
落料式双头焊接管件的旋转定位装置.pdf

努力****幻翠

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
落料式双头焊接管件的旋转定位装置.pdf
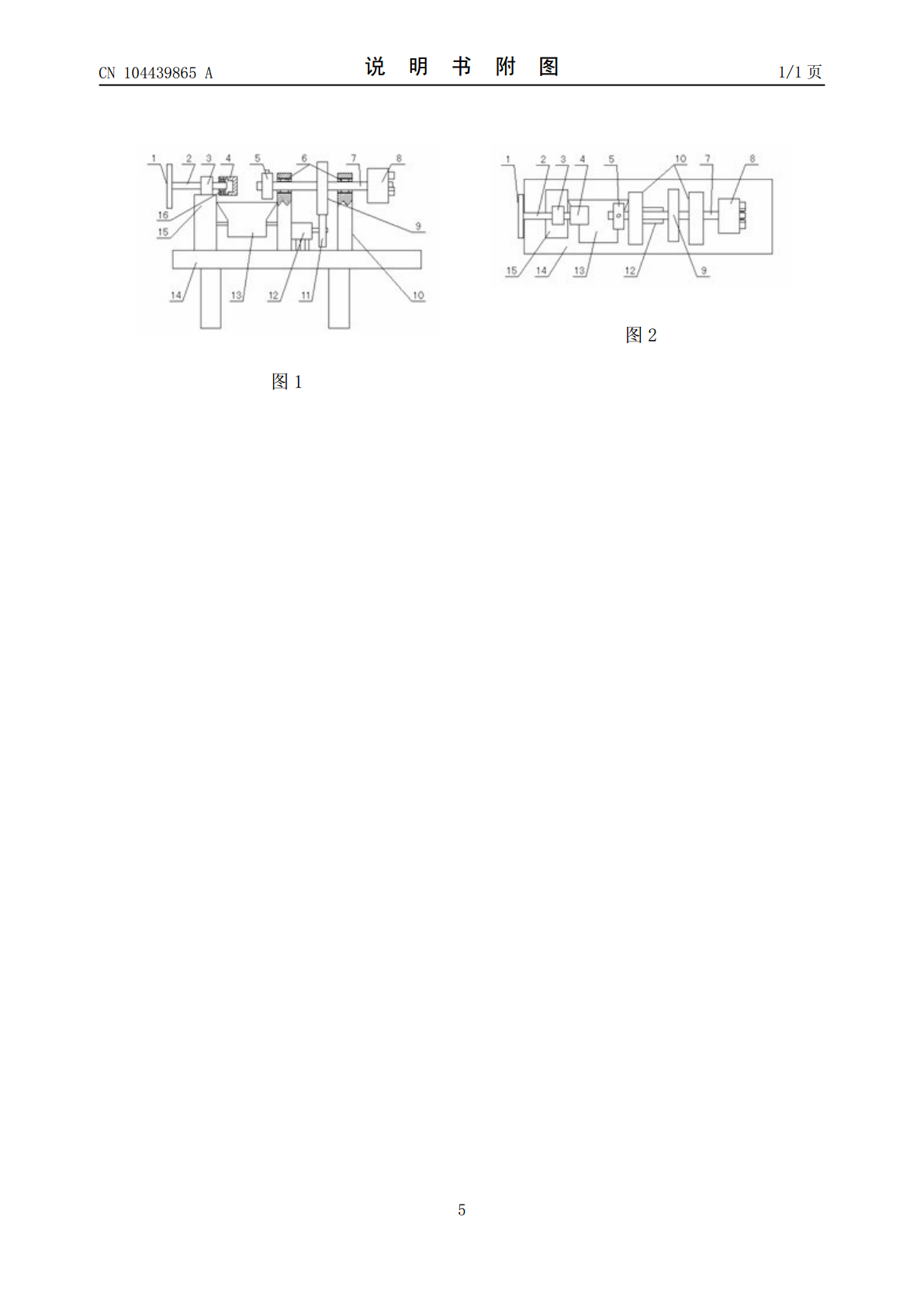
本发明及一种落料式双头焊接管件的旋转定位装置,属于焊接管件的转动定位设计技术领域。包括工作台和转动轴,在工作台从左至右依次设置有定位支架和传动轴支撑架,转动轴通过轴承水平安装在传动轴支撑架上,在转动轴左端安装有工件夹头,其右端安装有三爪夹头,对应工件夹头在定位支架上安装有相互配合的丝杆和丝母,丝杆右端通过定位轴承安装有与工件夹头相配合的工件定位块,对应转动轴设置有电机,工件夹头与工件定位块配合处的下方设置有落料槽,落料槽一边固定在定位支架上,另一边固定在传动轴支撑架上。通过本发明,对同心度要求较高的管件焊
落料式双枪焊接管件定位机.pdf
本发明涉及一种落料式双枪焊接管件定位机,属于焊接管件的转动定位设计技术领域。