
一种BOPP薄膜双向均匀拉伸装置.pdf

景福****90

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种BOPP薄膜双向均匀拉伸装置.pdf
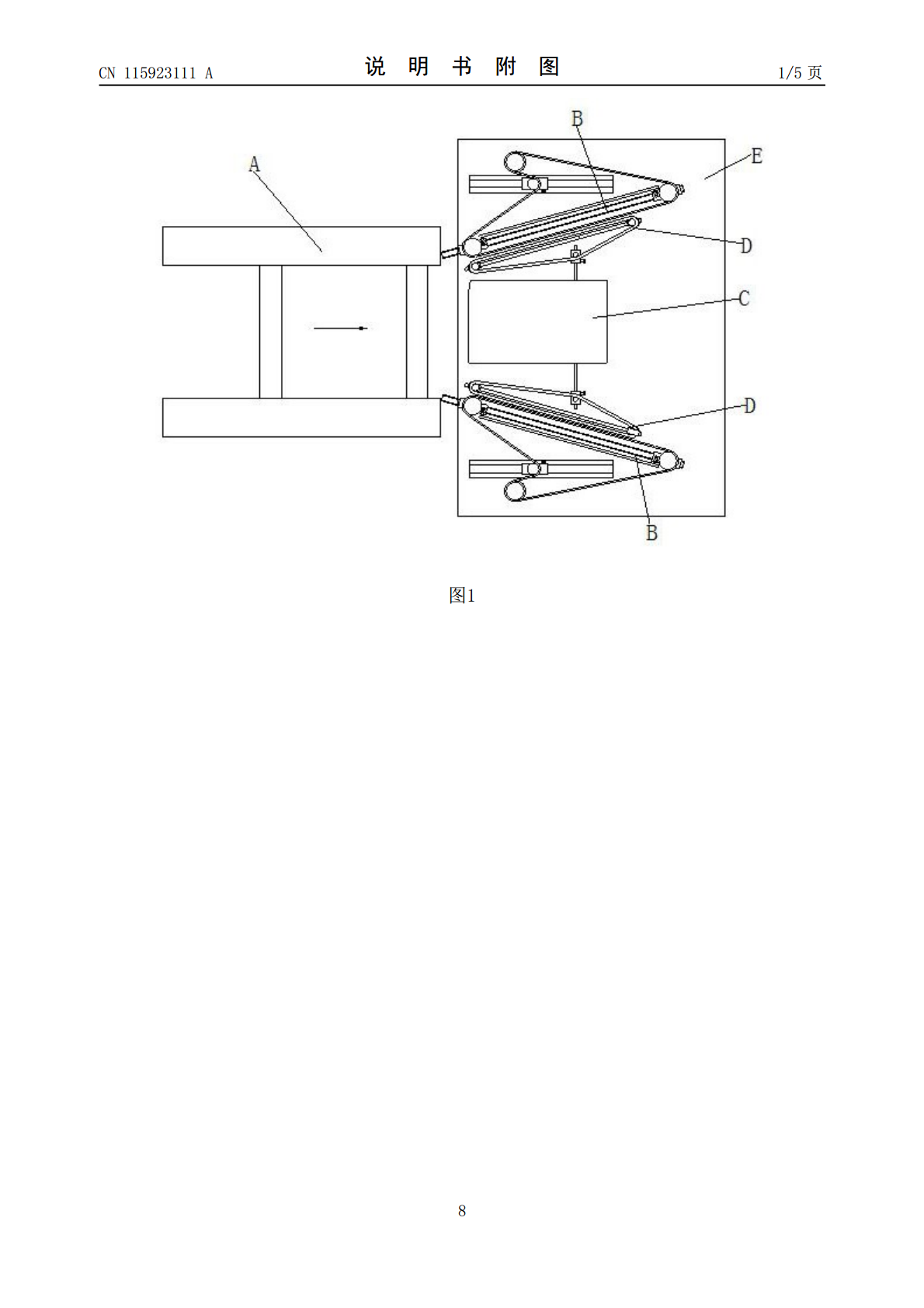
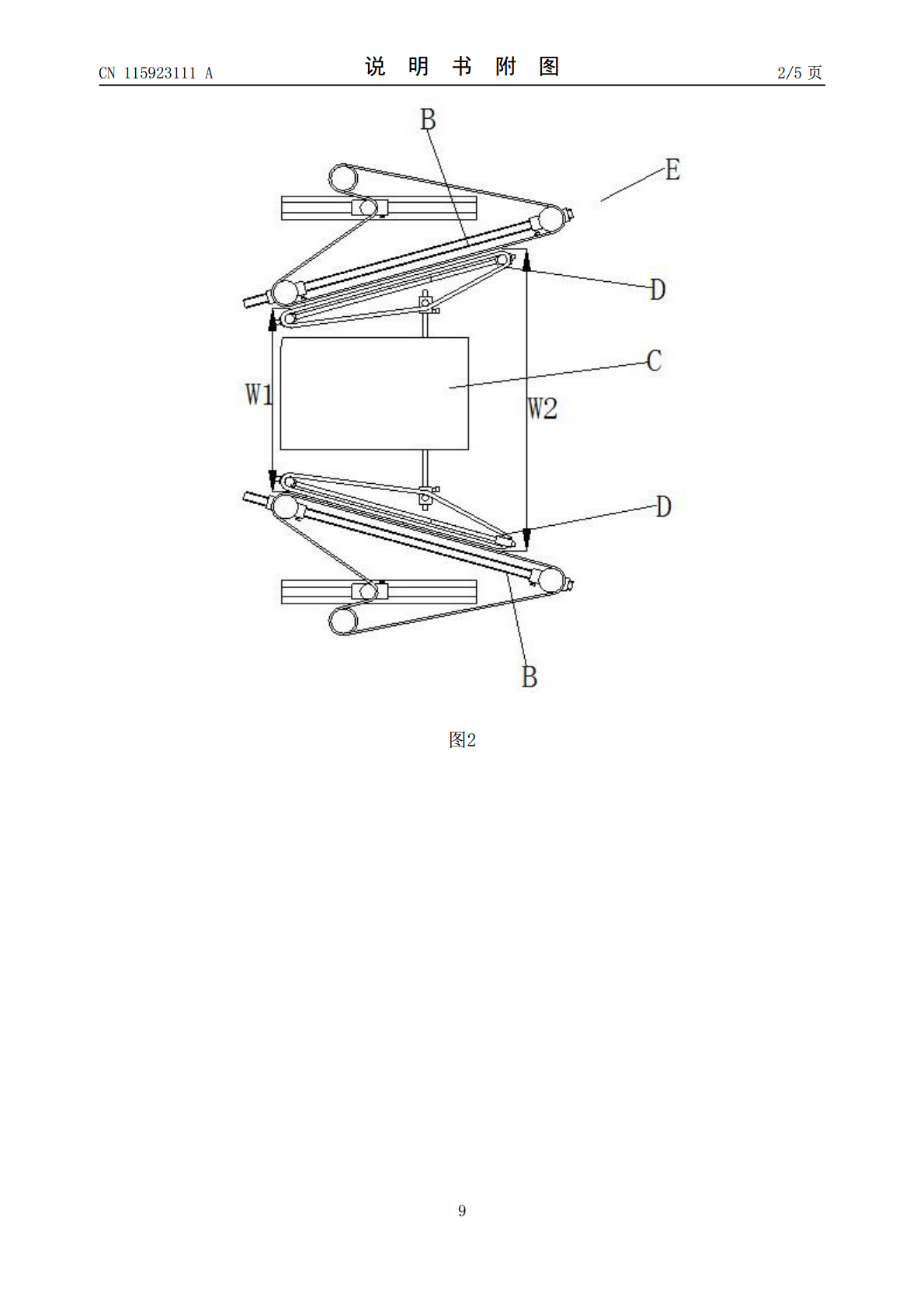
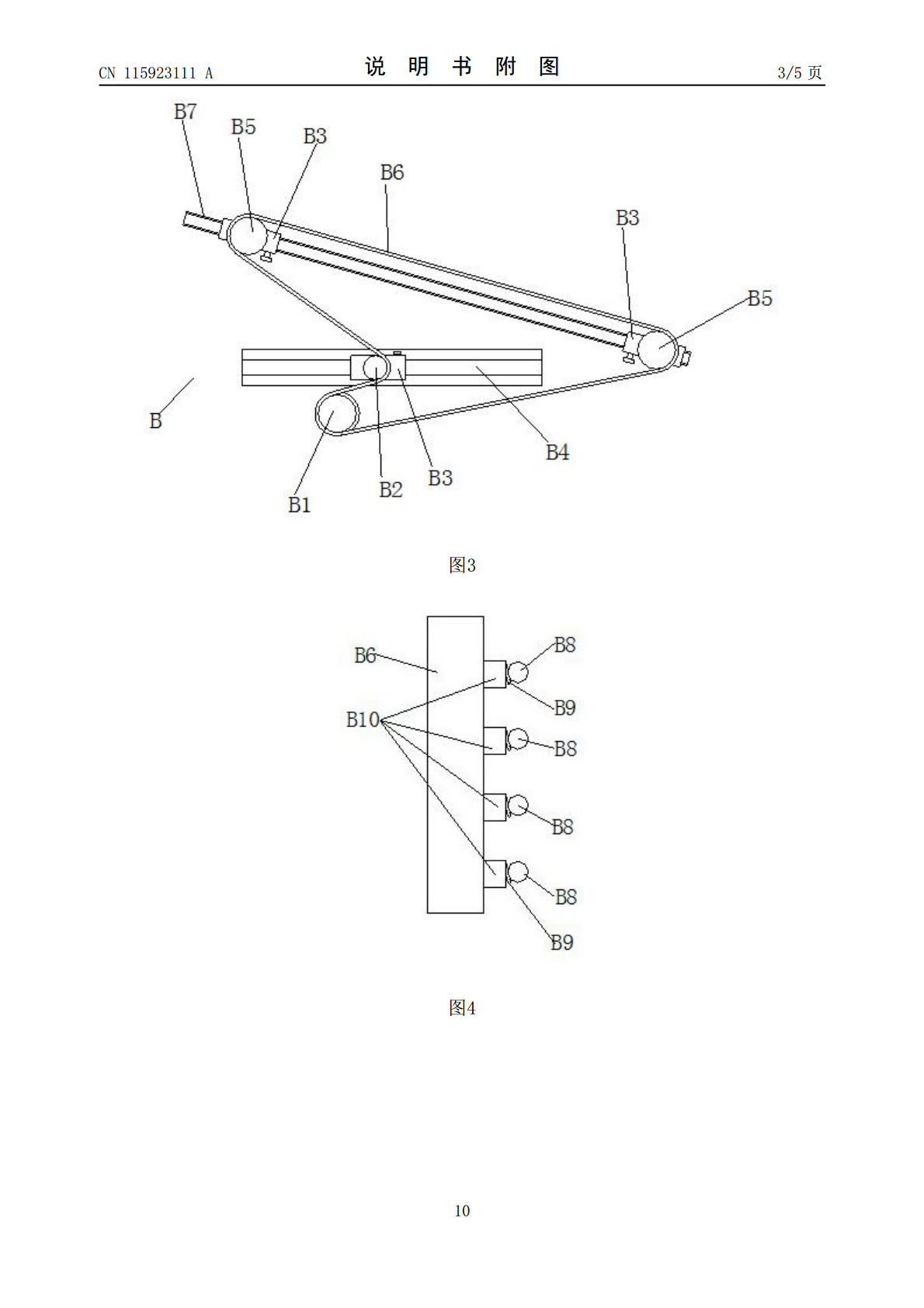
