
车轴磁粉探伤装置及方法.pdf

一只****iu


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
车轴磁粉探伤装置及方法.pdf
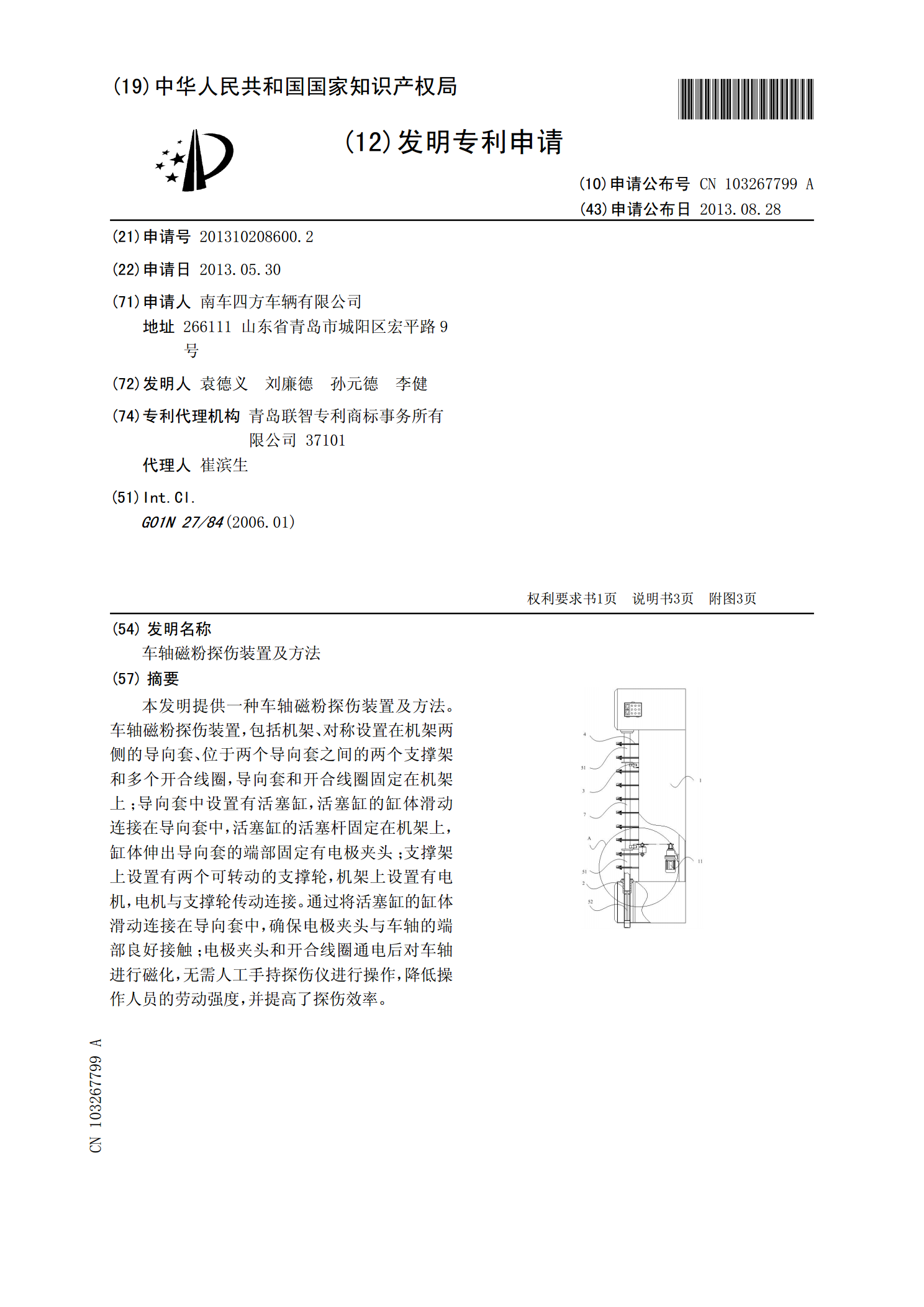
本发明提供一种车轴磁粉探伤装置及方法。车轴磁粉探伤装置,包括机架、对称设置在机架两侧的导向套、位于两个导向套之间的两个支撑架和多个开合线圈,导向套和开合线圈固定在机架上;导向套中设置有活塞缸,活塞缸的缸体滑动连接在导向套中,活塞缸的活塞杆固定在机架上,缸体伸出导向套的端部固定有电极夹头;支撑架上设置有两个可转动的支撑轮,机架上设置有电机,电机与支撑轮传动连接。通过将活塞缸的缸体滑动连接在导向套中,确保电极夹头与车轴的端部良好接触;电极夹头和开合线圈通电后对车轴进行磁化,无需人工手持探伤仪进行操作,降低操作
一种磁粉探伤装置及磁粉探伤方法.pdf
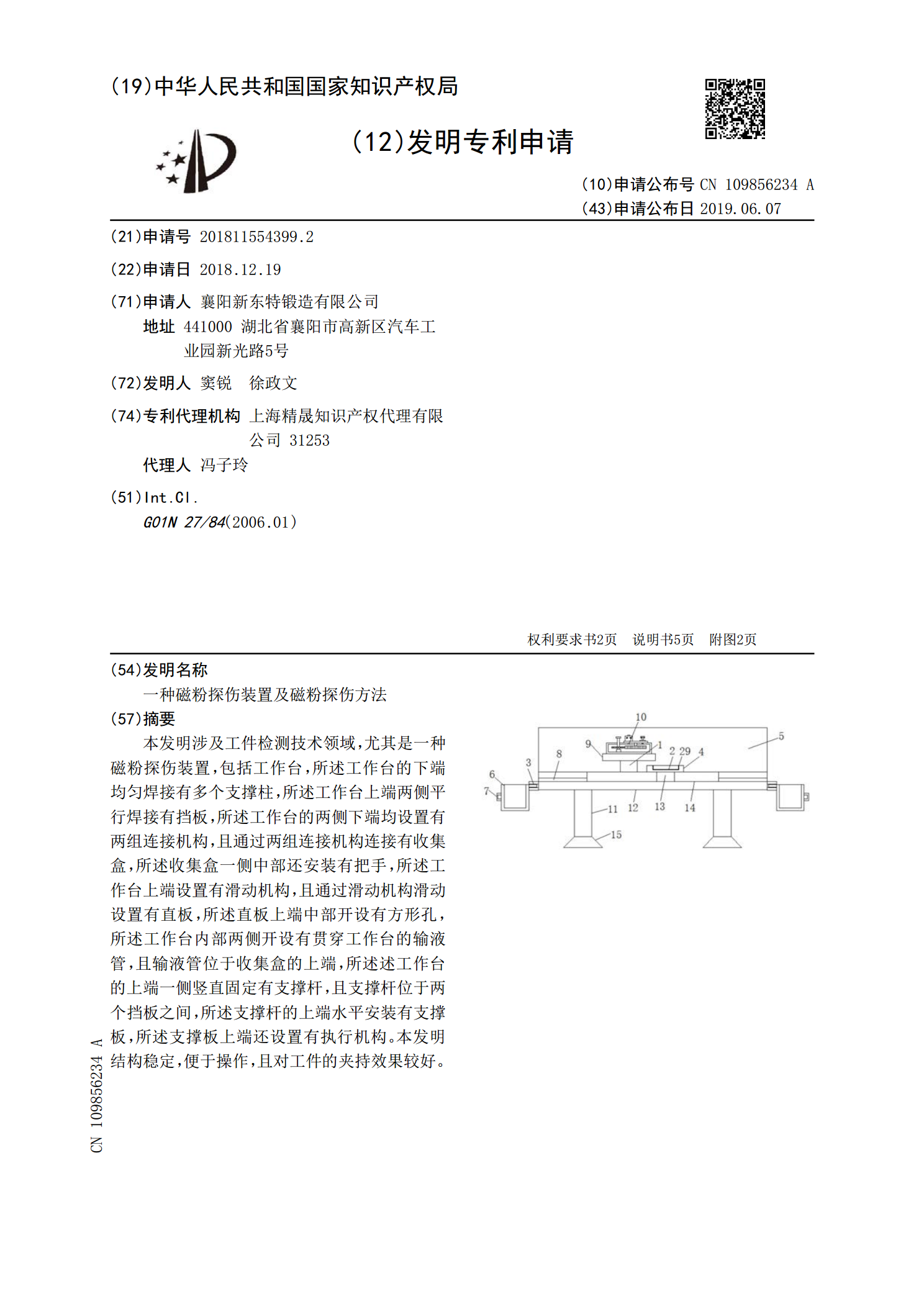
