
一种铜质散热器钎焊用支撑装置.pdf

骊英****bb

1/8

2/8

3/8
4/8

5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铜质散热器钎焊用支撑装置.pdf
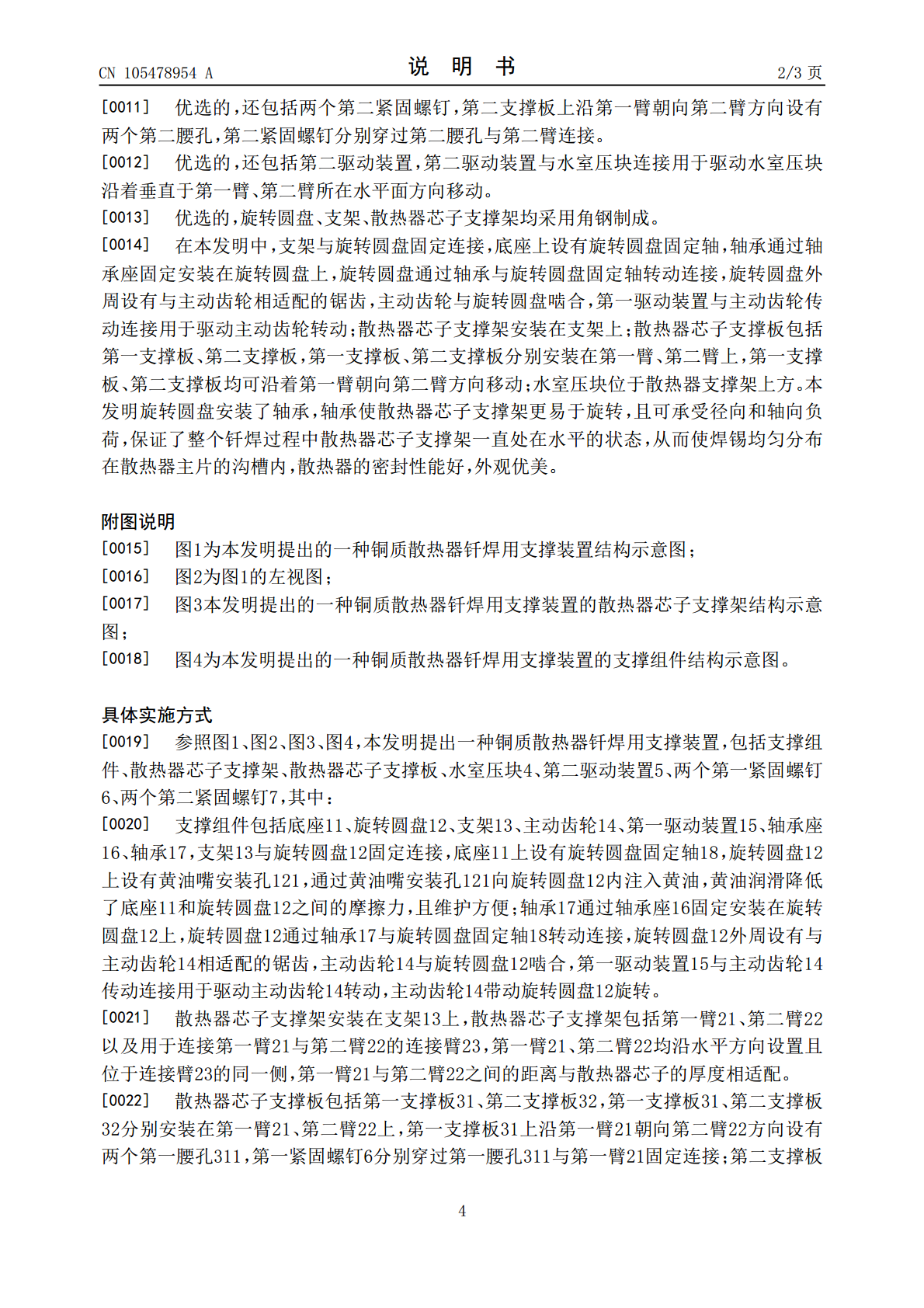
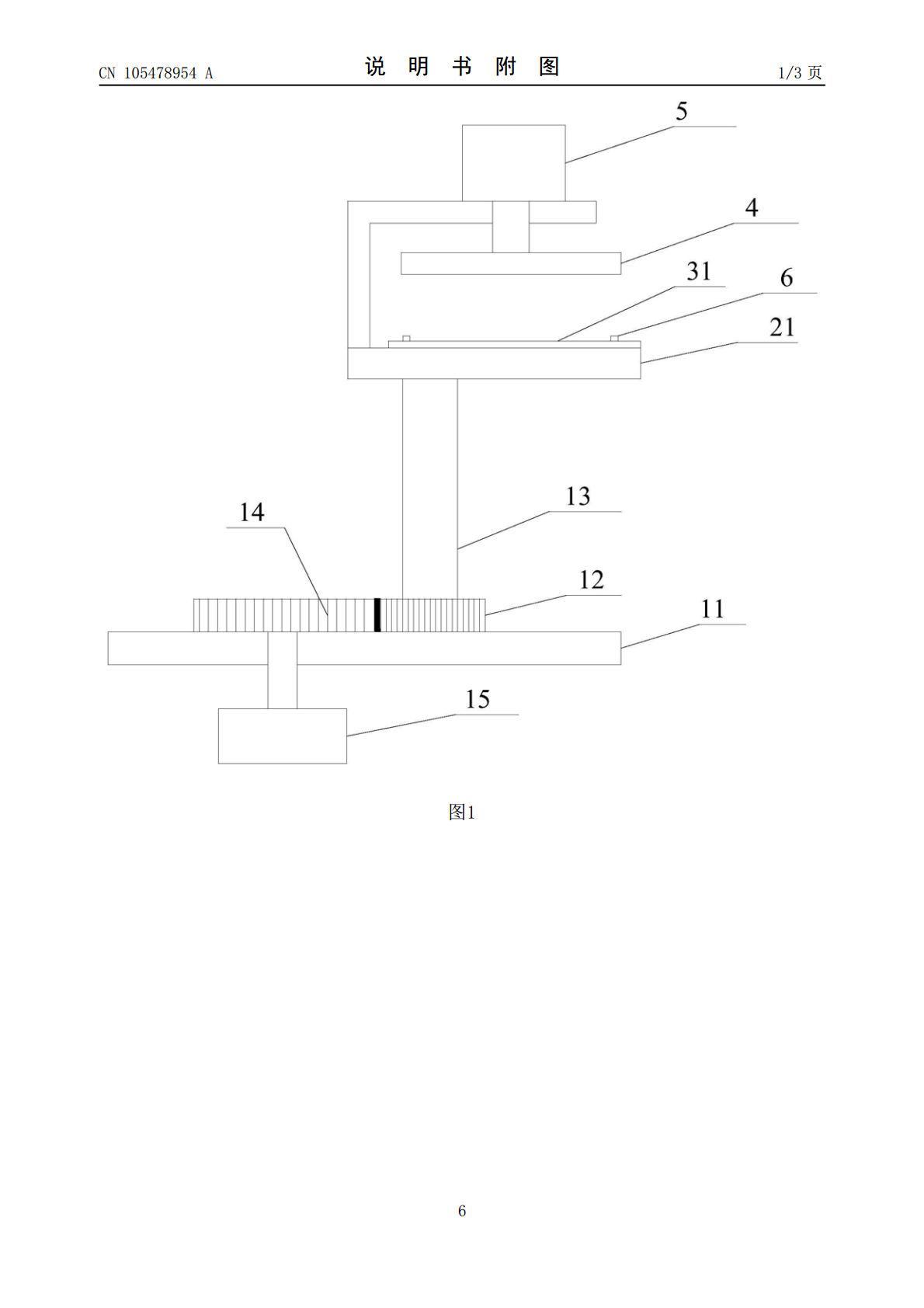
本发明提出了一种铜质散热器钎焊用支撑装置,包括支撑组件、散热器芯子支撑架、散热器芯子支撑板、水室压块,支架与旋转圆盘固定连接,底座上设有旋转圆盘固定轴,轴承通过轴承座固定安装在旋转圆盘上,旋转圆盘通过轴承与旋转圆盘固定轴转