
一种大直径波纹管振动成形装置及方法.pdf

一吃****继勇


1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种大直径波纹管振动成形装置及方法.pdf
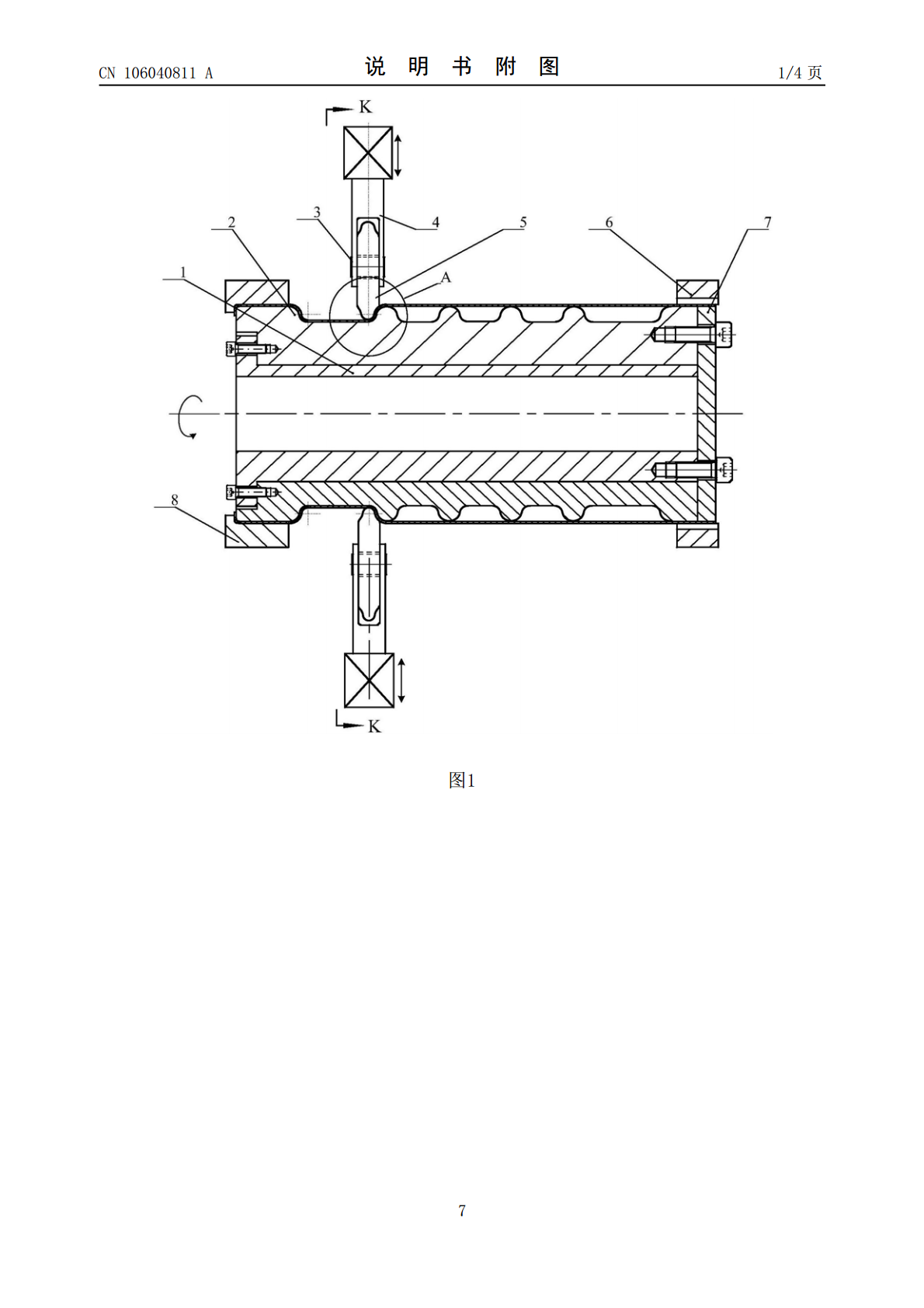
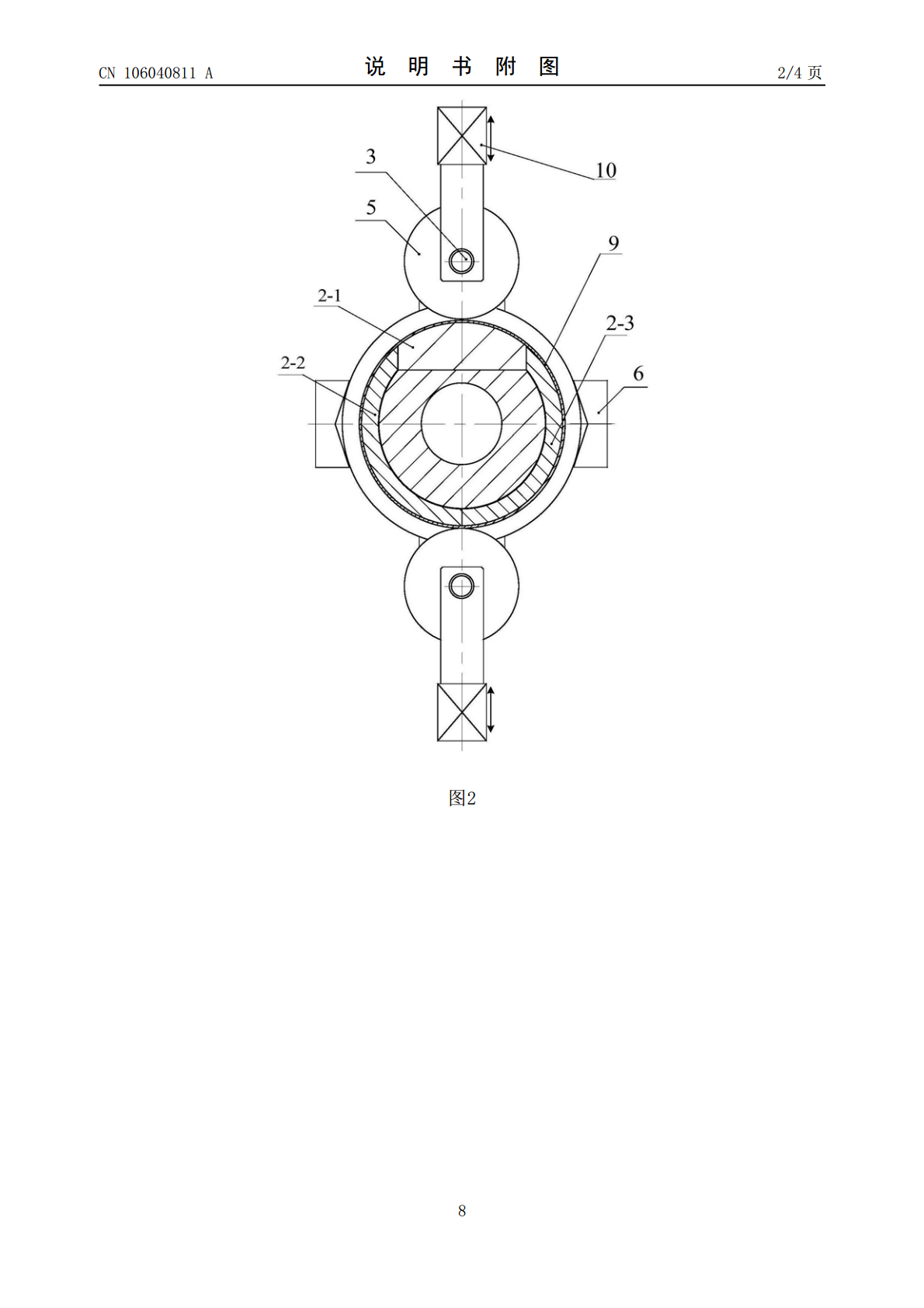
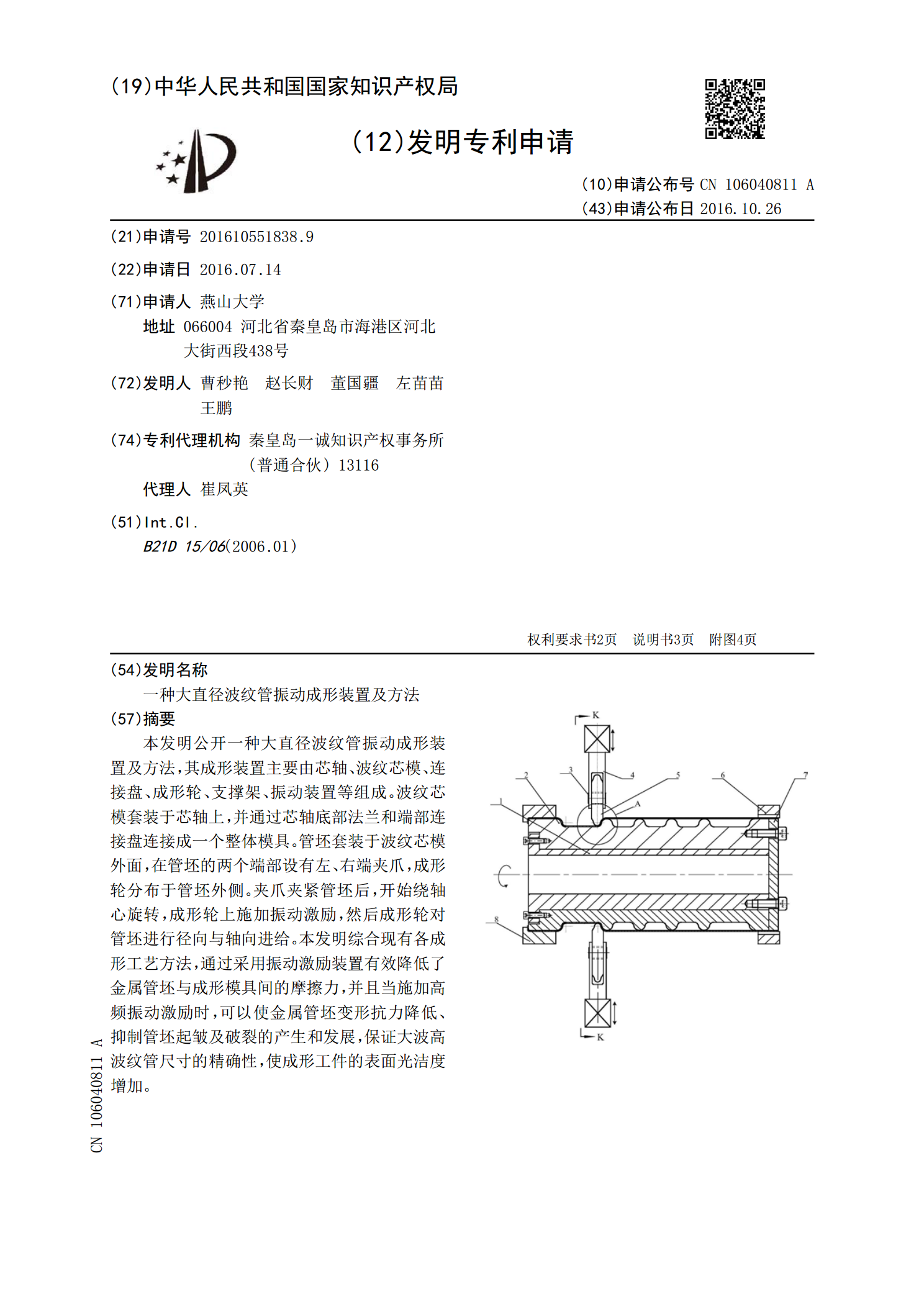
本发明公开一种大直径波纹管振动成形装置及方法,其成形装置主要由芯轴、波纹芯模、连接盘、成形轮、支撑架、振动装置等组成。波纹芯模套装于芯轴上,并通过芯轴底部法兰和端部连接盘连接成一个整体模具。