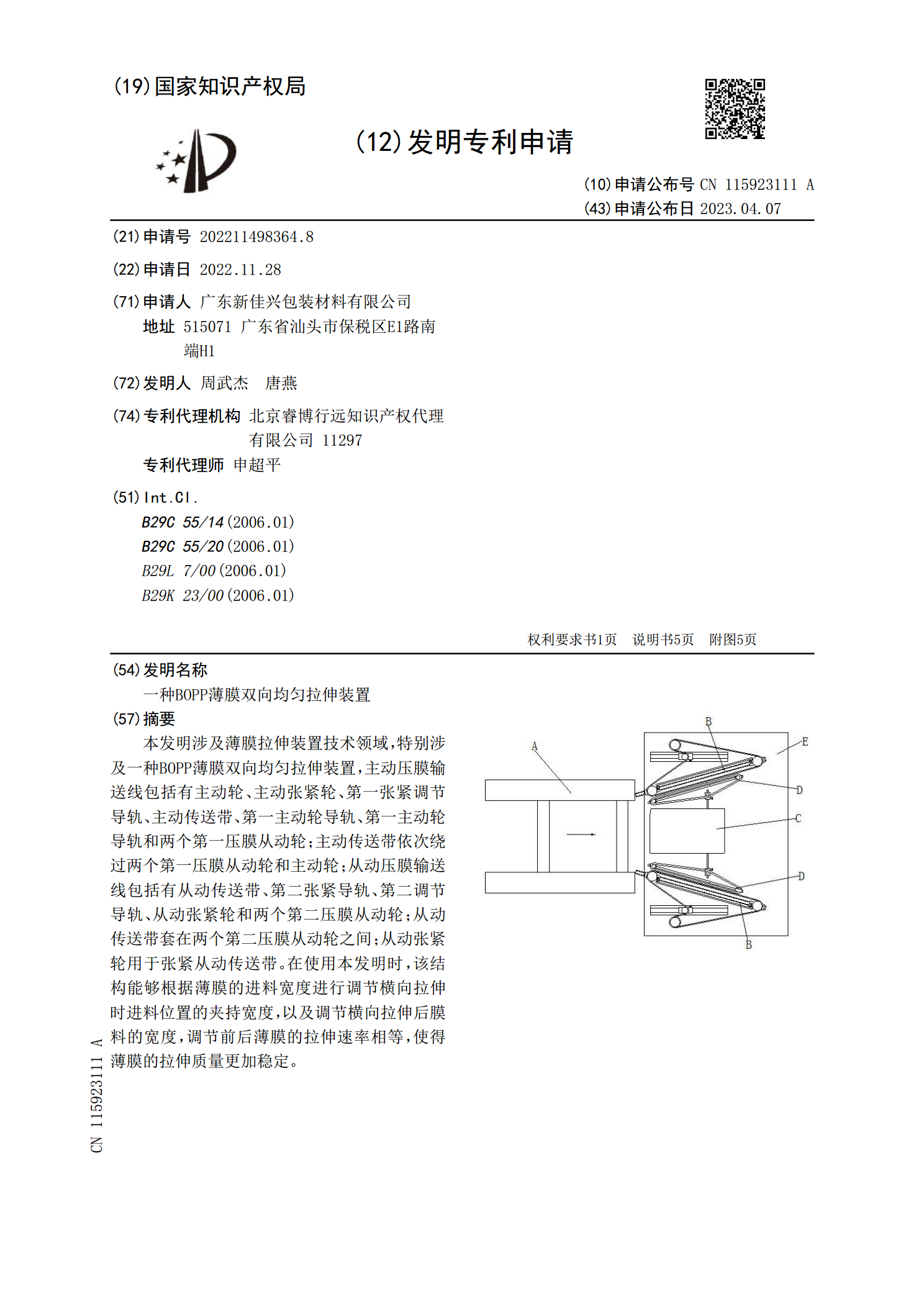
本发明涉及薄膜拉伸装置技术领域,特别涉及一种BOPP薄膜双向均匀拉伸装置,主动压膜输送线包括有主动轮、主动张紧轮、第一张紧调节导轨、主动传送带、第一主动轮导轨、第一主动轮导轨和两个第一压膜从动轮;主动传送带依次绕过两个第一压膜从动轮和主动轮;从动压膜输送线包括有从动传送带、第二张紧导轨、第二调节导轨、从动张紧轮和两个第二压膜从动轮;从动传送带套在两个第二压膜从动轮之间;从动张紧轮用于张紧从动传送带。在使用本发明时,该结构能够根据薄膜的进料宽度进行调节横向拉伸时进料位置的夹持宽度,以及调节横向拉伸后膜料的宽
