
镍基高温合金(waspaloy加工工艺).docx

kp****93


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

镍基高温合金waspaloy加工工艺.docx
镍基高温合金(如In718、Waspaloy等)具有热稳定性好、高温强度和硬度高、耐腐蚀、抗磨损等特点,是典型的难加工材料,常用于制作涡轮盘等发动机关键部件。由于涡轮盘是航空发动机的关键部件之一,在应力、温度和恶劣的工作环境条件下容易产生疲劳失效,因此涡轮盘材料及制造技术是研制高性能航空发动机的关键。由于涡轮盘上的异形孔由若干圆弧和直线组成,形状复杂,加工时要求各组成段位置准确、过渡圆滑而不产生加工转折痕迹,表面粗糙度符合工艺要求,因此该高温合金异形孔的加工是涡轮盘加工的难点。目前,航空发动机制造商均采用

镍基高温合金(waspaloy加工工艺).docx
镍基高温合金(如In718、Waspaloy等)具有热稳定性好、高温强度和硬度高、耐腐蚀、抗磨损等特点,是典型的难加工材料,常用于制作涡轮盘等发动机关键部件。由于涡轮盘是航空发动机的关键部件之一,在应力、温度和恶劣的工作环境条件下容易产生疲劳失效,因此涡轮盘材料及制造技术是研制高性能航空发动机的关键。由于涡轮盘上的异形孔由若干圆弧和直线组成,形状复杂,加工时要求各组成段位置准确、过渡圆滑而不产生加工转折痕迹,表面粗糙度符合工艺要求,因此该高温合金异形孔的加工是涡轮盘加工的难点。目前,航空发动机制造商均采用
一种耐高温镍基合金加工工艺.pdf
一种耐高温镍基合金加工工艺,其加工工艺包括以下步骤:(1)选用新的面层耐火材料:由于Ni基合金具有较高的熔化温度,需要采用耐火性能较好的面层材料,确定选取刚玉粉或刚玉砂;(2)浇注前的炉料处理:提前将炉料装入炉中,温度控制在700±10℃范围,并保温4~5h;然后取出炉料,并直接送至中频炉熔炼;(3)熔炼浇注过程控制;(4)从Ni基合金开始熔炼至合金液出炉的整个过程,采用氩气吹气装置对电炉进行吹气,维持氩气吹气流量稳定。选取耐火性能较好的面层材料;在合金的中频炉熔炼与浇注过程中,采用氩气进行保护,同时可防