管坯套装于波纹芯模外面,在管坯的两个端部设有左、右端夹爪,成形轮分布于管坯外侧。夹爪夹紧管坯后,开始绕轴心旋转,成形轮上施加振动激励,然后成形轮对管坯进行径向与轴向进给。本发明综合现有各成形工艺方法,通过采用振动激励装置有效降低了金属管坯与成形模具间的摩擦力,并且当施加高频振动激励时,可以使金属管坯变形抗力降低、抑制管

大直径波纹管的成形装置及方法.docx
大直径波纹管的成形装置及方法题目:大直径波纹管的成形装置及方法摘要:随着各种行业的发展,对于大直径波纹管的需求逐渐增加。然而,制造大直径波纹管的挑战也随之而来。本论文将探讨大直径波纹管的成形装置及方法,以提供一种有效的解决方案。引言:波纹管是一种具有良好弹性和柔韧性的管状材料,广泛应用于各种行业,如石油、化工、航空航天等。大直径波纹管的制造更具挑战性,因此需要开发新的成形装置和方法来满足市场需求。1.大直径波纹管的成形要求大直径波纹管制造的关键要求包括以下几个方面:1.1直径要求:大直径波纹管通常指直径大

一种大模数大直径圆柱齿轮热轧成形的方法和装置.pdf
本发明提供了一种大模数大直径圆柱齿轮热轧成形的方法和装置,其方法包括以下步骤:S1,获得坯料;S2,将坯料置于坯料驱动轴上,通过夹紧装置夹紧;S3,通过感应加热装置加热坯料;S4,模具两端加装左右挡板;S5,驱动装置带动模具和坯料按一定速比反方向旋转,同时模具通过直线驱动装置径向进给;S6,当模具与坯料中心距达到预定值后,模具停止径向进给,同时继续旋转两周,而后模具和坯料同时逆向旋转两周后停止;S7,夹紧装置松开,卸除坯料。