动连接,旋转圆盘外周设有与主动齿轮相适配的锯齿,主动齿轮与旋转圆盘啮合,第一驱动装置与主动齿轮传动连接用于驱动主动齿轮转动;散热器芯子支撑架安装在支架上;散热器芯子支撑板包括第一支撑板、第二支撑板,第一支撑板、第二支撑板分别安装在第一臂、第二臂上;水室压块位移散热器支撑架上方。本发明保证

一种铜质散热器硬钎焊用钎焊焊膏.pdf
本发明涉及一种铜硬钎焊焊膏,尤其是一种铜质散热器硬钎焊用钎焊焊膏。该钎焊焊膏组成成分包括:填焊金属和粘合剂,所述填焊金属,即钎料由Cu、Sn、P、Ni组成。焊膏中的钎料熔点低,具有良好的润湿性和铺展性能,能在较大温度范围内填充接头间隙,而且其焊缝细、均匀致密、牢固,质量可靠;其中的粘合剂易风干,分解温度低,而且使用安全,分解出的残留物无毒,不会对环境造成污染。因此,本发明的钎焊焊膏是一种性能优良、安全可靠的铜质散热器硬钎焊用钎焊焊膏。

汽车用散热器支撑装置.pdf
本发明涉及汽车散热器技术领域,具体涉及汽车用散热器支撑装置,包括:用于放置散热器的支撑主架,承托散热器的托梁,从侧方抵紧散热器的侧抵紧件,侧抵紧件的下部连接托梁并在托梁的牵引下抵紧散热器的两侧,从上方压紧散热器的压合组件。本发明通过从上往下安装散热器,实现侧抵紧件联动抵紧的结构,提高了散热器安装过程的便捷程度;在支撑主架上设置的缓震结构对汽车的震动进行过滤,使散热器在水平方向和纵向均保持稳定,能够应对多种恶劣的行驶环境,减少散热器的损坏,保持正常的散热工作,延长散热器的有效使用寿命。
