
一种兆瓦级风电叶片综合布管灌注方法.pdf

春景****23

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种兆瓦级风电叶片综合布管灌注方法.pdf
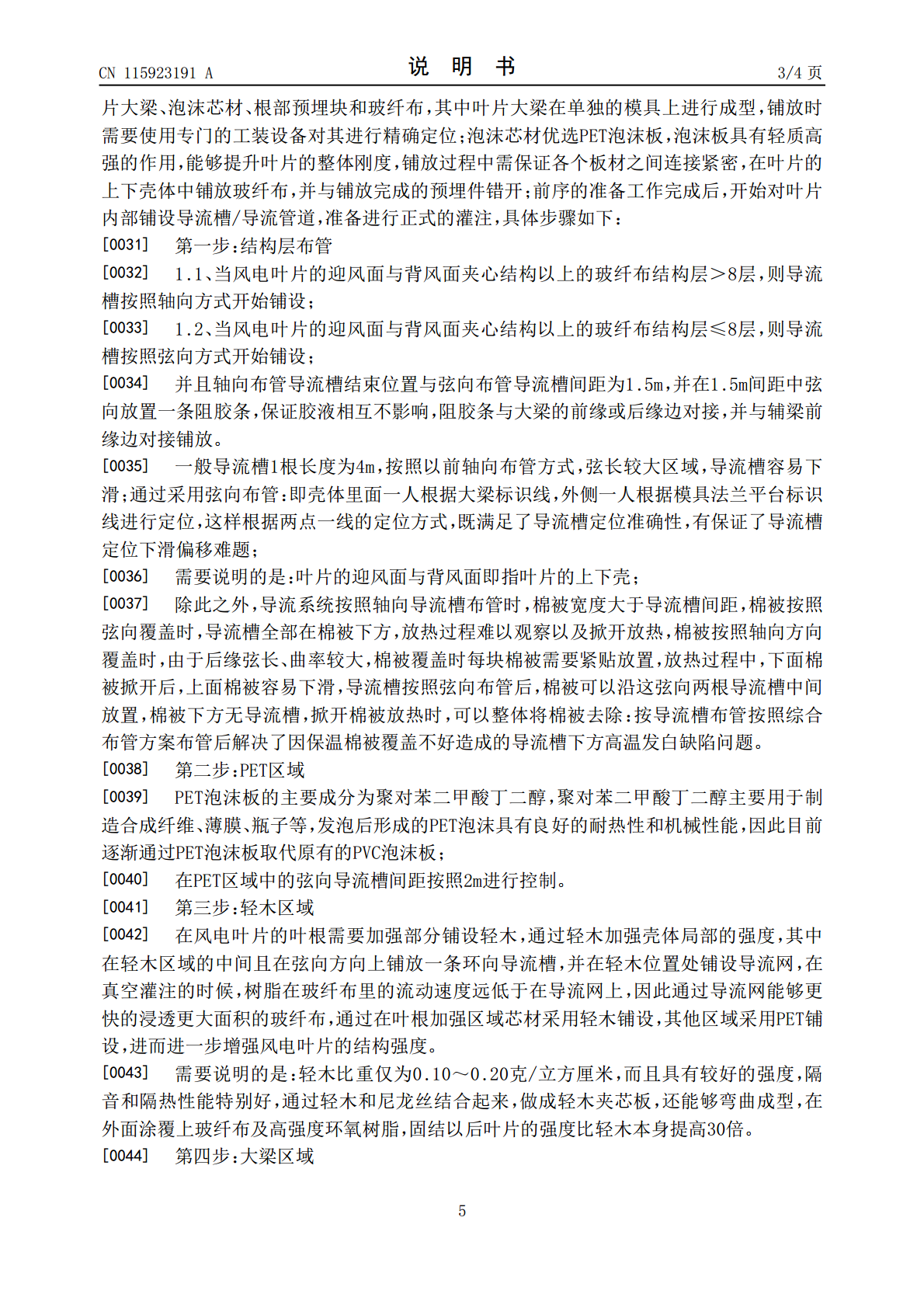
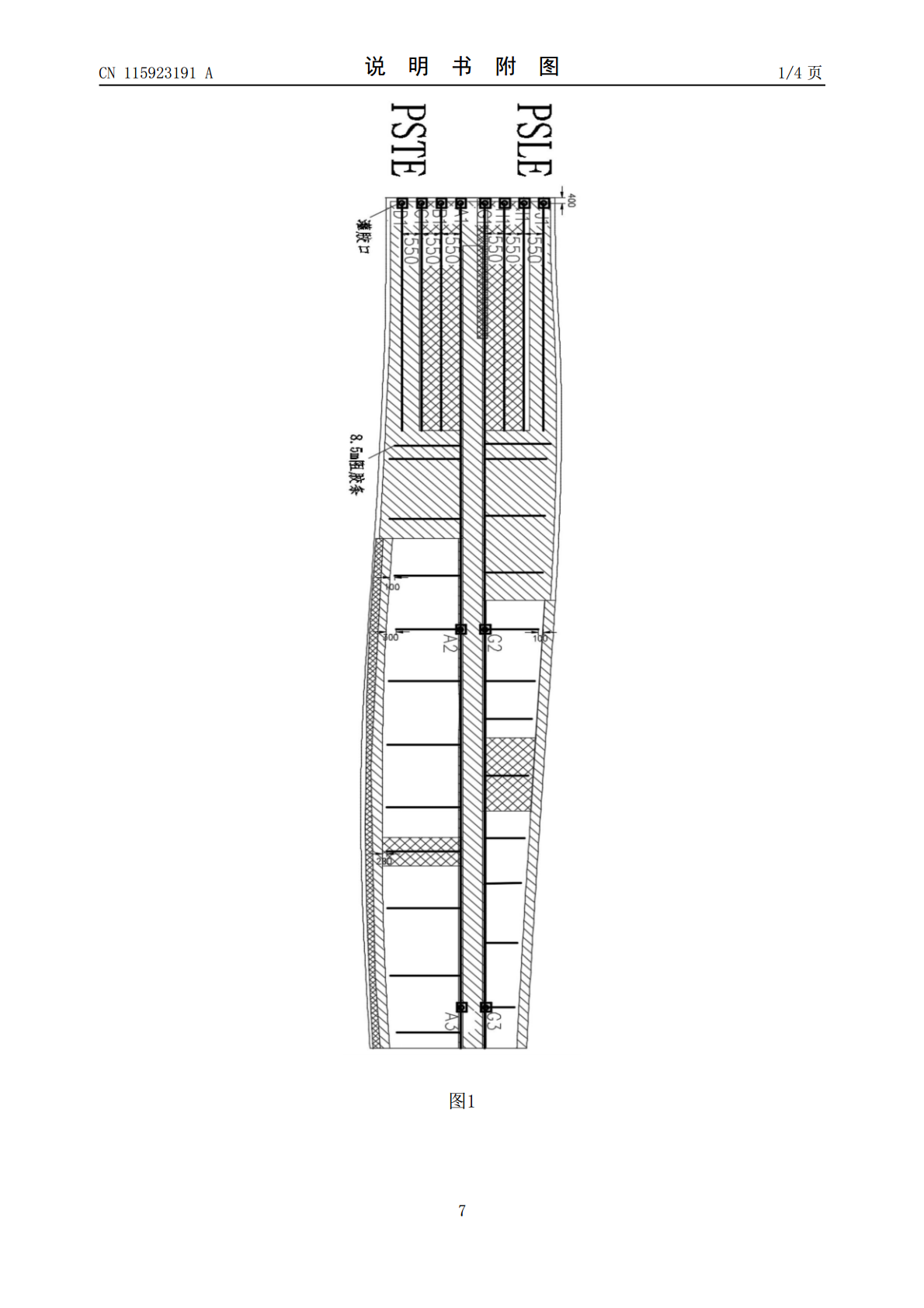
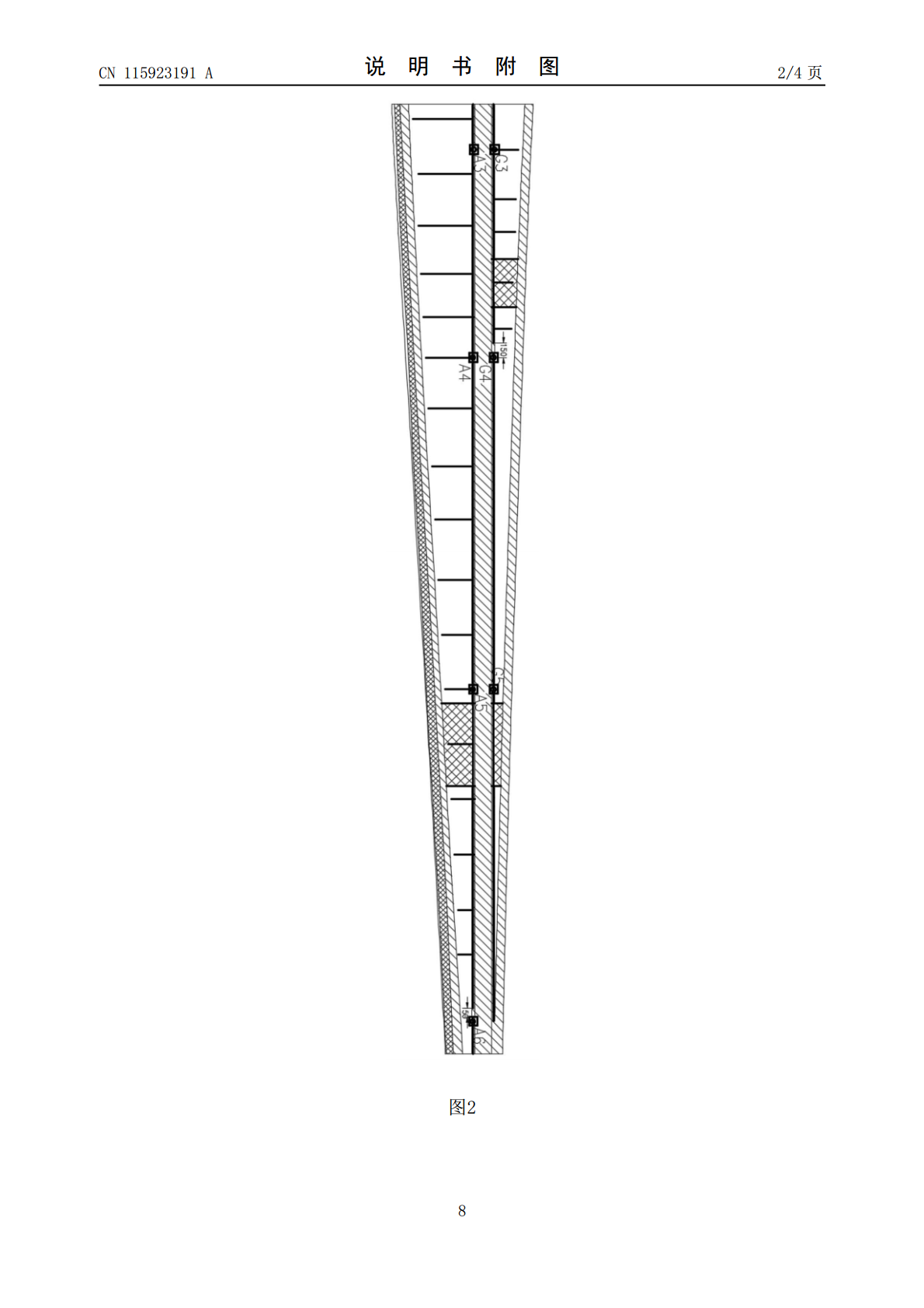
