
棒材生产工艺.doc

努力****星驰


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共26页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
棒材生产工艺.doc
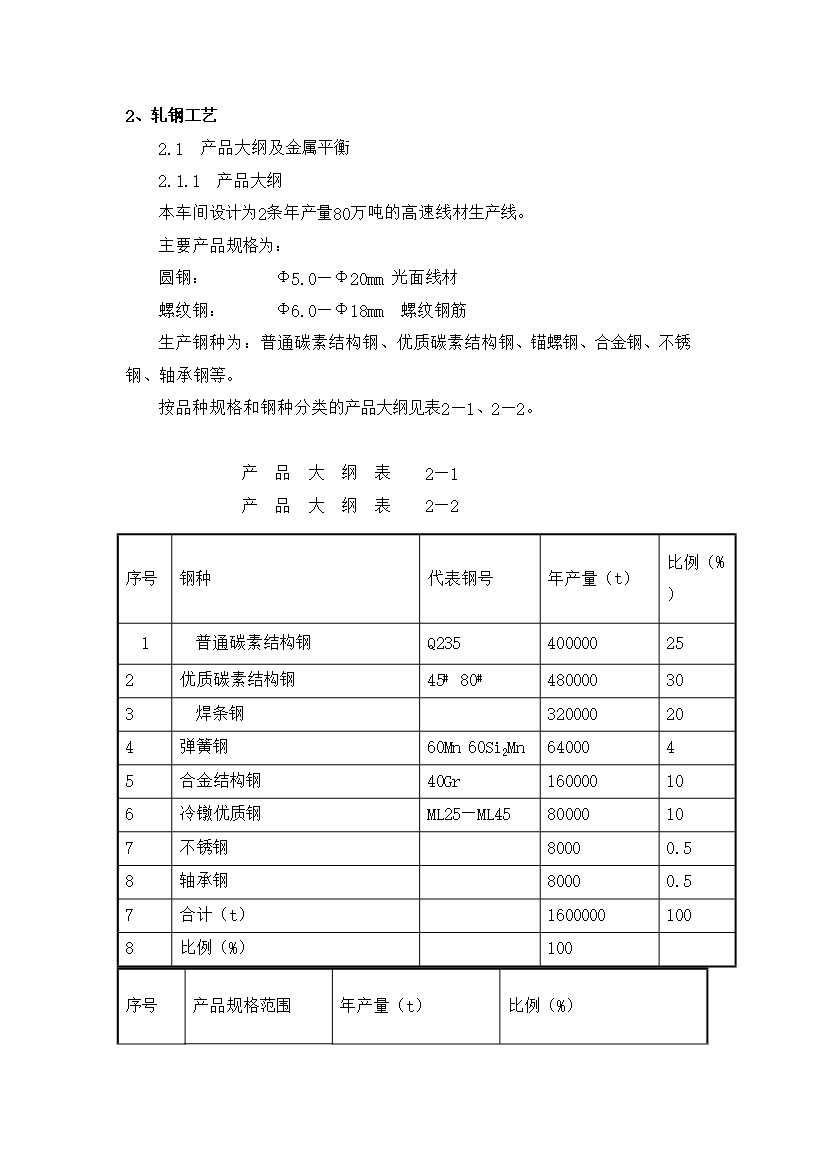
2、轧钢工艺2.1产品大纲及金属平衡2.1.1产品大纲本车间设计为2条年产量80万吨的高速线材生产线。主要产品规格为:圆钢:Φ5.0 —Φ20mm光面线材螺纹钢:Φ6.0 —Φ18mm螺纹钢筋生产钢种为:普通碳素结构钢、优质碳素结构钢、锚螺钢、合金钢、不锈钢、轴承钢等。序号钢种代表钢号年产量(t)比例(%)1普通碳素结构钢Q235400000252优质碳素结构钢45#80#480000303焊条钢320000

棒材生产工艺.docx
2、轧钢工艺2.1产品大纲及金属平衡2.1.1产品大纲本车间设计为2条年产量80万吨的高速线材生产线。主要产品规格为:圆钢:Φ5.0 —Φ20mm光面线材螺纹钢:Φ6.0 —Φ18mm螺纹钢筋生产钢种为:普通碳素结构钢、优质碳素结构钢、锚螺钢、合金钢、不锈钢、轴承钢等。序号钢种代表钢号年产量(t)比例(%)1普通碳素结构钢Q235400000252优质碳素结构钢45#80#480000303焊条钢320000204弹簧钢60Mn60Si2Mn6400045合金结构钢40

棒材生产工艺.doc
棒材生产工艺2.1产品大年夜纲及金属均衡2.1.1产品大年夜纲本车间设计为2条年产量80万吨的高速线材临盆线。重要产品规格为:圆钢:Φ5.0 —Φ20mm光面线材螺纹钢:Φ6.0 —Φ18mm螺纹钢筋临盆钢种为:通俗碳素构造钢、优质碳素构造钢、锚螺钢、合金钢、不锈钢、轴承钢等。序号钢种代表钢号年产量(t)比例(%)1通俗碳素构造钢Q235400000252优质碳素构造钢45#80#480000303焊条钢320000204弹簧钢60Mn60Si2Mn6400045合金构造钢40Gr160000106冷

棒材生产工艺.doc
棒材生产工艺2.1产品大年夜纲及金属均衡2.1.1产品大年夜纲本车间设计为2条年产量80万吨的高速线材临盆线。重要产品规格为:圆钢:Φ5.0 —Φ20mm光面线材螺纹钢:Φ6.0 —Φ18mm螺纹钢筋临盆钢种为:通俗碳素构造钢、优质碳素构造钢、锚螺钢、合金钢、不锈钢、轴承钢等。序号钢种代表钢号年产量(t)比例(%)1通俗碳素构造钢Q235400000252优质碳素构造钢45#80#480000303焊条钢320000204弹簧钢60Mn60Si2Mn6400045合金构造钢40Gr160000106冷
棒材生产工艺.docx
2、轧钢工艺2.1产品大纲及金属平衡2.1.1产品大纲本车间设计为2条年产量80万吨的高速线材生产线。主要产品规格为:圆钢:Φ5.0 —Φ20mm光面线材螺纹钢:Φ6.0 —Φ18mm螺纹钢筋生产钢种为:普通碳素结构钢、优质碳素结构钢、锚螺钢、合金钢、不锈钢、轴承钢等。序号钢种代表钢号年产量(t)比例(%)1普通碳素结构钢Q235400000252优质碳素结构钢45#80#480000303焊条钢320000204弹簧钢60Mn60Si2Mn6400045合金结构钢40