
汽车膨胀阀感温包的混合灌装复合装置及其使用方法.pdf

是你****元呀

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽车膨胀阀感温包的混合灌装复合装置及其使用方法.pdf
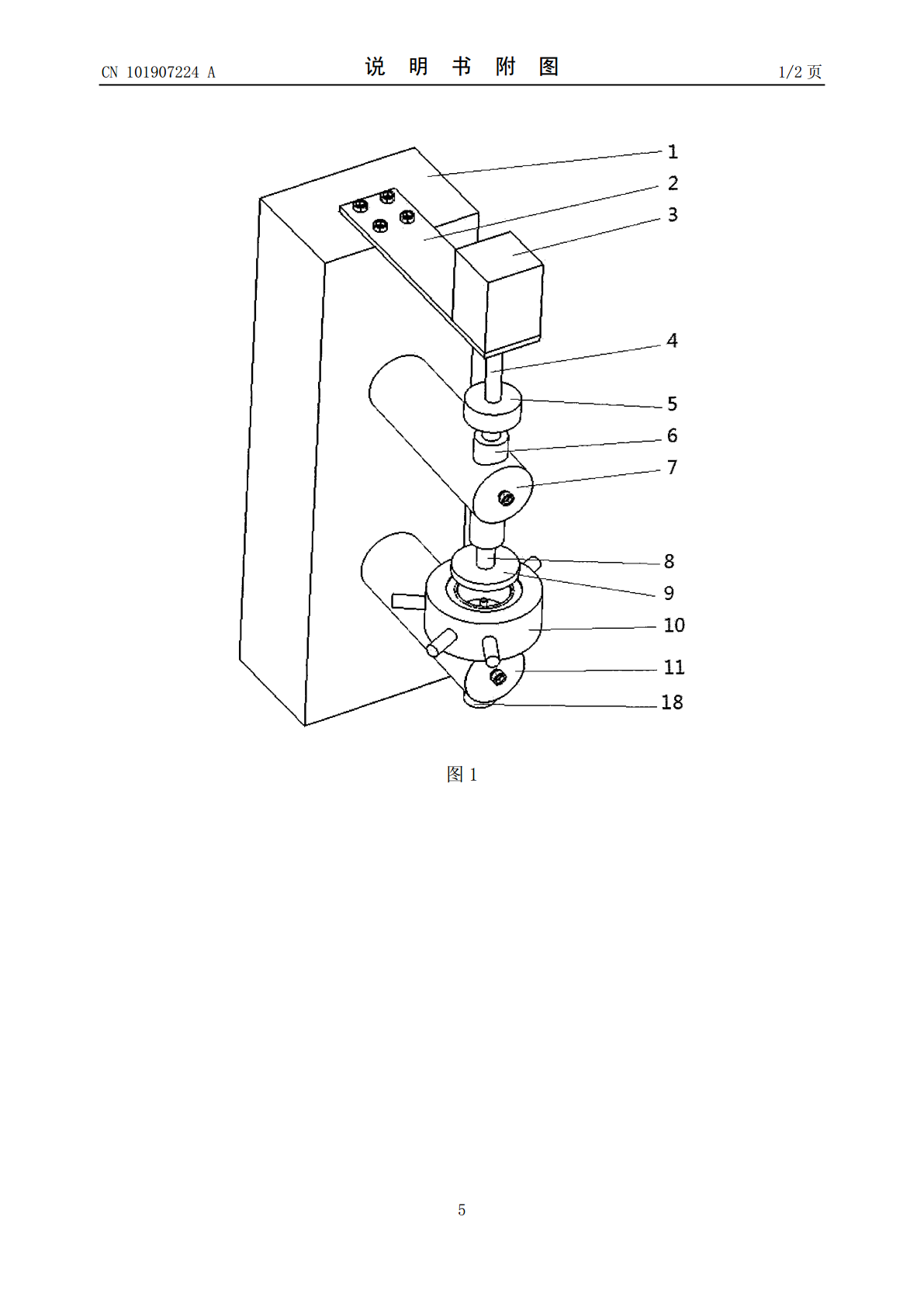
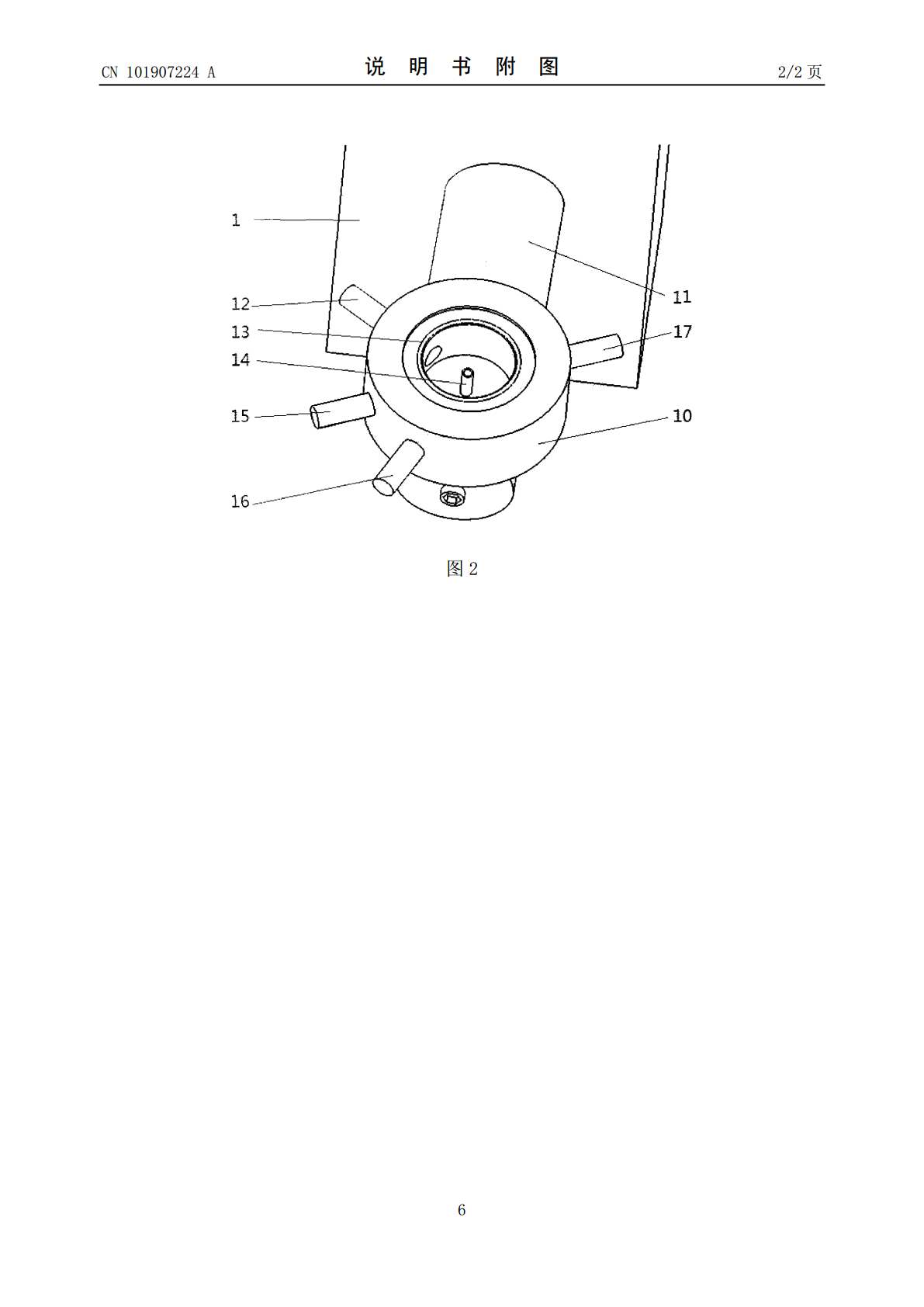
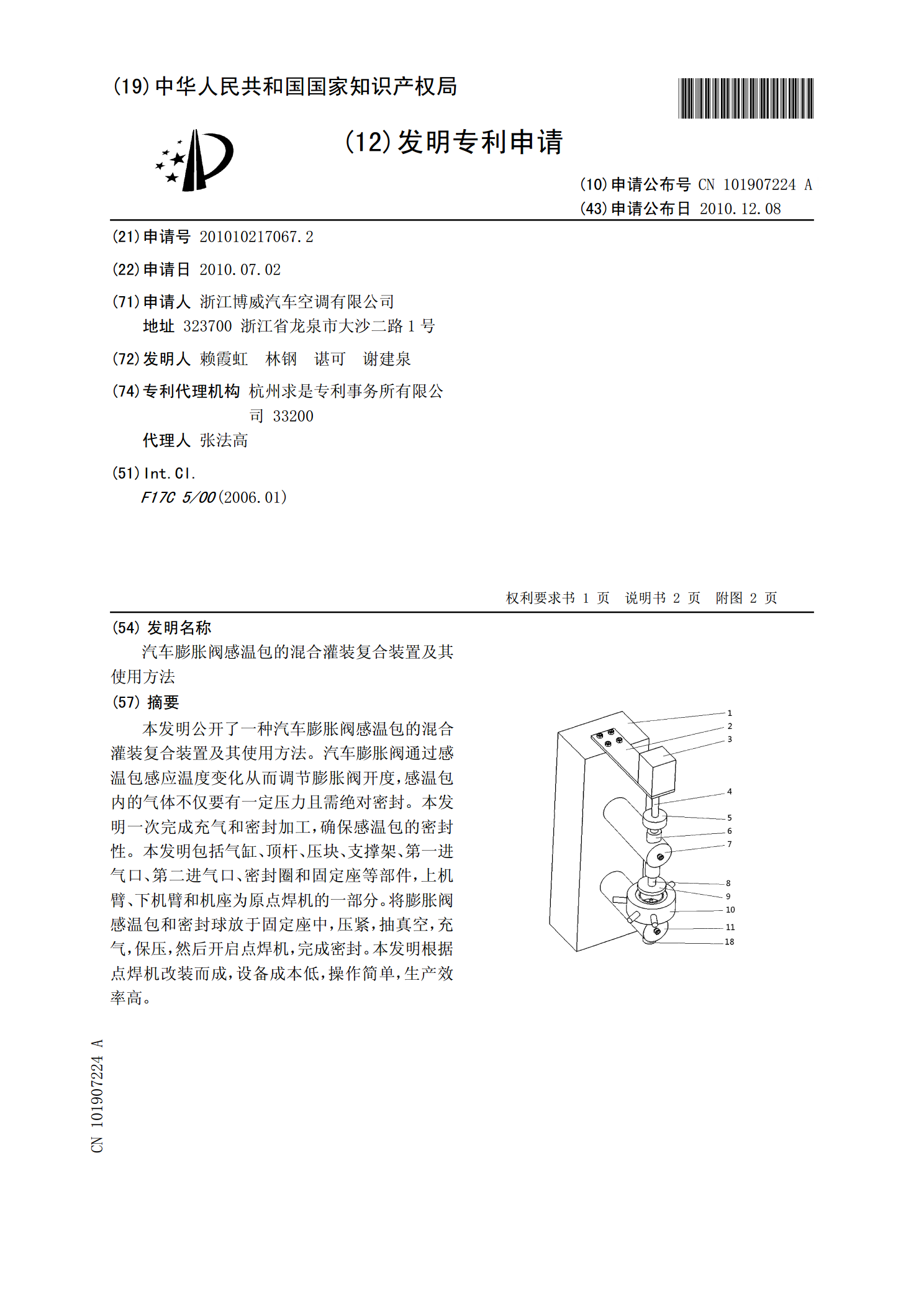
本发明公开了一种汽车膨胀阀感温包的混合灌装复合装置及其使用方法。汽车膨胀阀通过感温包感应温度变化从而调节膨胀阀开度,感温包内的气体不仅要有一定压力且需绝对密封。