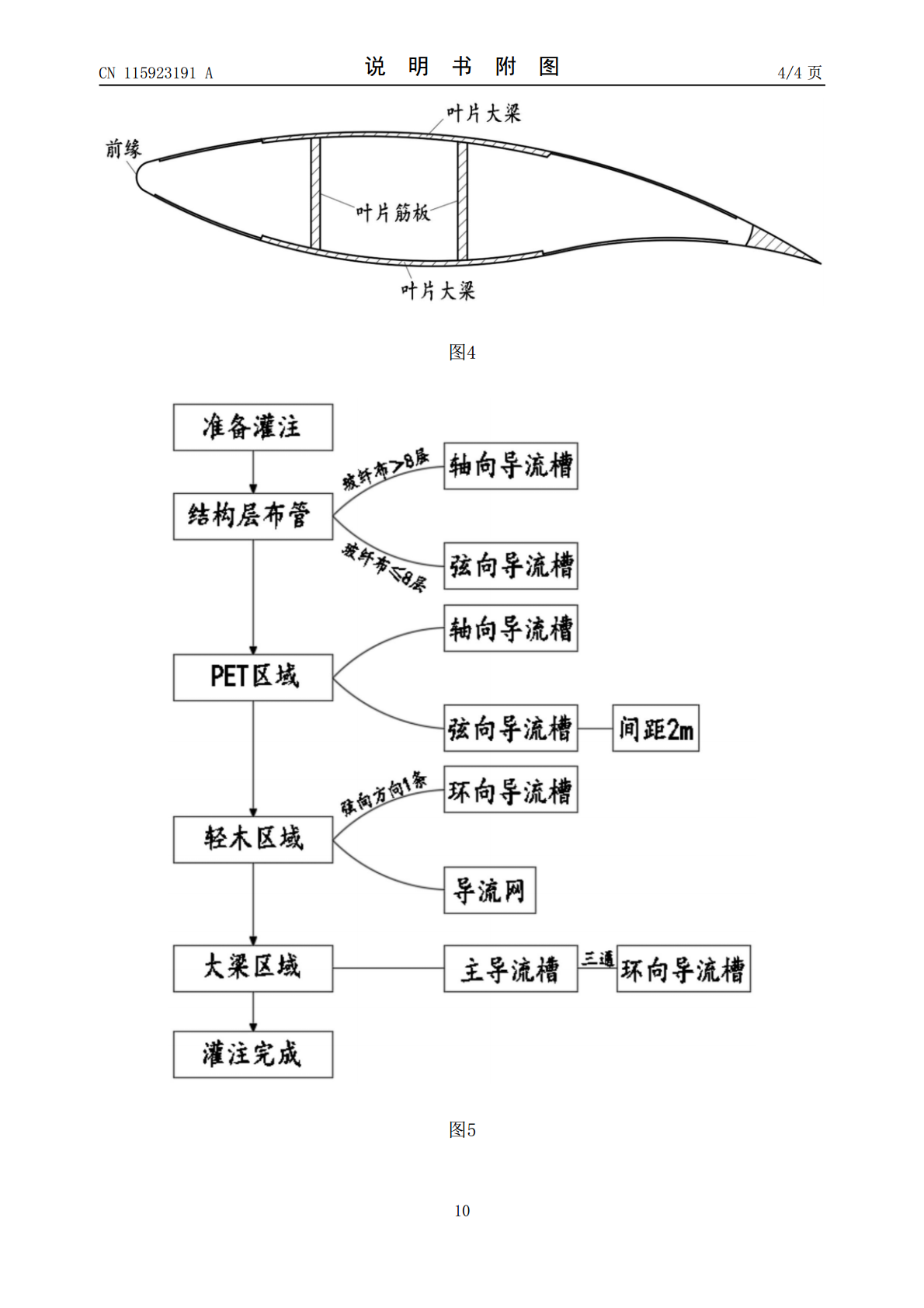
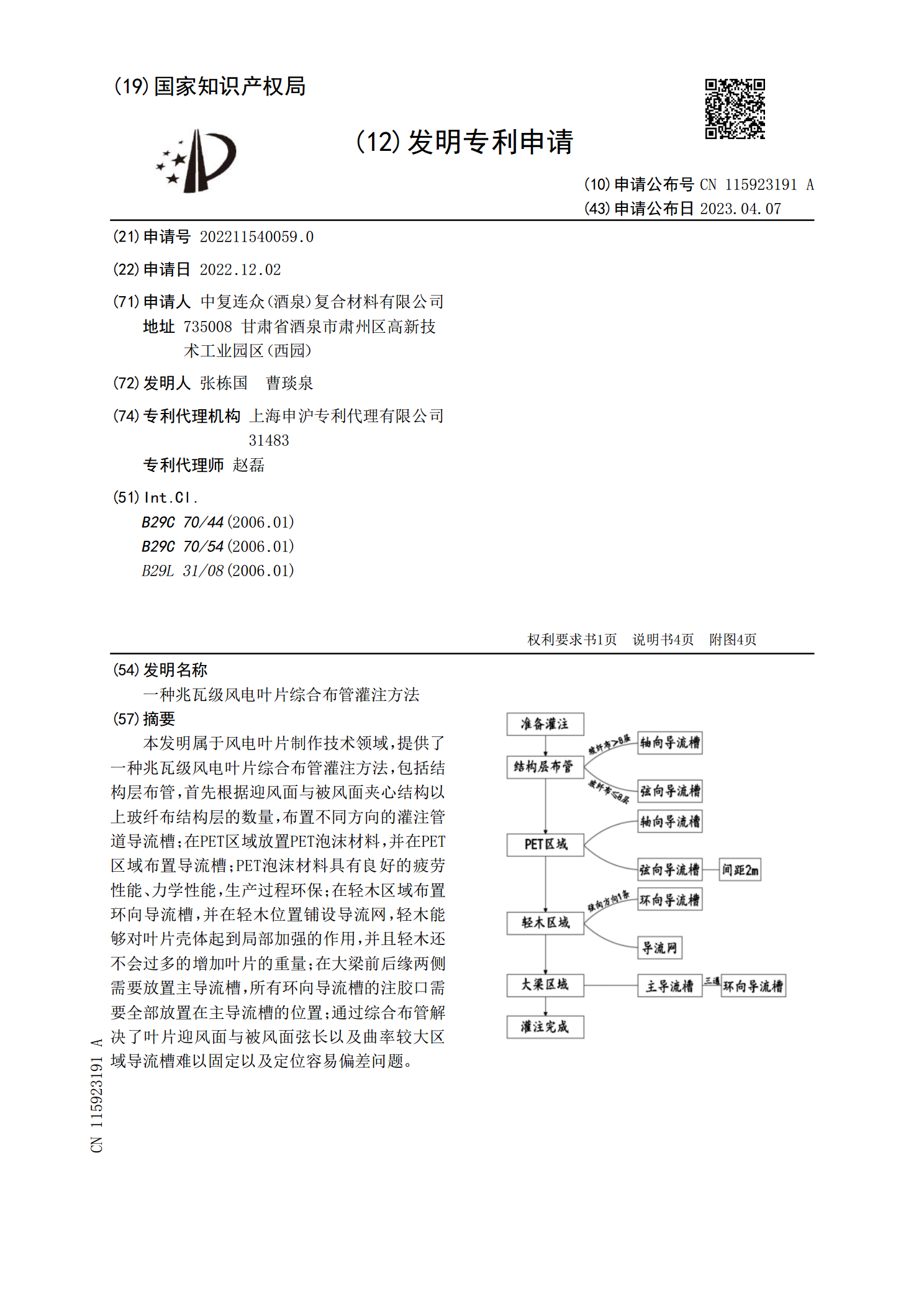
本发明属于风电叶片制作技术领域,提供了一种兆瓦级风电叶片综合布管灌注方法,包括结构层布管,首先根据迎风面与被风面夹心结构以上玻纤布结构层的数量,布置不同方向的灌注管道导流槽;在PET区域放置PET泡沫材料,并在PET区域布置导流槽;PET泡沫材料具有良好的疲劳性能、