
适用于H型钢埋弧焊焊枪定位装置.pdf

邻家****mk


1/7

2/7
3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

适用于H型钢埋弧焊焊枪定位装置.pdf
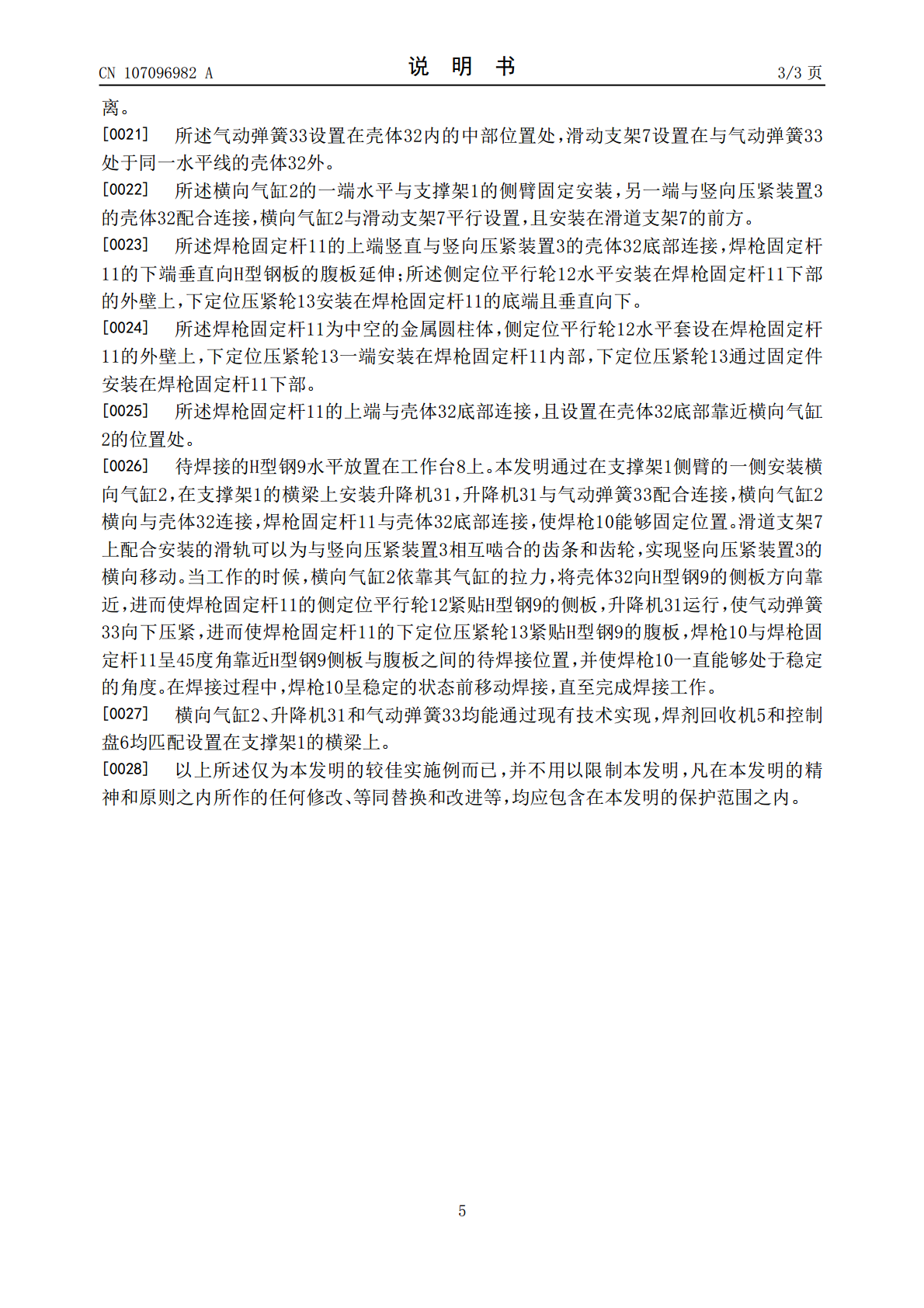