一种环保可降解BOPP薄膜双向拉伸工艺及装置.pdf
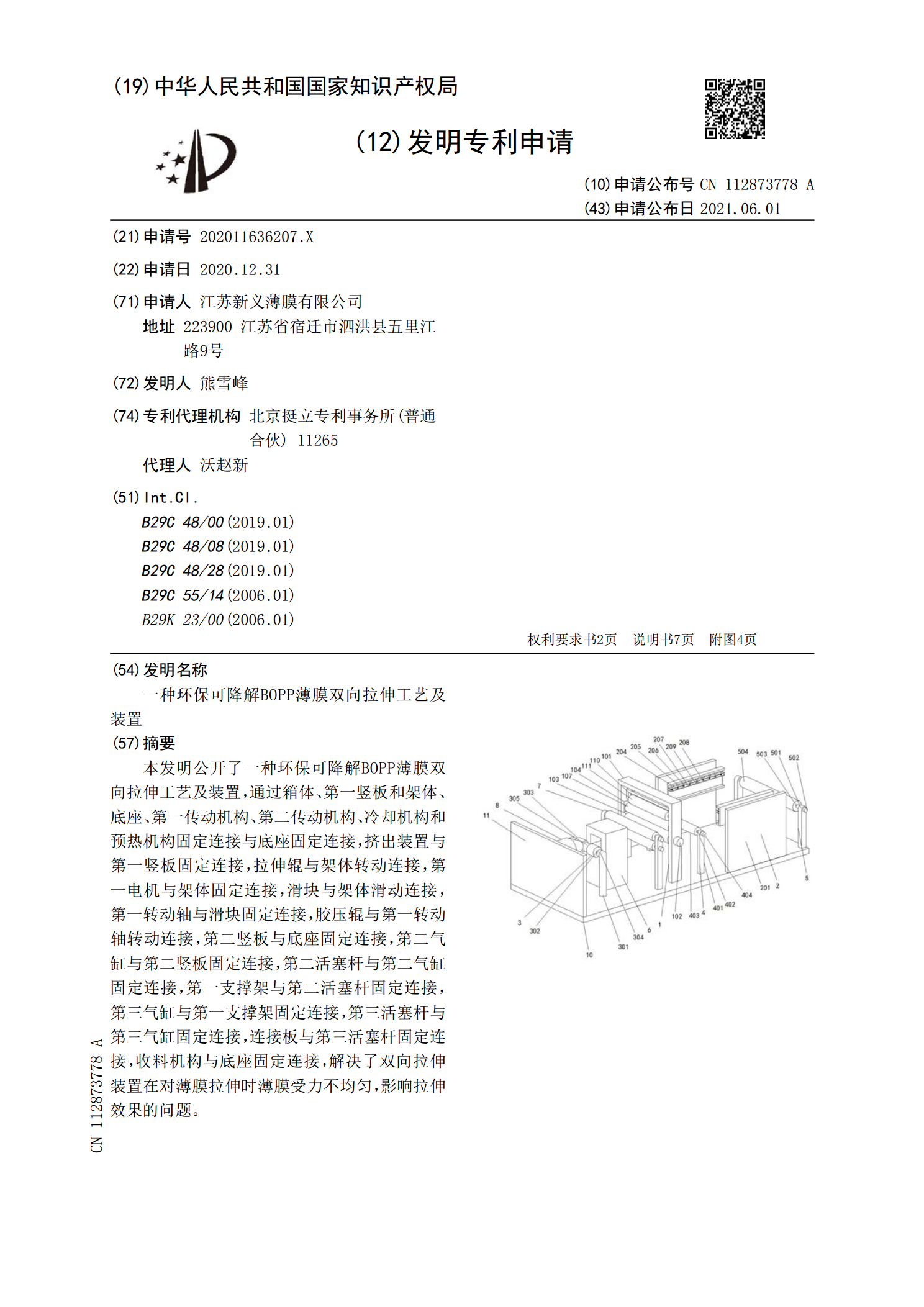
本发明公开了一种环保可降解BOPP薄膜双向拉伸工艺及装置,通过箱体、第一竖板和架体、底座、第一传动机构、第二传动机构、冷却机构和预热机构固定连接与底座固定连接,挤出装置与第一竖板固定连接,拉伸辊与架体转动连接,第一电机与架体固定连接,滑块与架体滑动连接,第一转动轴与滑块固定连接,胶压辊与