力学性能,生产过程环保;在轻木区域布置环向导流槽,并在轻木位置铺设导流网,轻木能够对叶片壳体起到局部加强的作用,并且轻木还不会过多的增加叶片的重量;在大梁前后缘两侧需要放置主导流槽,所有环向导流槽的注胶口需要全部放置在主导流槽的位置;通过综合布
一种风电叶片真空灌注方法.pdf
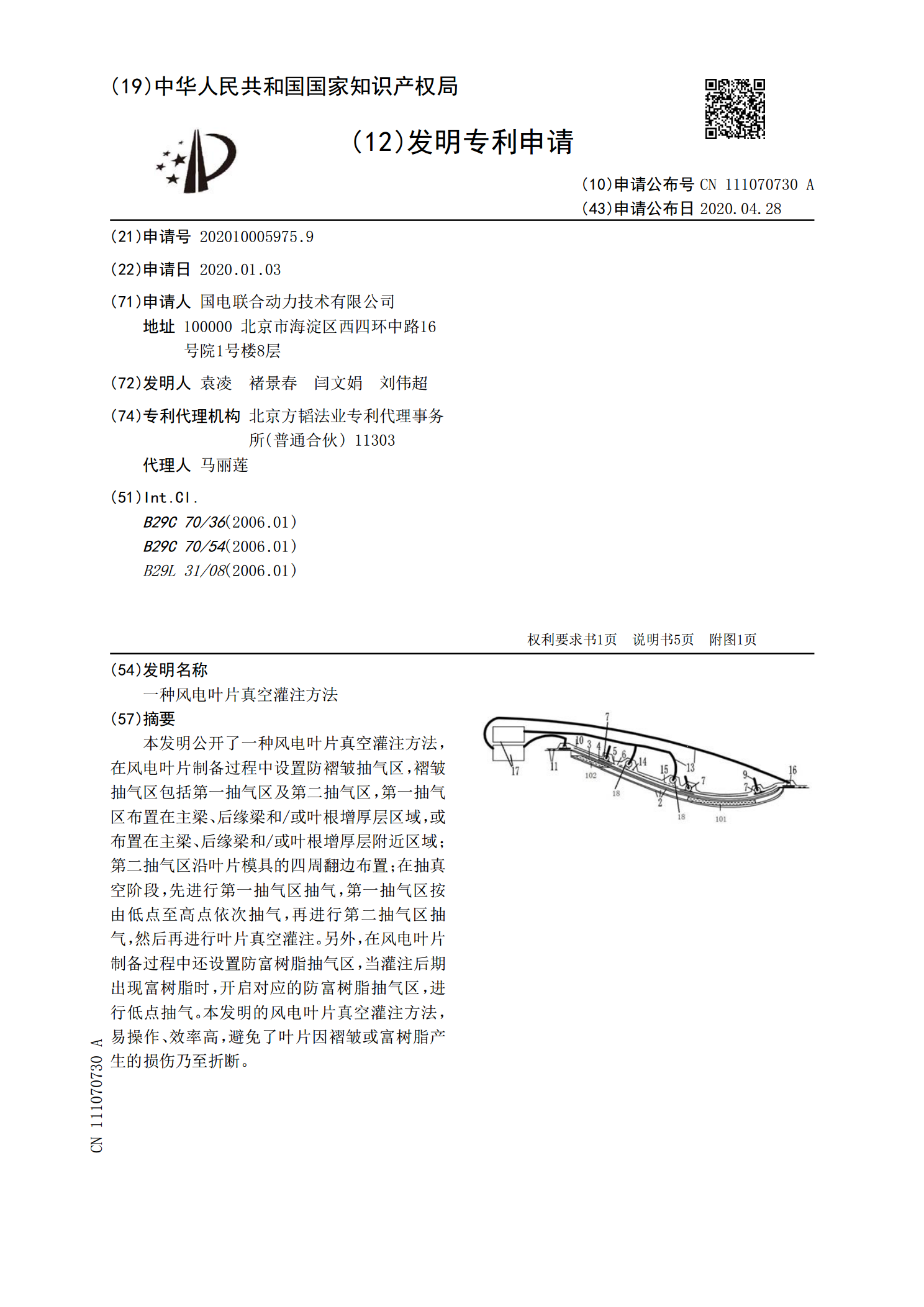
本发明公开了一种风电叶片真空灌注方法,在风电叶片制备过程中设置防褶皱抽气区,褶皱抽气区