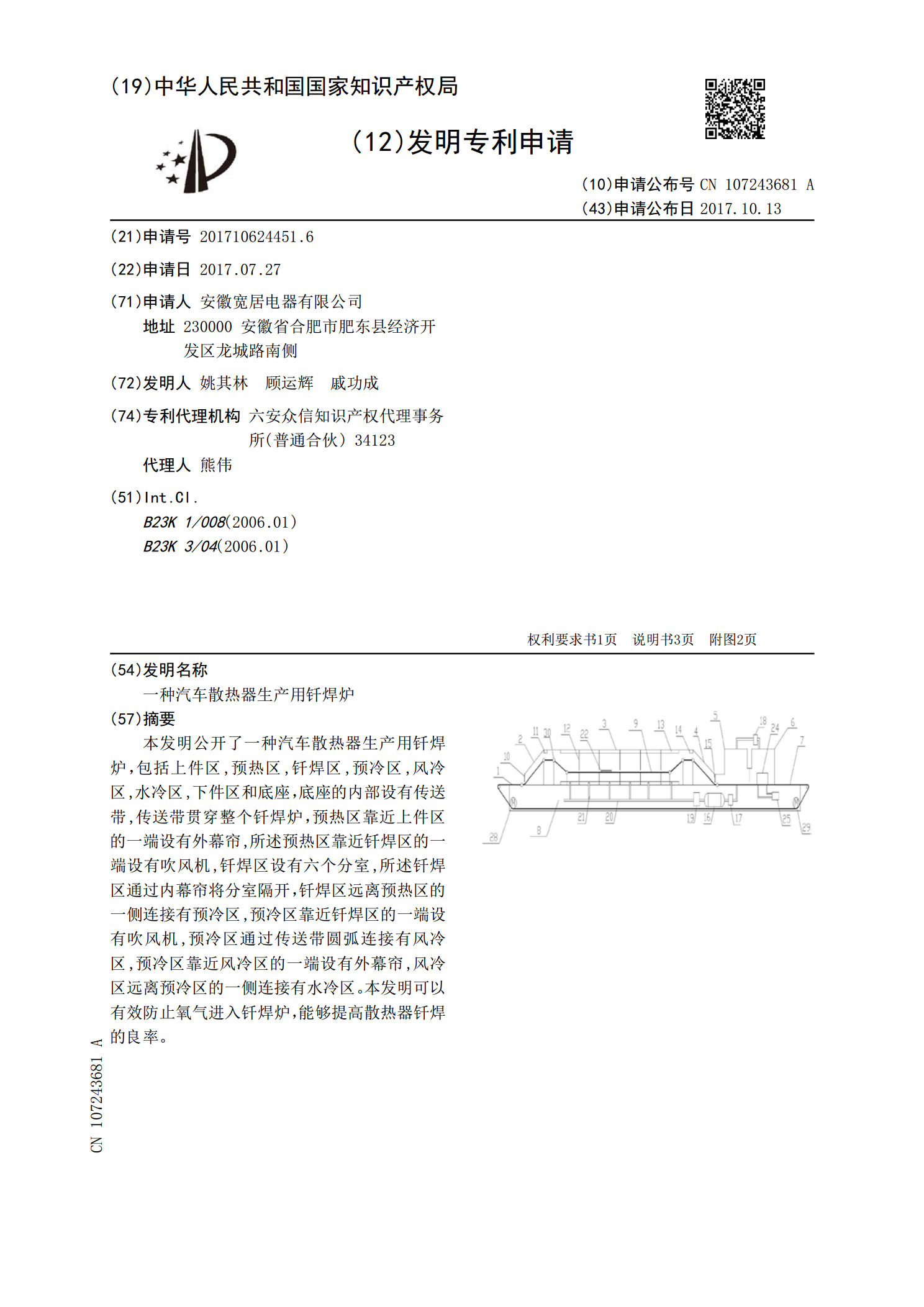
一种汽车散热器生产用钎焊炉.pdf
本发明公开了一种汽车散热器生产用钎焊炉,包括上件区,预热区,钎焊区,预冷区,风冷区,水冷区,下件区和底座,底座的内部设有传送带,传送带贯穿整个钎焊炉,预热区靠近上件区的一端设有外幕帘,所述预热区靠近钎焊区的一端设有吹风机,钎焊区设有六个分室,所述钎焊区通过内幕帘将分室隔开,钎焊区远离预热区的一侧连接有预冷区,预冷区靠近钎焊区的一端设有吹风机,预冷区通过传送带圆弧连接有风冷区,预冷区靠近风冷区的一端设有外幕帘,风冷区远离预冷区的一侧连接有水冷区。本发明可以有效防止氧气进入钎焊炉,能够提高散热器钎焊的良率。
