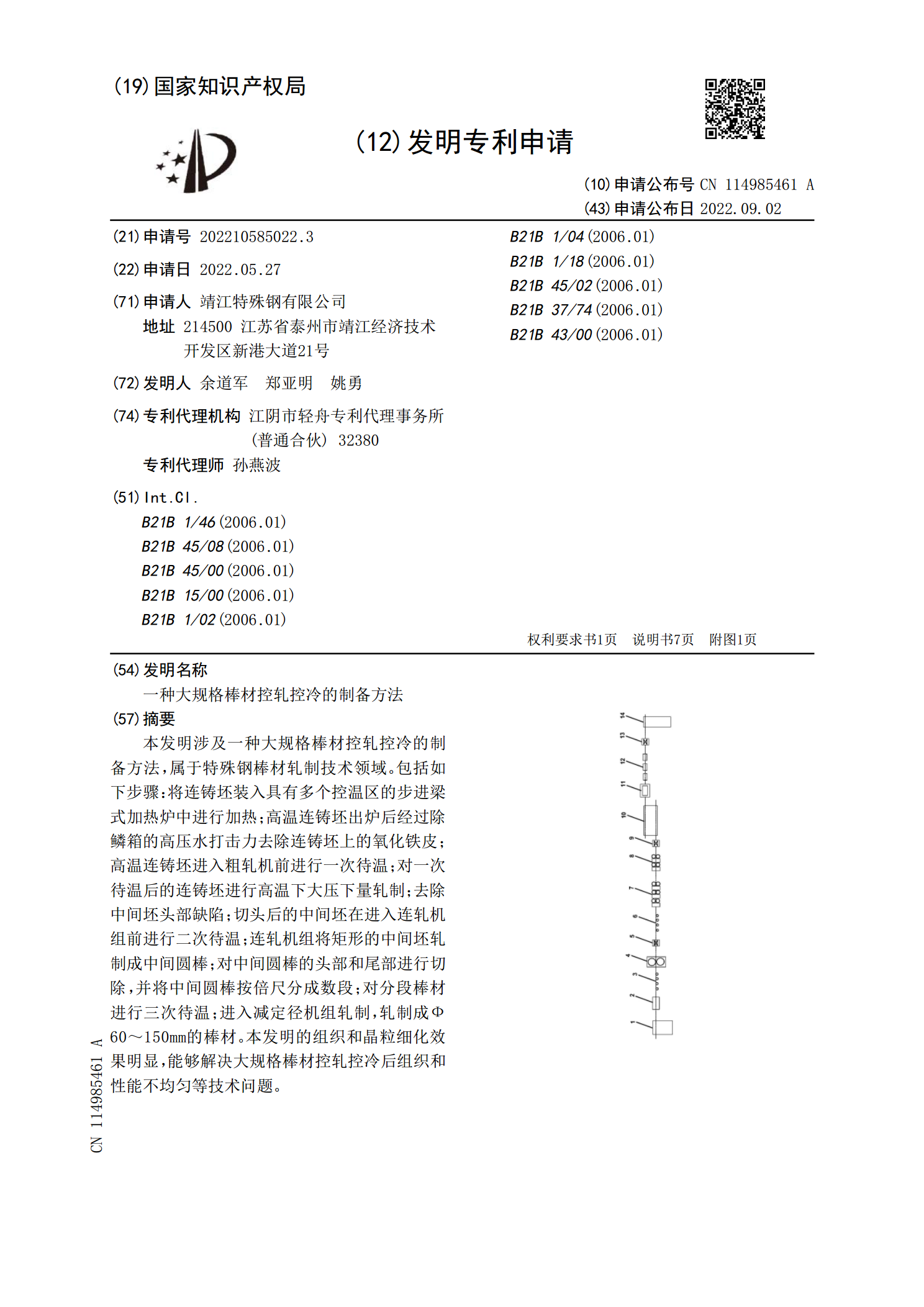
一种大规格棒材控轧控冷的制备方法.pdf
本发明涉及一种大规格棒材控轧控冷的制备方法,属于特殊钢棒材轧制技术领域。包括如下步骤:将连铸坯装入具有多个控温区的步进梁式加热炉中进行加热;高温连铸坯出炉后经过除鳞箱的高压水打击力去除连铸坯上的氧化铁皮;高温连铸坯进入粗轧机前进行一次待温;对一次待温后的连铸坯进行高温下大压下量轧制;去除中间坯头部缺陷;切头后的中间坯在进入连轧机组前进行二次待温;连轧机组将矩形的中间坯轧制成中间圆棒;对中间圆棒的头部和尾部进行切除,并将中间圆棒按倍尺分成数段;对分段棒材进行三次待温;进入减定径机组轧制,轧制成Ф60~150
一种棒材控温控轧工艺技术.pdf
本发明公开了一种棒材控温控轧工艺技术,包括以下步骤:通过加热炉对钢坯进行加热,使钢坯温度升至1000‑1030℃;将钢坯送入粗中轧机组,对经过S1中加热之后的钢坯进行粗轧和中轧;将S2中的钢坯送入预穿水装置,使钢坯温度控制在1000‑1020℃,防止经粗中轧机组多道次轧制变形后,温度升高而晶粒粗大,改变产品物理性能;将S3中的钢坯送入精轧机组进行精轧;将经过精轧的钢坯通过六辊或八辊矫直机将钢坯矫直;将矫直之后的钢坯送入散卷空冷运输辊道进行空冷。本发明具备在产品性能合格的情况下,降低钢材中硅、锰元素含量,从