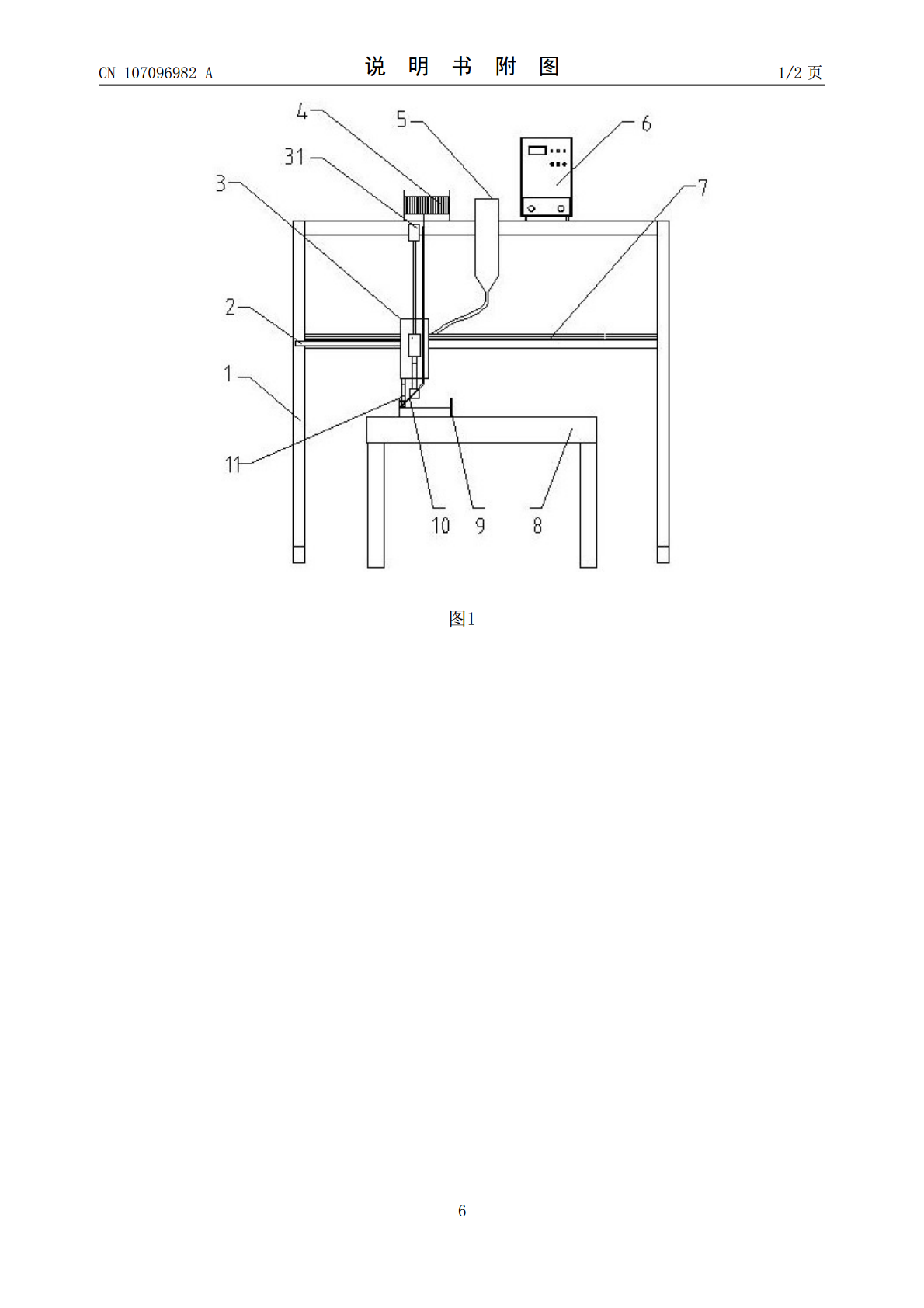
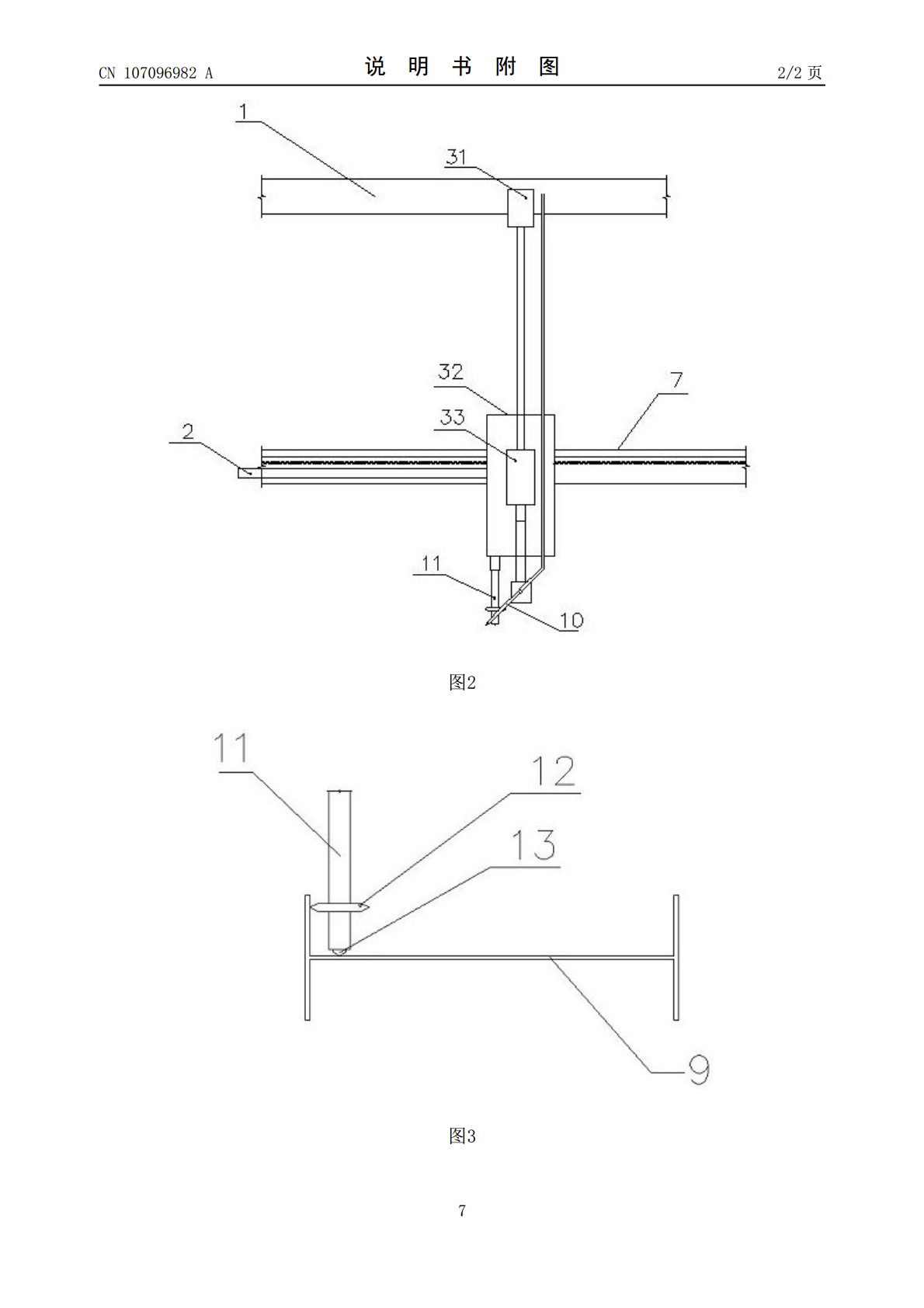
本发明涉及适用于H型钢埋弧焊焊枪定位装置,包括支撑架、横向气缸、竖向压紧装置、焊枪固定杆、侧定位平行轮、下定位压紧轮、焊丝盒和焊枪;所述横向气缸水平设置在支撑架上,位于焊枪固定杆的上部,且与竖向压紧装置配合连接;所述竖向压紧装置竖直固定安装在焊枪固定杆的上部;所述侧定位平行轮水平安装在焊枪固定杆中下部的位置,下定位压紧轮安装在焊枪固定杆的底端;所述焊丝盒安装在支撑架的横梁上,焊丝盒内的焊丝通过送丝机构与焊枪配合连接,焊枪与竖向压紧装置配合连接。本发明能够确保焊枪始终处于焊缝中心位置,避免出现焊接跑偏的问题