本发明涉及工件检测技术领域,尤其是一种磁粉探伤装置,包括工作台,所述工作台的下端均匀焊接有多个支撑柱,所述工作台上端两侧平行焊接有挡板,所述工作台的两侧下端均设置有两组连接机构,且通过两组连接机构连接有收集盒,所述收集盒一侧中部还安装有把手,所述工作台上端设置有滑动机构,且通过滑动机构滑动设置有直板,所述直板上端中部开设有方形孔,所述工作台内部两侧开设有贯穿工作台的输液管,且输液管位于收集盒的上端,所述述工作台的上端一侧竖直固定有支撑杆,且支撑杆位于两个挡板之间,所述支撑杆的上端水平安装有支撑板,所述支撑

车轴磁粉探伤中的非相关磁痕分析.docx
车轴磁粉探伤中的非相关磁痕分析1.概述车轴磁粉探伤是一种常见的无损检测方法,可用于发现车轴表面及内部的各种缺陷和损伤。其中,磁粉探伤的原理基于电磁感应,通过在车轴表面涂抹荧光磁粉,并在其周围生成磁场,在车轴表面产生磁性粉末的分布,从而发现车轴内部的损伤。在实际应用中,车轴表面及内部的非相关磁痕问题成为影响磁粉探伤效果的主要因素之一。2.非相关磁痕的定义与分类非相关磁痕指车轴表面或内部存在的磁性物质、污物等物质所形成的磁痕。由于这些磁痕与车轴缺陷所造成的磁痕不同,往往会干扰检测人员正确识别车轴缺陷的判断。根
轮轴轮对车轴磁粉探伤技术规范.doc
