
冷轧带钢用坯料无头酸洗的带头压合系统及其工作方法.pdf

论文****酱吖


1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
冷轧带钢用坯料无头酸洗的带头压合系统及其工作方法.pdf
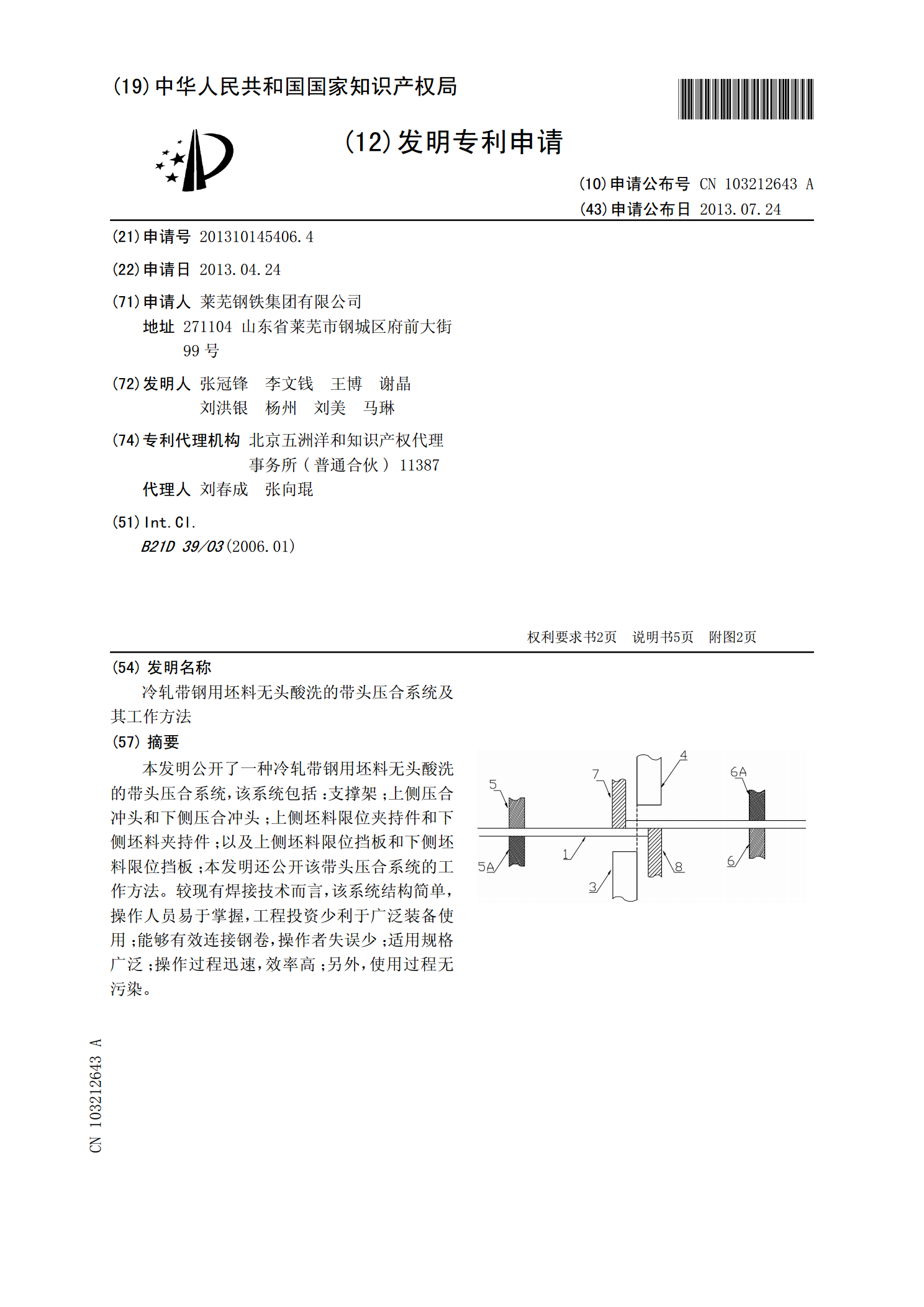
本发明公开了一种冷轧带钢用坯料无头酸洗的带头压合系统,该系统包括:支撑架;上侧压合冲头和下侧压合冲头;上侧坯料限位夹持件和下侧坯料夹持件;以及上侧坯料限位挡板和下侧坯料限位挡板;本发明还公开该带头压合系统的工作方法。较现有焊接技术而言,该系统结构简单,操作人员易于掌握,工程投资少利于广泛装备使用;能够有效连接钢卷,操作者失误少;适用规格广泛;操作过程迅速,效率高;另外,使用过程无污染。