第一转动轴转动连接,第二竖板与底座固定连接,第二气缸与第二竖板固定连接,第二活塞杆与第二气缸固定连接,第一支撑架与第二活塞杆固定连接,第三气缸与第一支撑架固定连接,第三活塞杆与第三气缸固定连接,连接板与第三活塞杆固定连接,

BOPP双向拉伸聚丙烯薄膜简介.pptx
BOPP(双向拉伸聚丙烯)薄膜简介BOPP薄膜的优缺点BOPP膜也有不足,如容易累积静电、没有热封性等。在高速运转的生产线上,BOPP膜容易产生静电,需安装静电去除器。为了获得可热封的BOPP薄膜,可以在BOPP薄膜表面电晕处理后涂布可热封树脂胶液,如PVDC乳胶、EVA乳胶等,也可涂布溶剂胶,还可采用挤出涂布或共挤复合的方法生产可热封BOPP膜。BOPP薄膜的生产工艺管膜法具有设备简单、投资小、占地少、见效快的优点。但由于它单机产量低、厚度公差大、热收缩率大,以致近来没有多大发展。平膜法中的同步双向拉伸
一种薄膜双向拉伸装置.pdf
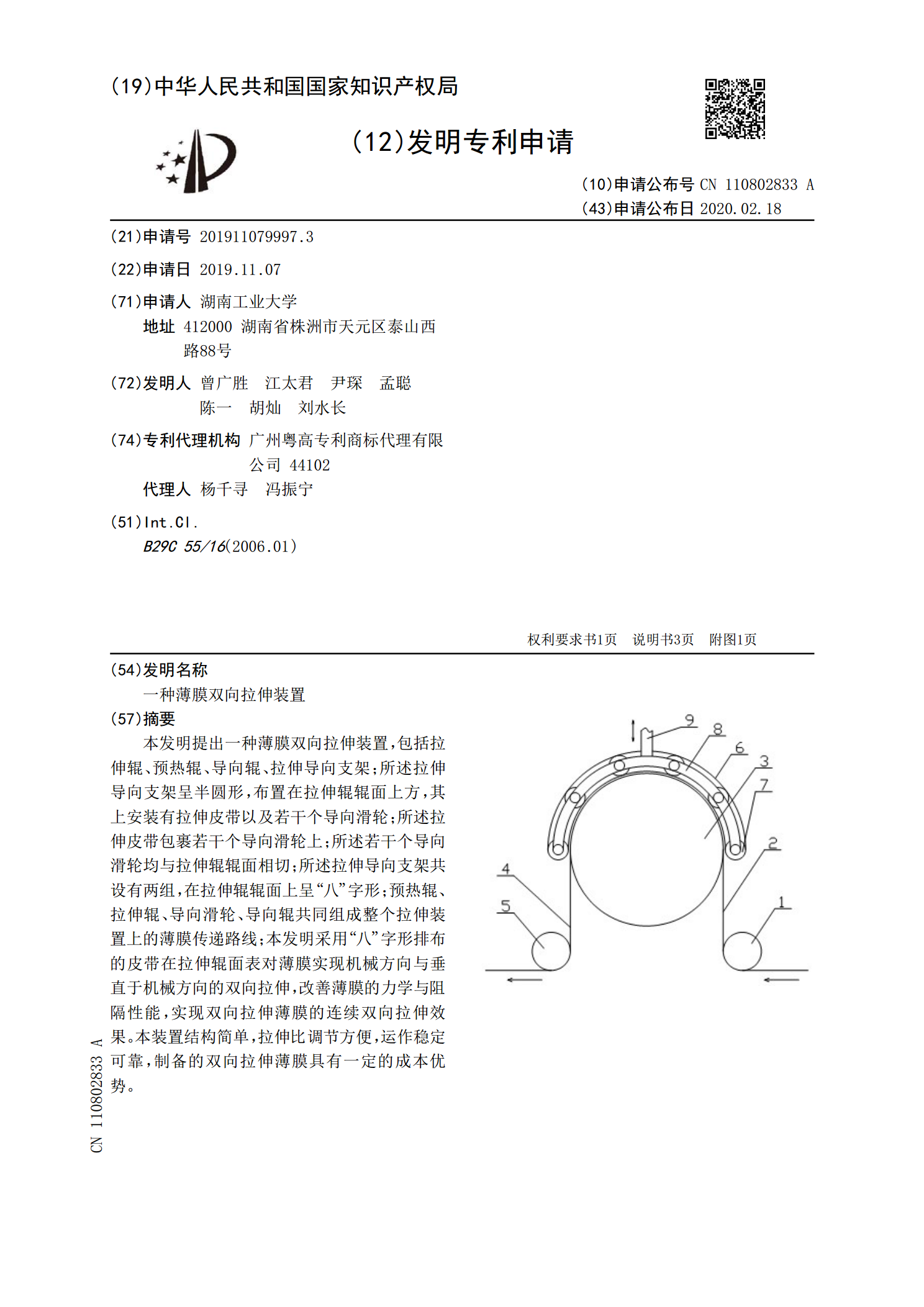
本发明提出一种薄膜双向拉伸装置,包括拉伸辊、预热辊、导向辊、拉伸导向支架;所述拉伸导向支架呈半