
车身加强板焊接定位工装.pdf

猫巷****松臣

1/5

2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
车身加强板焊接定位工装.pdf
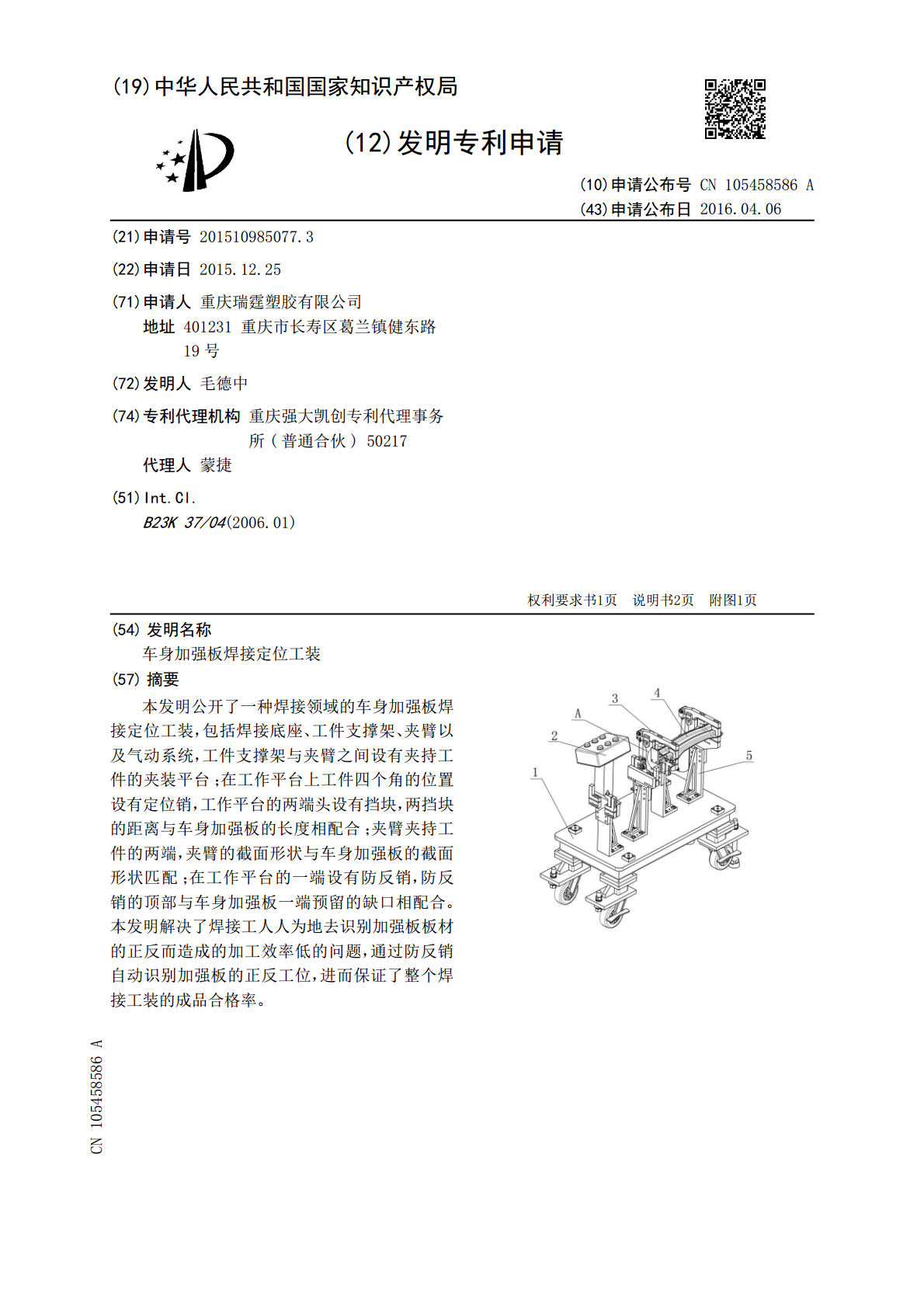
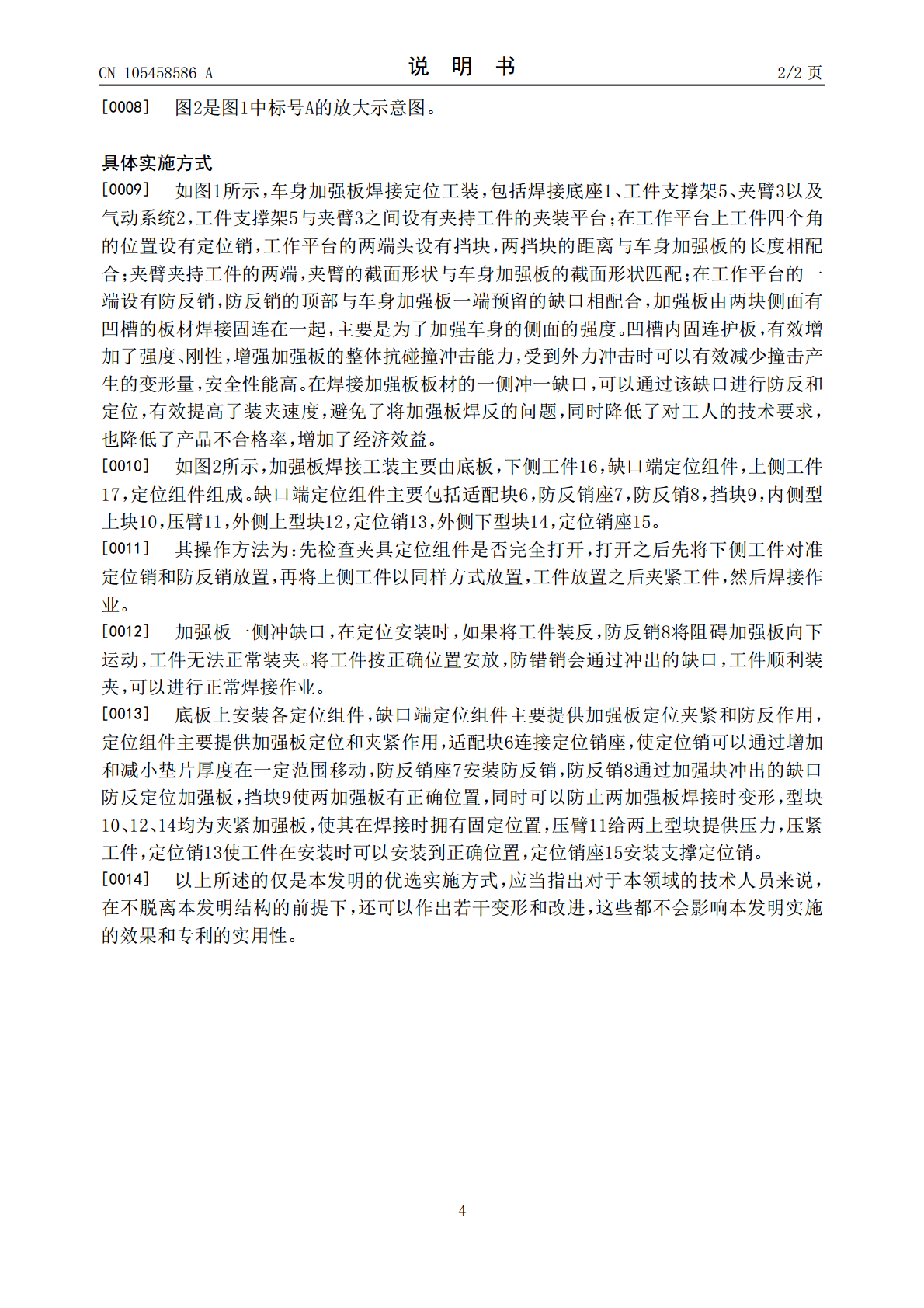
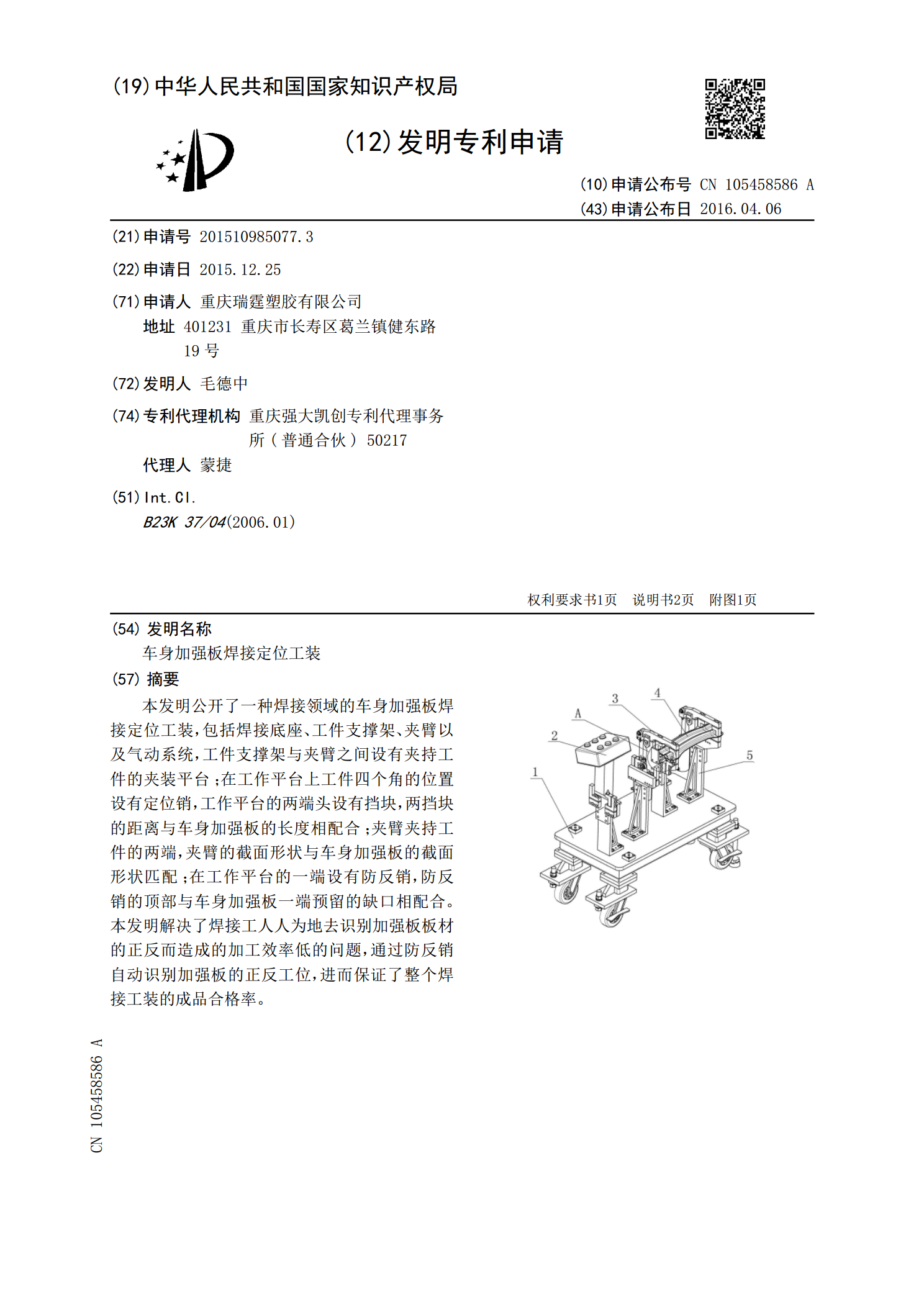