冷轧坯料与酸洗.doc
第二章坯料与酸洗一、冷轧坯料15.冷轧坯料有哪几种。有哪些要求?冷轧板带所用的原料主要有热轧带卷、热轧钢板、热轧窄带钢和热轧扁钢等。现代化冷轧带钢车间全部采用热轧带卷,质量在几吨到几十吨之间,它是由连续式热带钢轧机或炉卷轧机供应的。宽度小于600mm的冷轧窄带钢,使用的原料有3种:用热轧宽带钢卷经分条剪切的窄带卷;由热轧窄带钢轧机轧制的窄带卷;由小型热轧机轧制的窄扁带钢。在一些条件不完备的车间,也采用厚度较大的条形扁钢作为冷轧薄板带的原料。单张冷轧钢板使用的原料,有的是用热轧中厚板或热轧带钢经剪切而得的板

带钢酸洗冷轧工艺配置及发展趋势.docx
带钢酸洗冷轧工艺配置及发展趋势随着钢铁工业的发展,带钢制造工艺也不断得到了改进。带钢酸洗冷轧工艺是一种较为先进的工艺,其通过酸洗和冷轧等技术,使其在硬度、平整度和尺寸精度等方面得到了较大的提升,并且具有较高的生产效率和良好的经济效益,此篇论文将就带钢酸洗冷轧工艺的配置及其发展趋势进行阐述。一、带钢酸洗冷轧工艺的配置带钢酸洗冷轧工艺是以普通热轧带钢为原材料,在酸洗、冷轧等迭代工序中,不断精细化,通过去除带钢表面的氧化皮,通过紧缩带钢表面金属使其变硬,并进一步得到尺寸精度提升。1.酸洗工艺酸洗工艺是带钢酸洗冷

带钢酸洗冷轧工艺配置及发展趋势.docx
带钢酸洗冷轧工艺配置及发展趋势带钢酸洗冷轧工艺配置及发展趋势摘要:钢材的质量是影响其使用性能和市场竞争力的重要因素之一。带钢酸洗冷轧工艺是提高带钢质量的关键工艺之一。本论文主要讨论了带钢酸洗冷轧工艺的配置及其发展趋势。一、带钢酸洗冷轧工艺配置带钢酸洗冷轧工艺一般包括酸洗工艺和冷轧工艺两部分。(一)酸洗工艺1.全酸洗工艺:全酸洗工艺是将带钢完全浸入酸液中进行酸洗的工艺。在酸洗槽中,酸液与带钢表面发生化学反应,去除表面的氧化铁皮、氧化铁和其他杂质,使带钢表面获得清洁光亮的效果。2.表面除油酸洗工艺:表面除油酸

带钢漂洗装置、带钢酸洗系统及酸洗带钢清洗方法.pdf
本发明涉及一种带钢漂洗装置,其上漂洗机构包括第一喷嘴组和第二喷嘴组,各第一喷嘴朝向来料侧斜向下喷射并且其射流与带钢运行通道之间的相交轨迹为直线,各第二喷嘴的射流与带钢运行通道之间的相交轨迹为实心圆,实心圆轨迹位于直线轨迹的下游;和/或,其下漂洗机构包括至少一组第三喷嘴组,各第三喷嘴的射流与带钢运行通道之间的相交轨迹为实心圆。另外还涉及采用该带钢漂洗装置的带钢酸洗系统和酸洗带钢清洗方法。本发明中,第一喷嘴组可对带钢上表面的残留酸液进行清理,第二喷嘴组能在带钢上表面形成液膜层,第三喷嘴组能在带钢下表面形成液幕