6轮轴、轮对、车轴磁粉探伤6.1磁粉探伤机6.1.1磁粉探伤机应具有以下功能:6.1.1.1轮轴、轮对和车轴磁粉探伤机,应具有手动和自动两种操作方式,具有周向磁化、纵向磁化、复合磁化三种磁化功能和自动退磁功能。6.1.1.2微机控制系统还应具有以下功能:6.1.1.2.1能有效地对探伤设备的工作电压、周向磁化电流、纵向磁化电流、紫外线辐照度等重要技术参数进行实时监控和自动记录,并设立有紧急停机按钮。6.1.1.2.2具有磁悬液的高低液位、过载、欠流报警功能。6.1.1.2.3能对探伤性能校验和探伤记录进行

轮轴轮对车轴磁粉探伤技术规范.doc
6轮轴、轮对、车轴磁粉探伤6.1磁粉探伤机6.1.1磁粉探伤机应具有以下功能:6.1.1.1轮轴、轮对和车轴磁粉探伤机,应具有手动和自动两种操作方式,具有周向磁化、纵向磁化、复合磁化三种磁化功能和自动退磁功能。6.1.1.2微机控制系统还应具有以下功能:6.1.1.2.1能有效地对探伤设备的工作电压、周向磁化电流、纵向磁化电流、紫外线辐照度等重要技术参数进行实时监控和自动记录,并设立有紧急停机按钮。6.1.1.2.2具有磁悬液的高低液位、过载、欠流报警功能。6.1.1.2.3能对探伤性能校验和探伤记录进行