本发明一次完成充气和密封加工,确保感温包的密封性。本发明包括气缸、顶杆、压块、支撑架、第一进气口、第二进气口、密封圈和固定座等部件,上机臂、下机臂和机座为原点焊机的一部分。将膨胀阀感温包和密封球放于固定座中,压紧,抽真空,充气,保压,然后开启点焊机,完成密封。本发明根据点焊机改装而成,设备成本低,操作简单,生产效率高。

汽车膨胀阀气密性检测装置及其使用方法.pdf
本发明公开了一种汽车膨胀阀气密性检测装置及其使用方法。本发明包括上气缸、压块、工件固定座、侧密封管和侧进气口等部分。常温下,膨胀阀为关闭状态,即膨胀阀的侧向管道和下部管道为不连通状态。本发明用于检测膨胀阀常温状态下的侧向管道的气密性。将膨胀阀放于工件固定座上,启动气缸,顶住膨胀阀的上部和侧面,进行充气和保压,安装于侧密封管内的压力传感器感应其中的压力,并显示其压力值,压力值下降一定范围内,则亮警示灯,表示该膨胀阀气密性不合格。也可利用水盒,一旦出气管有气泡冒出,则表示该膨胀阀气密性不合格。本发明可多个工位

电磁炉及其线盘感温装置和线盘感温包固定装置.pdf
本发明提供一种电磁炉及其线盘感温装置和线盘感温包固定装置,该电磁炉包括线圈和线圈支架,该线圈支架上设有线盘感温装置,该线盘感温装置包括线盘感温包固定装置,以及安装在该感温包固定板的凹槽中的感温包,该线盘感温包固定装置包括用于安装感温包的感温包固定板,该线圈支架上设置与感温包固定板尺寸相适配的安装孔,该感温包固定板可拆卸地安装在该安装孔中,该感温包固定板上设有安装感温包的凹槽。