包括工作台和转动轴,在工作台从左至右依次设置有定位支架和传动轴支撑架,转动轴通过轴承水平安装在传动轴支撑架上,在转动轴左端安装有工件夹头,其右端安装有三爪夹头,对应工件夹头在定位支架上安装有气缸,气缸的活塞杆右端安装有与工件夹头相配合的工件定位块,对应转动轴设置有动力机构,工件夹头与工件定位块配合处的下方设置有落料槽,落料槽一边固定在定位支架上,另一边固定在传动轴支撑架上。通过本发明,对同心度要求较高的管件焊接时,取消了人工进行转
焊接管件的气缸式转动定位装置.pdf
本发明涉及一种焊接管件的气缸式转动定位装置,属于焊接管件的转动定位设计技术领域。包括工作台和转动轴,在工作台从左至右依次设置有定位支架和传动轴支撑架,转动轴通过轴承水平安装在传动轴支撑架上,在转动轴左端安装有工件夹头,对应工件夹头在定位支架上安装有活塞旋转的气缸,气缸的缸体固定在定位支架上,气缸的活塞杆右端安装有与工件夹头相配合的工件定位块,对应转动轴设置有电机,电机安装在工作台上,电机与转动轴之间为齿轮传动组传动,在工件夹头与工件定位块配合处侧面设置有焊枪架。通过本发明,对同心度要求较高的管件焊接时,取

一种滚筒焊件液压定位及旋转装置.pdf