圆形,布置在拉伸辊辊面上方,其上安装有拉伸皮带以及若干个导向滑轮;所述拉伸皮带包裹若干个导向滑轮上;所述若干个导向滑轮均与拉伸辊辊面相切;所述拉伸导向支架共设有两组,在拉伸辊辊面上呈“八”字形;预热辊、拉伸辊、导向滑轮、导向辊共同组成整个拉伸装置上的薄膜传递路线;本发明采用“八”字形排布的皮带在拉伸辊面表对薄膜实现机械方向与垂直于机械方向的双向拉伸,改善薄膜的力学与阻隔性能,实现双向拉伸薄膜的连续双向拉伸效果。本

BOPP薄膜同步双向拉伸系统的结构优化研究.docx
BOPP薄膜同步双向拉伸系统的结构优化研究BOPP薄膜同步双向拉伸系统的结构优化研究BOPP薄膜是一种重要的塑料薄膜产品,广泛应用于食品、医药、日化、电子等行业的包装中。而同步双向拉伸是一种常用的BOPP薄膜生产工艺,能够使BOPP薄膜具有更好的力学性能和物理性能。本文主要讨论BOPP薄膜同步双向拉伸系统的结构优化研究。1.BOPP薄膜同步双向拉伸系统BOPP薄膜同步双向拉伸系统主要由进料系统、加热系统、拉伸系统、冷却系统、卷取系统等组成,其中加热系统和拉伸系统是影响BOPP薄膜性能的关键因素。加热系统能