该线盘感温包固定装置方便拆卸,便于维修与更换。
汽车方向盘生产用包覆装置及其使用方法.pdf
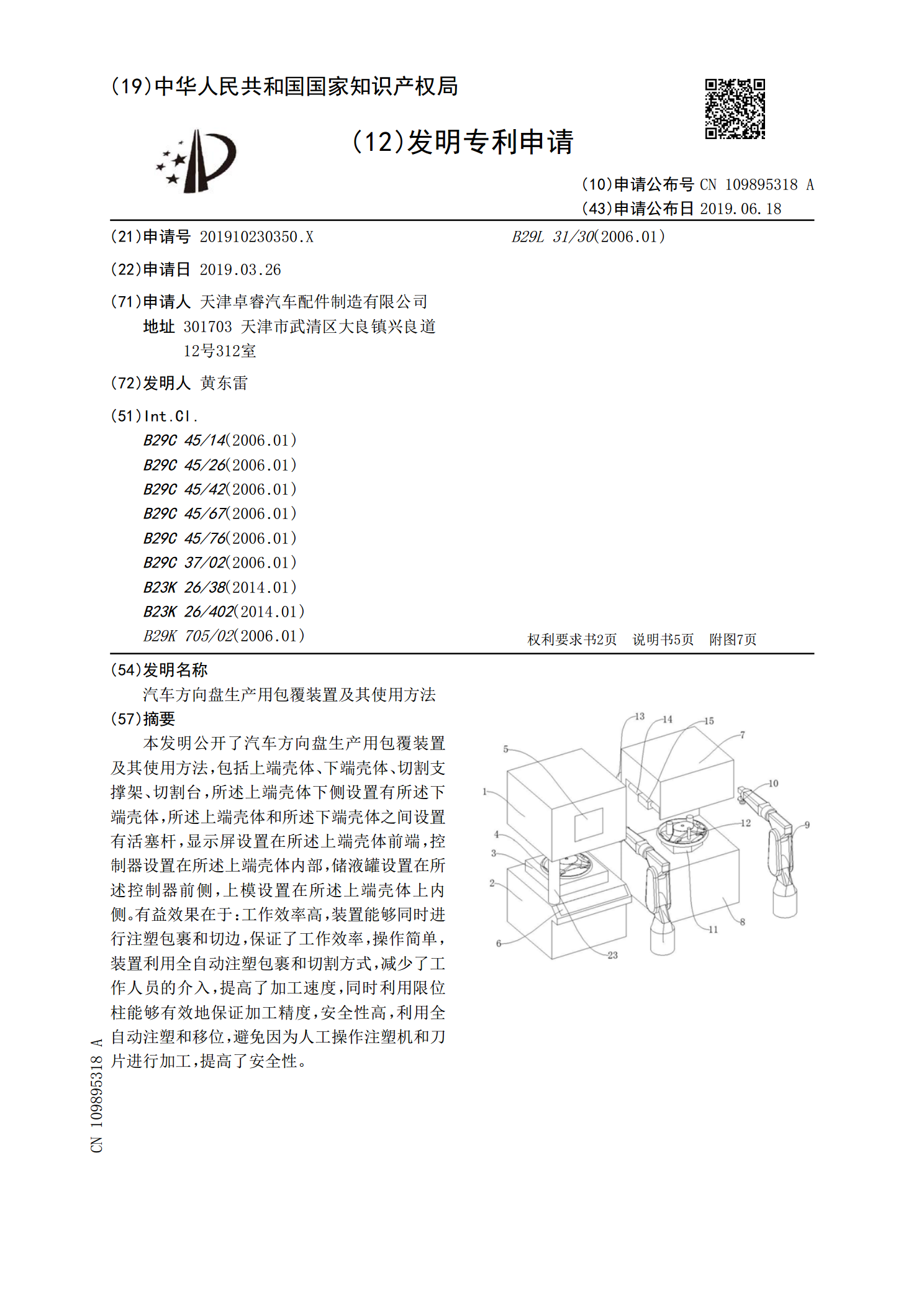
本发明公开了汽车方向盘生产用包覆装置及其使用方法,包括上端壳体、下端壳体、切割支撑架、切割台,所述上端壳体下侧设置有所述下端壳体,所述上端壳体和所述下端壳体之间设置有活塞杆,显示屏设置在所述上端壳体前端,控制器设置在所述上端壳体内部,储液罐设置在所述控制器前侧,上模设置在所述上端壳体上内侧。有益效果在于:工作效率高,装置能够同时进行注塑包裹和切边,保证了工作效率,操作简单,装置利用全自动注塑包裹和切割方式,减少了工作人员的介入,提高了加工速度,同时利用限位柱能够有效地保证加工精度,安全性高,利用全自动注塑

一种胶囊灌装用排序装置及其使用方法.pdf
本发明公开了一种胶囊灌装用排序装置及其使用方法,包括托盘,托盘开设有若干个掉落口,托盘上表面开设有若干个均匀分布的凹坑,凹坑数量和掉落口数量相同,凹坑设置在掉落口正上方,凹坑和掉落口相连通;托盘还滑动连接有水平方向设置的支撑杆,支撑杆一端设置在凹坑内,凹坑内还设置有抬升杆,抬升杆还连接有驱动机构,托盘还连接有振动器。本发明操作方便,可适用于大批量胶囊排序工作的进行,且排序效率高,错误率低,从而利于后续胶囊加工工作的进行。