镍基高温合金加工研究.docx
镍基高温合金加工研究摘要镍基高温合金是一种在高温下具有优异性能的材料,广泛应用于航空发动机、燃气轮机等领域。本文阐述了镍基高温合金的特性,探讨了其加工方法及优化措施,包括热加工、冷加工、电化学加工等。在加工中,要注重表面处理、温度控制以及适当的加工参数选择,以保证最终零件的质量。关键词:镍基高温合金;加工;热加工;冷加工;电化学加工1.引言随着航空、航天、燃气轮机、汽车等领域的发展,对于高温耐腐蚀性能材料的需求日益增加,镍基高温合金应运而生。镍基高温合金以其优异的耐高温、耐腐蚀、高强度等特性,被广泛应用于
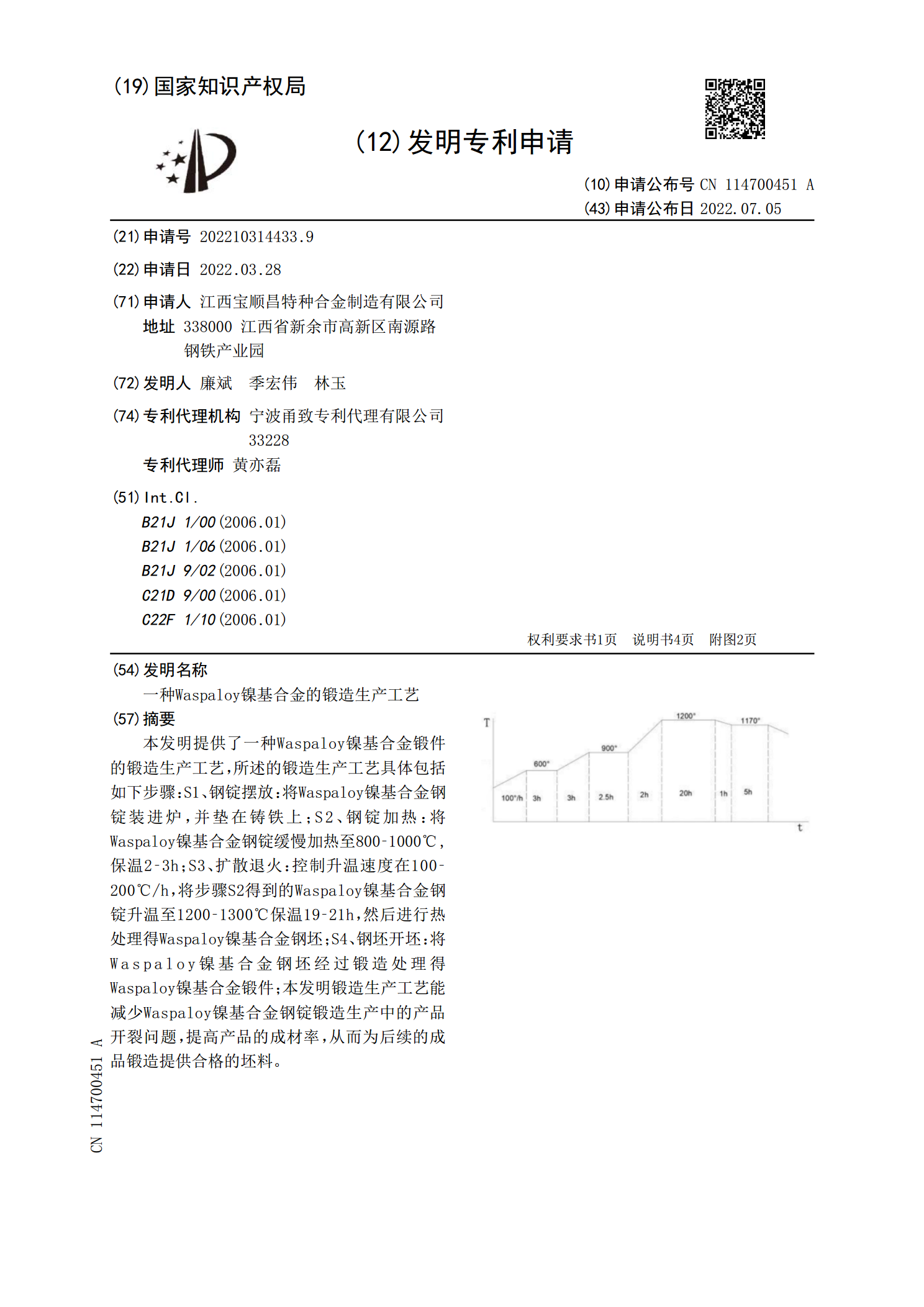
一种Waspaloy镍基合金的锻造生产工艺.pdf
本发明提供了一种Waspaloy镍基合金锻件的锻造生产工艺,所述的锻造生产工艺具体包括如下步骤:S1、钢锭摆放:将Waspaloy镍基合金钢锭装进炉,并垫在铸铁上;S2、钢锭加热:将Waspaloy镍基合金钢锭缓慢加热至800‑1000℃,保温2‑3h;S3、扩散退火:控制升温速度在100‑200℃/h,将步骤S2得到的Waspaloy镍基合金钢锭升温至1200‑1300℃保温19‑21h,然后进行热处理得Waspaloy镍基合金钢坯;S4、钢坯开坯:将Waspaloy镍基合金钢坯经过锻造处理得Waspa