包括第一抽气区及第二抽气区,第一抽气区布置在主梁、后缘梁和/或叶根增厚层区域,或布置在主梁、后缘梁和/或叶根增厚层附近区域;第二抽气区沿叶片模具的四周翻边布置;在抽真空阶段,先进行第一抽气区抽气,第一抽气区按由低点至高点依次抽气,再进行第二抽气区抽气,然后再进行叶片真空灌注。另外,在风电叶片制备过程中还设置防富树脂抽气区,当灌注后期出现富树脂时,开启对应的防富树脂抽气区,进行低点抽气。本发明的风电叶片真空灌注方法,易操作
风电叶片大梁铺布方法.pdf
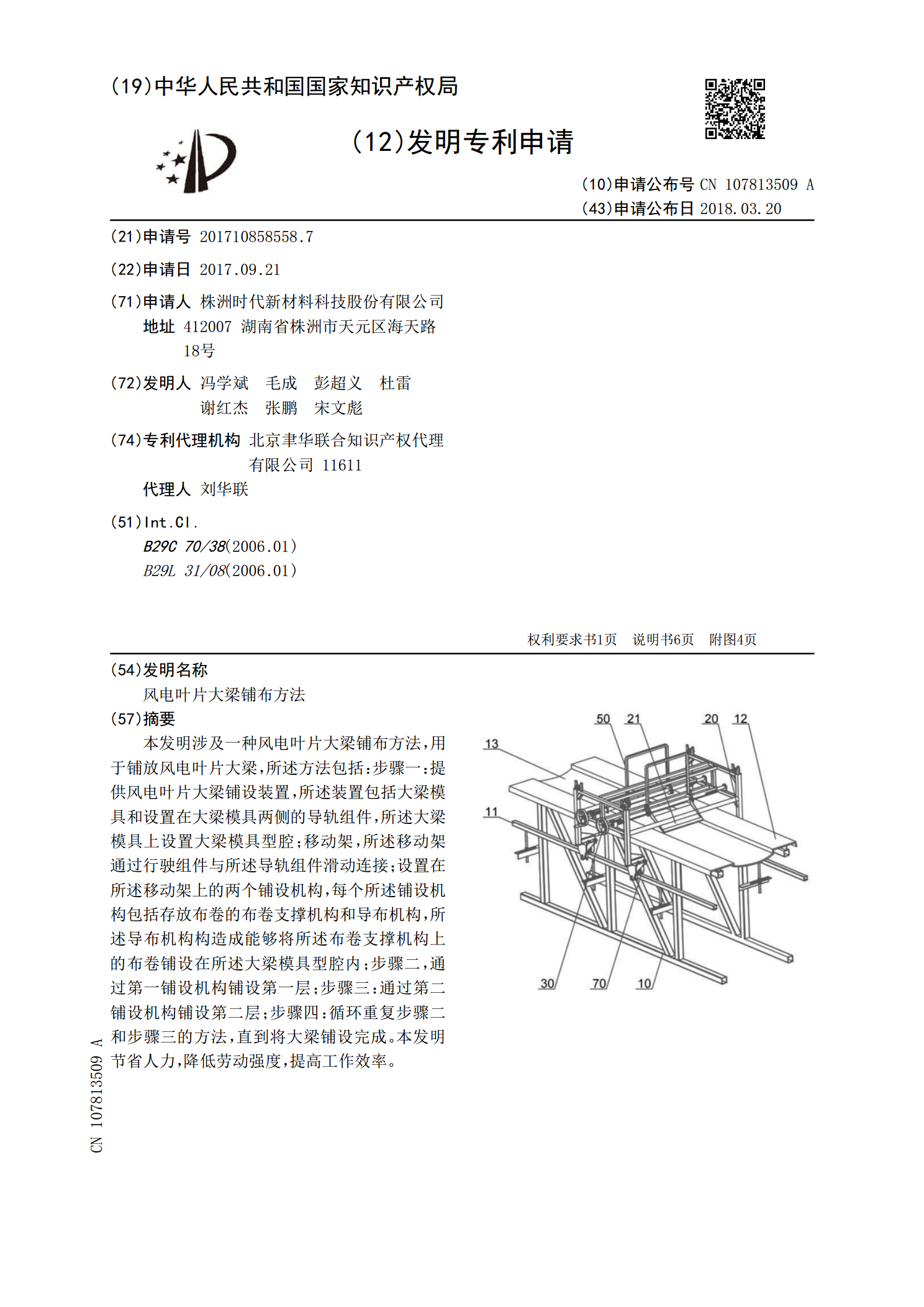
本发明涉及一种风电叶片大梁铺布方法,用于铺放风电叶片大梁,所述方法包括:步骤一:提供风电叶片大梁铺设装置,所述装置包括大梁模具和设置在大梁模具两侧的导轨组件,所述大梁模具上设置大梁模具型腔;移动架,所述移动架通过行驶组件与所述导轨组件滑动连接;设置在所述移动架上的两个铺设机构,每个所述铺设机构包括存放布卷的布卷支撑机构和导布机构,所述导布机构构造成能够