本发明公开了一种焊接领域的车身加强板焊接定位工装,包括焊接底座、工件支撑架、夹臂以及气动系统,工件支撑架与夹臂之间设有夹持工件的夹装平台;在工作平台上工件四个角的位置设有定位销,工作平台的两端头设有挡块,两挡块的距离与车身加强板的长度相配合;夹臂夹持工件的两端,夹臂的截面形状与车身加强板的截面形状匹配;在工作平台的一端设有防反销,防反销的顶部与车身加强板一端预留的缺口相配合。本发明解决了焊接工人人为地去识别加强板板材的正反而造成的加工效率低的问题,通过防反销自动识别加强板的正反工位,进而保证了整个焊接工装
一种车身仪表台支架焊接定位工装.pdf
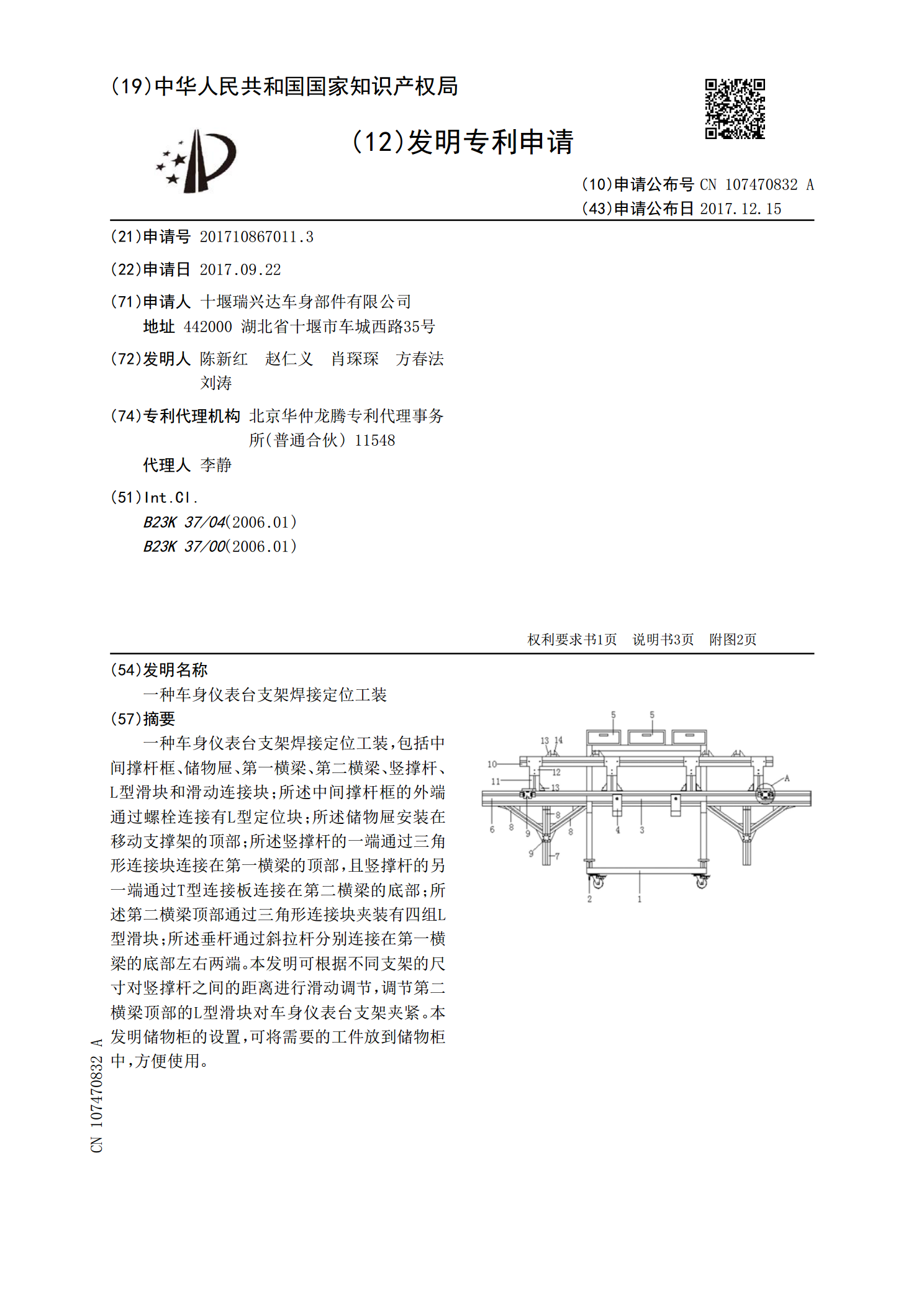
一种车身仪表台支架焊接定位工装,包括中间撑杆框、储物屉、第一横梁、第二横梁、竖撑杆、L型滑块和滑动连接块;所述中间撑杆框的外端通过螺栓连接有L型定位块;所述储物屉安装在移动支撑架的顶部;所述竖撑杆的一端通过三角形连接块连接在第一横梁的顶部,且竖撑杆的另一端通过T型连接板连接在第二横梁的底部;所述第二横梁顶部通过三角形连接块夹装有四组L型滑块;所述垂杆通过斜拉杆分别连接在第一横梁的底部左右两端。