本发明公开了一种滚筒焊件液压定位及旋转装置,包括动力控制装置和液压定位装置,动力控制装置包括底座(6)、旋转控制装置(3)、旋转电缆(13)、旋转电动机(12)、液压电动机(11)、液压电缆(10)、液压泵(9)、液压供油管(8)、液压油箱(7)、液压进油管(15)、液压回油管(5);液压定位装置包括弧形槽轨(14)、转轮(4)、转轮定位销((16)、定位支撑平台(2)、定位转盘(1)、定位槽(18)、液压控制阀(17)、滚筒定位销(20)、液压活塞杆(22)、液压缸筒(21);结构简单,方便使用。成本低
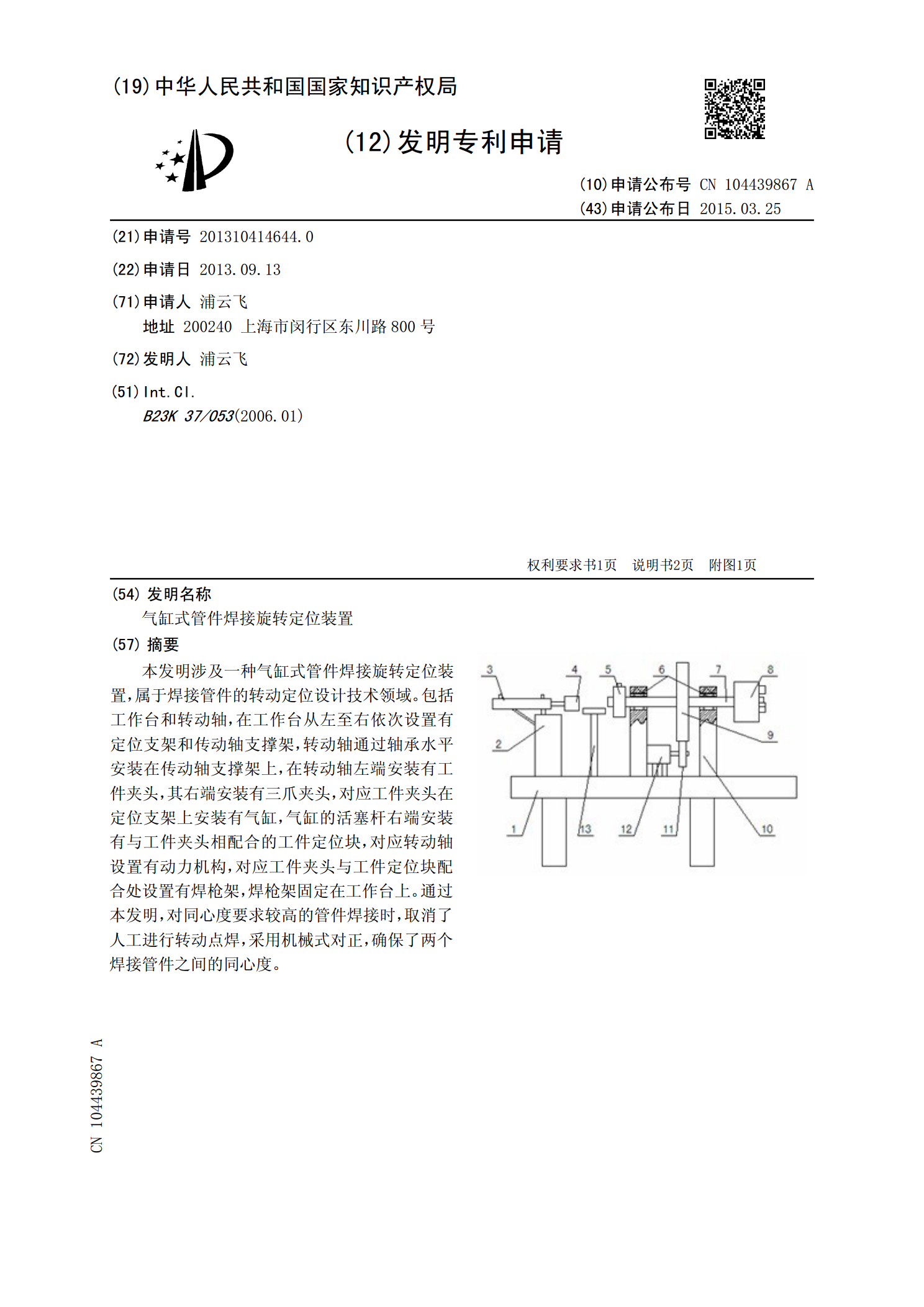
气缸式管件焊接旋转定位装置.pdf
本发明涉及一种气缸式管件焊接旋转定位装置,属于焊接管件的转动定位设计技术领域。包括工作台和转动轴,在工作台从左至右依次设置有定位支架和传动轴支撑架,转动轴通过轴承水平安装在传动轴支撑架上,在转动轴左端安装有工件夹头,其右端安装有三爪夹头,对应工件夹头在定位支架上安装有气缸,气缸的活塞杆右端安装有与工件夹头相配合的工件定位块,对应转动轴设置有动力机构,对应工件夹头与工件定位块配合处设置有焊枪架,焊枪架固定在工作台上。通过本发明,对同心度要求较高的管件焊接时,取消了人工进行转动点焊,采用机械式对正,确保了两个