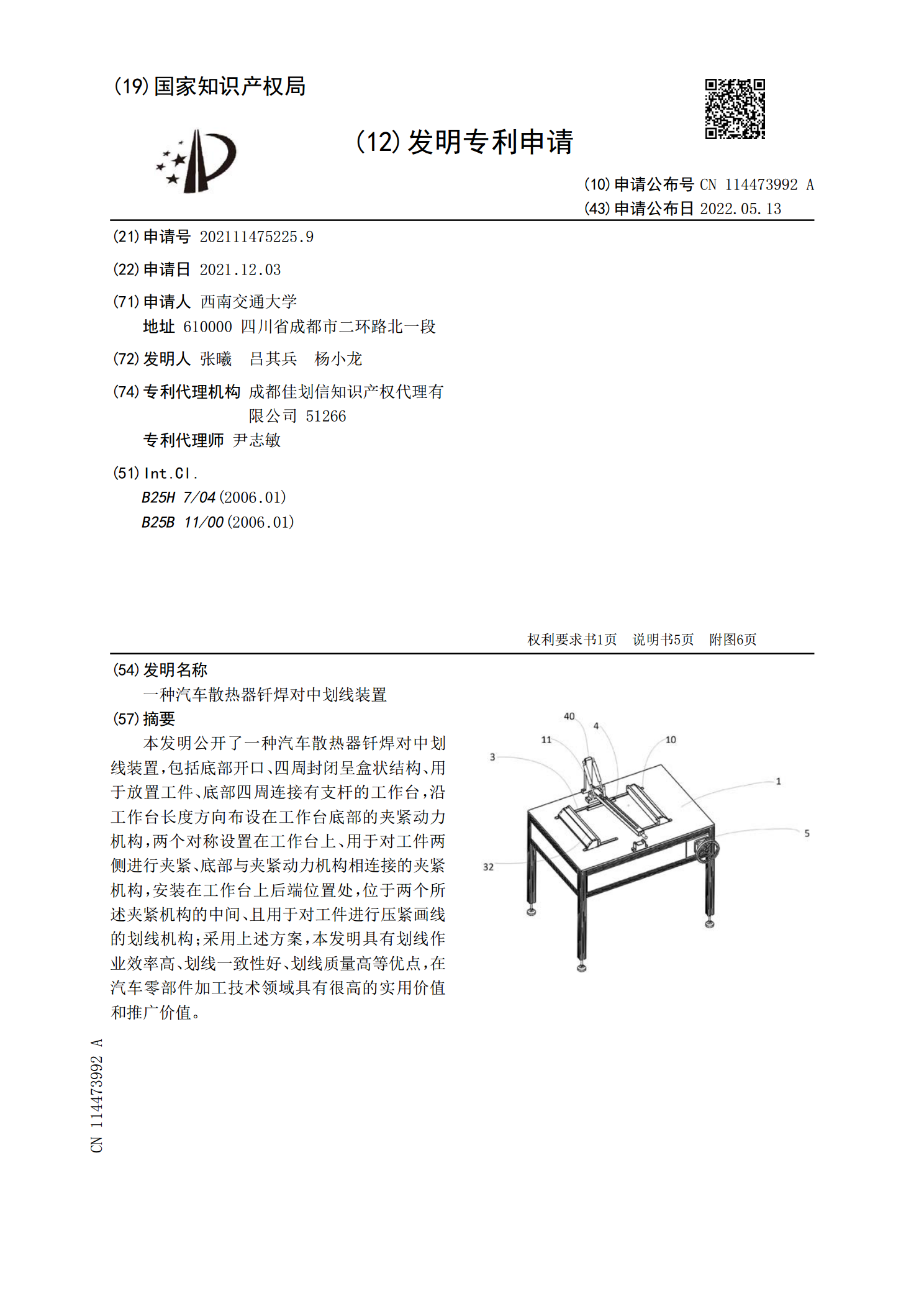
一种汽车散热器钎焊对中划线装置.pdf
本发明公开了一种汽车散热器钎焊对中划线装置,包括底部开口、四周封闭呈盒状结构、用于放置工件、底部四周连接有支杆的工作台,沿工作台长度方向布设在工作台底部的夹紧动力机构,两个对称设置在工作台上、用于对工件两侧进行夹紧、底部与夹紧动力机构相连接的夹紧机构,安装在工作台上后端位置处,位于两个所述夹紧机构的中间、且用于对工件进行压紧画线的划线机构;采用上述方案,本发明具有划线作业效率高、划线一致性好、划线质量高等优点,在汽车零部件加工技术领域具有很高的实用价值和推广价值。