本发明可根据不同支架的尺寸对竖撑杆之间的距离进行滑动调节,调节第二横梁顶部的L型滑块对车身仪表台支架夹紧。本发明储
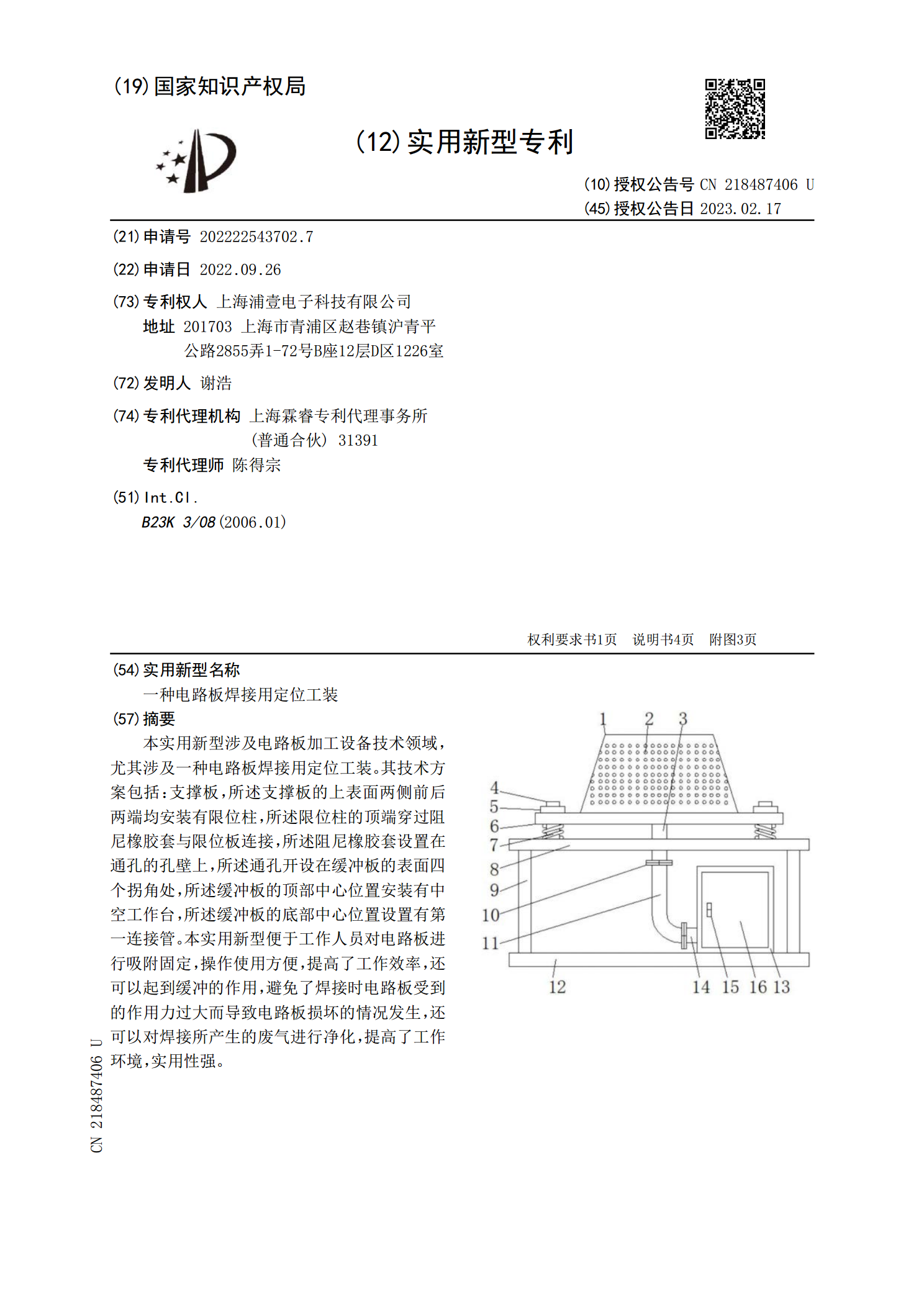
一种电路板焊接用定位工装.pdf
本实用新型涉及电路板加工设备技术领域,尤其涉及一种电路板焊接用定位工装。其技术方案包括:支撑板,所述支撑板的上表面两侧前后两端均安装有限位柱,所述限位柱的顶端穿过阻尼橡胶套与限位板连接,所述阻尼橡胶套设置在通孔的孔壁上,所述通孔开设