将所述布卷支撑机构上的布卷铺设在所述大梁模具型腔内;步骤二,通过第一铺设机构铺设第一层;步骤三:通过第二铺设机构铺设第二层;步骤四:循环重复步骤二和步骤三的

一种风电叶片真空灌注抽气设置.pdf
本发明涉及一种风电叶片真空灌注抽气设置,包括设置在风电叶片翻边处的透气棉、设置在所述透气棉上的用导流网包裹的缠绕管以及设置在所述风电叶片模具上的真空口,其中所述真空口处依次覆盖VAP半透膜、透气棉和导流网三层结构;所述三层结构连接至模具抽气口。本发明提供的风电叶片真空灌注抽气设置选取缠绕管,导流网等导气效果好的材料,提高了抽气效率。本发明提供的风电叶片真空灌注抽气设置节省了大部分成本较贵的VAP薄膜,仅仅保留了模具抽气口上少量的VAP薄膜,相对于传统的抽气设置,节省了材料成本,提高了抽气效率(其中VAP薄
一种风电叶片灌注固化保温结构.pdf
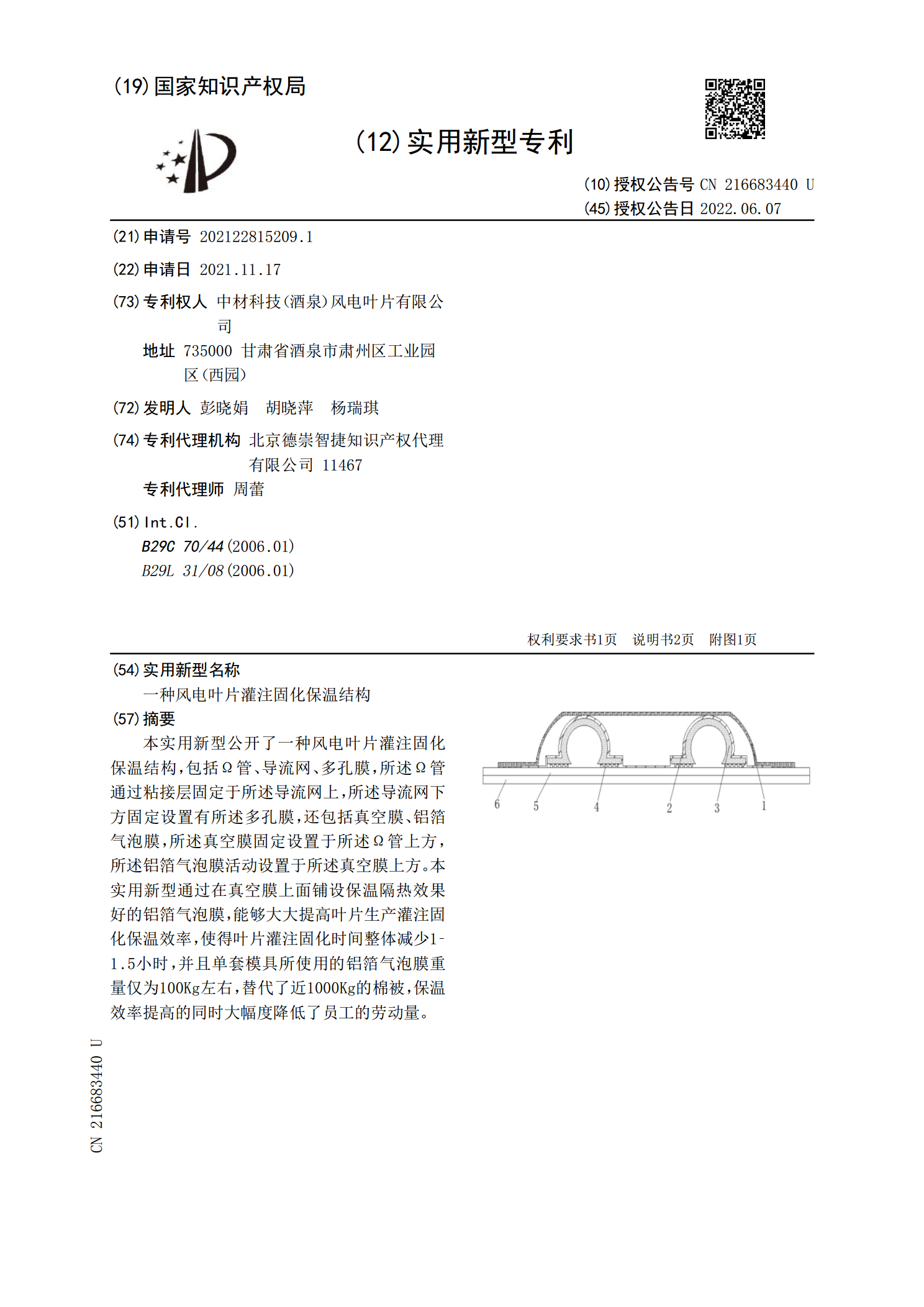
本实用新型公开了一种风电叶片灌注固化保温结构,包括Ω管、导流网、多孔膜,所述Ω管通过粘接层固定于所述导流网上,所述导流网下方固定设置有所述多孔膜,还包括真空膜、铝箔气泡膜,所述真空膜固定设置于所述Ω管上方,所述铝箔气泡膜活动设置于所述真空膜上方。本实用新型通过在真空膜上面铺设保温隔热效果好的铝箔气泡膜,能够大大提高叶片生产灌注固化保温效率,使得叶片灌注固化时间整体减少1?1.5小时,并且单套模具所使用的铝箔气泡膜重量仅为100Kg左右,替代了近1000Kg的棉被,保温效率提高的同时大幅度降低了员工的劳动量