其装置包括机架、坯料驱动轴、模具驱动轴及电磁感应线圈。本发明通过连续局部塑性变形一

国外螺旋波纹管的成形方法及装置.docx
国外螺旋波纹管的成形方法及装置国外螺旋波纹管成形方法及装置的研究摘要螺旋波纹管是一种在工业领域被广泛应用的管道材料。本文综述了国外关于螺旋波纹管成形方法及装置的研究,分析了各种成形方法和装置的特点和应用。通过对国外研究的总结和分析,可以为我国的螺旋波纹管成形技术提供有益的借鉴和指导。关键词:螺旋波纹管,成形方法,装置,研究,分析1.引言螺旋波纹管是一种可以承受高压力和高温的管道材料,被广泛应用于化工、石油、天然气等领域。国外在螺旋波纹管成形方法及装置方面的研究相对较为成熟,本文旨在总结和分析国外的研究进展
一种波纹管成形方法.pdf
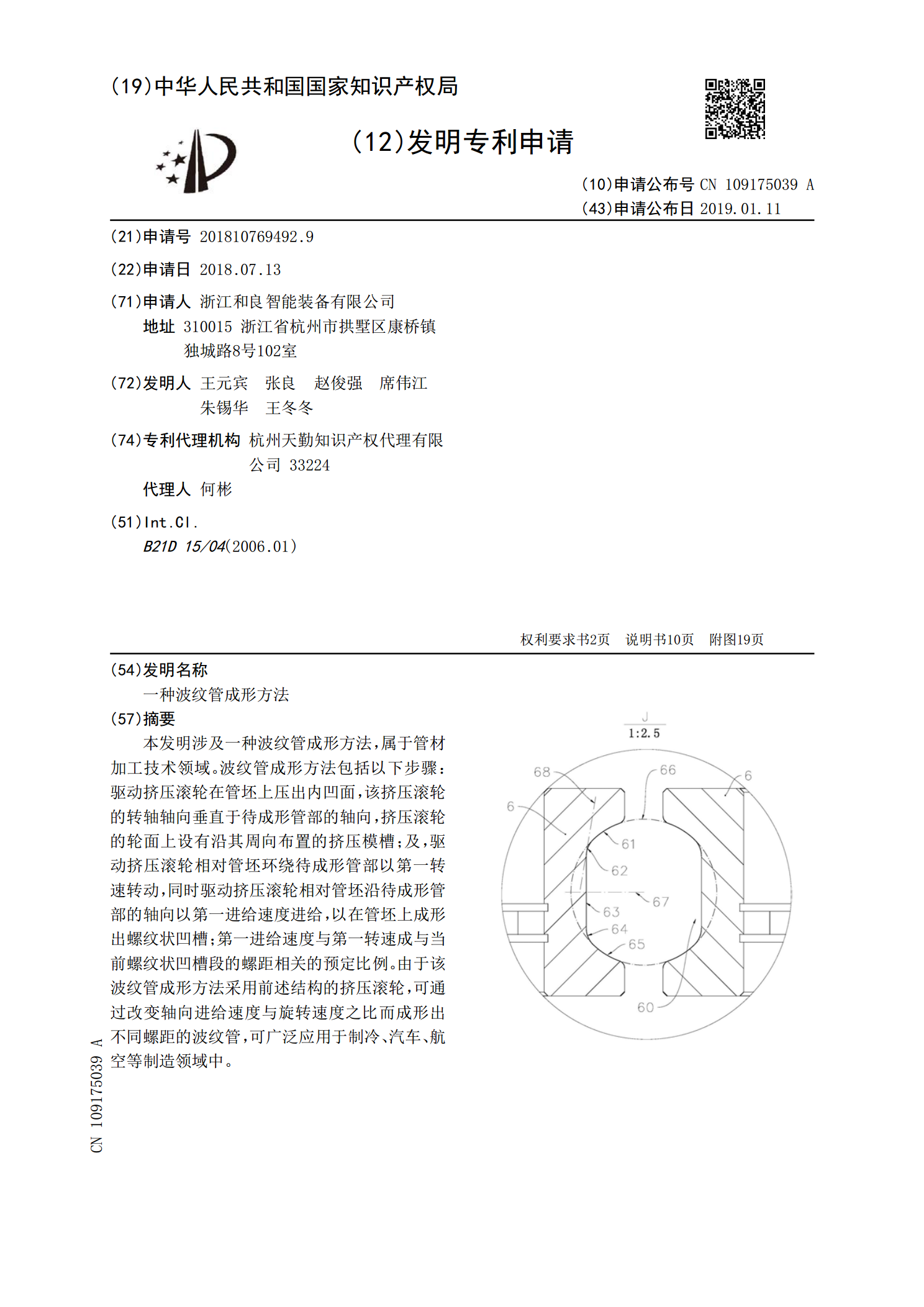
本发明涉及一种波纹管成形方法,属于管材加工技术领域。波纹管成形方法包括以下步骤:驱动挤压滚轮在管坯上压出内凹面,该挤压滚轮的转轴轴向垂直于待成形管部的轴向,挤压滚轮的轮面上设有沿其周向布置的挤压模槽;及,驱动挤压滚轮相对管坯环绕待成形管部以第一转速转动,同时驱动挤压滚轮相对管坯沿待成形管部的轴向以第一进给速度进给,以在管坯上成形出螺纹状凹槽;第一进给速度与第一转速成与当前螺纹状凹槽段的螺距相关的预定比例。由于该波纹管成形方法采用前述结构的挤压滚轮,可通过改变轴向进给速度与旋转速度之比而成形出不同螺距的波纹