在缓冲板的表面四个拐角处,所述缓冲板的顶部中心位置安装有中空工作台,所述缓冲板的底部中心位置设置有第一连接管。本实用新型便于工作人员对电路板进行吸附固定,操作使用方便,提高了工作效率,还可以起到缓冲的作用,避免了焊接时电路板受到的作用力过大而导致电路板损坏的情况发生,还可以对焊
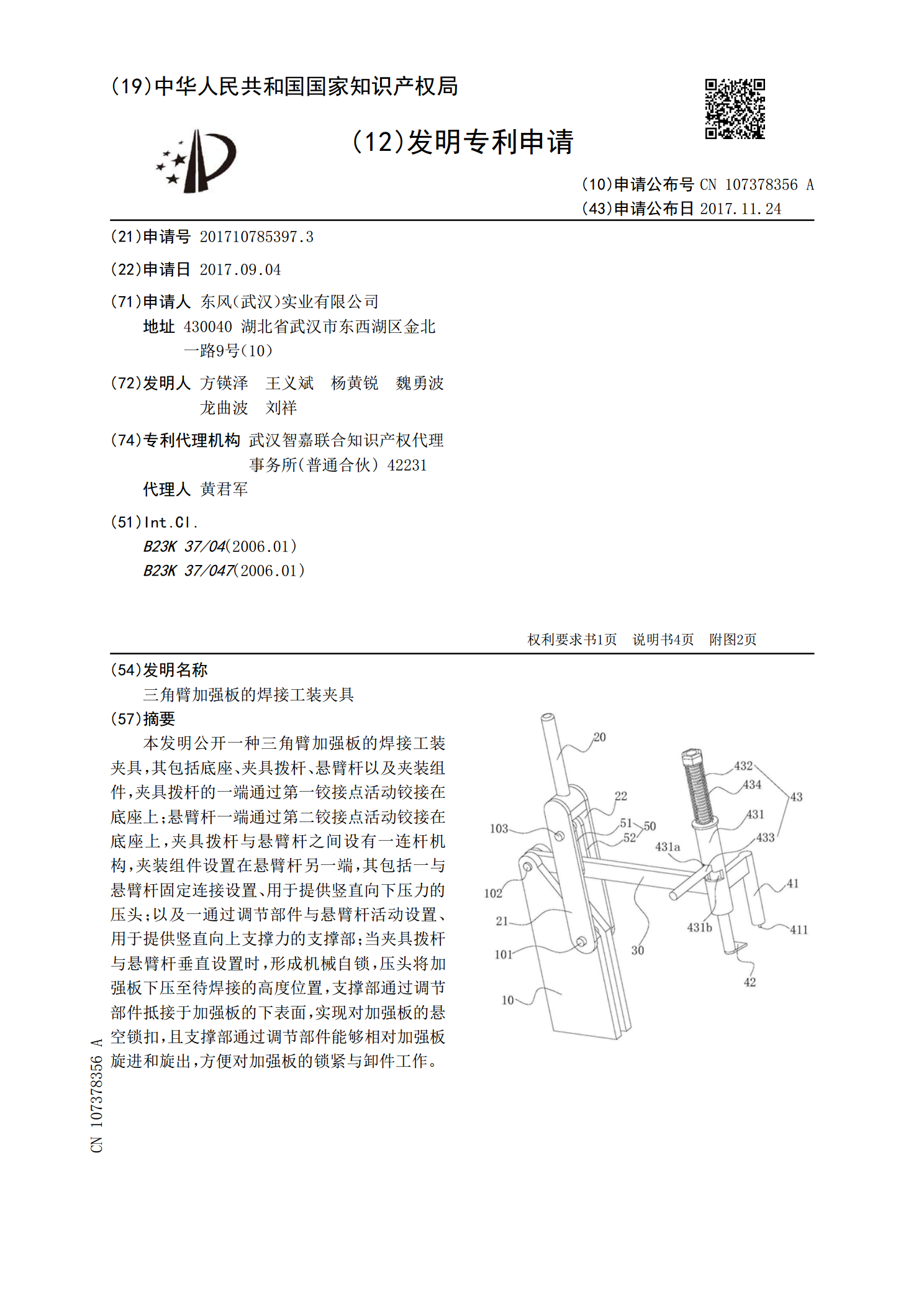
三角臂加强板的焊接工装夹具.pdf
本发明公开一种三角臂加强板的焊接工装夹具,其包括底座、夹具拨杆、悬臂杆以及夹装组件,夹具拨杆的一端通过第一铰接点活动铰接在底座上;悬臂杆一端通过第二铰接点活动铰接在底座上,夹具拨杆与悬臂杆之间设有一连杆机构,夹装组件设置在悬臂杆另一端,其包括一与悬臂杆固定连接设置、用于提供竖直向下压力的压头;以及一通过调节部件与悬臂杆活动设置、用于提供竖直向上支撑力的支撑部;当夹具拨杆与悬臂杆垂直设置时,形成机械自锁,压头将加强板下压至待焊接的高度位置,支撑部通过调节部件抵接于加强板的下表面,实现对加强板的悬空锁扣,且支

T型钢焊接机腹板及翼板定位工装.pdf
本发明属于焊接技术领域,涉及T型钢焊接过程中使用的定位夹具,具体地说是一种T型钢焊接机腹板及翼板定位工装,包括工作台,所述工作台顶部表面设沿长度方向均布设置有若干组成对配合设置的腹板定位装置与翼板定位装置,在工作台顶部右端固定设置有端部对齐装置;每组所述腹板定位装置均包括两个分别固定于工作台顶部、沿宽度方向两端的气缸座,每组所述气缸座上均安装有伸缩气缸,所述伸缩气缸的活塞杆端设置有压紧轮;所述翼板定位装置包括压紧板、压紧气缸、直线导轨及定位轮。本发明产品结构简单合理,在使用过程中能有效实现腹板、翼板的可靠