用于大型及弯曲型H型钢双丝埋弧焊的装置及焊接方法.pdf
本发明提出一种用于大型及弯曲型H型钢双丝埋弧焊的装置及焊接方法,包括双丝埋弧焊机,双丝埋弧焊机由机座和执行机构组成,机座底部设有行走轮,顶部设有支承机构,执行机构与支承机构相连,执行机构包括送丝盘、电控箱和焊接头,支承机构包括支承平台和支架,支承平台一侧与机座一侧相铰接,支架设于支承平台上,执行机构与支架相连,还包括角度调节装置,其设于支承平台与机座之间,用以调节夹角大小。本发明能进行大型和弯曲型H型钢的无轨道自动埋弧焊,提升了焊接质量和焊接效率。

H型钢组焊矫一体机用焊枪角度调节装置.pdf
本发明涉及H型钢组焊矫一体机技术领域,具体涉及H型钢组焊矫一体机用焊枪角度调节装置,包括角度转动器、设于所述角度转动器上的输入端和输出端、与所述输入端连接的手轮、与所述输出端连接的支架,所述焊接机头固定安装在所述支架上,所述手轮转动带动角度转动器作角度运动从而带动与角度转动器输出端连接的支架及所述支架上的焊接机头作角度动作。本发明采用上述结构,通过手轮转动带动角度转动器作角度运动从而带动与角度转动器输出端连接的支架及支架上的焊接机头作角度动作,达到了角度调节的目的,满足焊接工艺需要,且操作方便、定位准确可

H型钢组焊矫一体机用焊枪纵向调节装置.pdf
本发明涉及H型钢组焊矫一体机技术领域,具体涉及H型钢组焊矫一体机用焊枪纵向调节装置,包括带有手轮的丝杠、与所述丝杠固定的固定块、与所述固定的滑动块,所述固定块上设有与滑动块相配合的滑轨,所述丝杠作螺旋圆周运动带动与之连接的滑动块沿所述滑轨相对于固定块作纵向滑动,所述滑动块下端部设有连接支架,焊接机头固定安装在所述连接支架上。本发明采用上述结构,由丝杠作螺旋圆周运动带动与之连接的滑动块沿滑轨相对于固定块作纵向滑动,从而使得焊接机头也随之做纵向移动,且体积小,调节使用方便,定位稳定可靠,满足焊枪在实际焊接过程

H型钢组焊矫一体机用焊枪横向调节装置.pdf
本发明涉及H型钢组焊矫一体机技术领域,具体涉及H型钢组焊矫一体机用焊枪横向调节装置,包括丝杠、与所述丝杠固定的连接块、分别设于所述连接块两侧的固定块和滑动块,所述滑动块的端部设有连接杆,焊接机头通过固定支架与所述连接杆固定连接,所述丝杠的端部设有手轮,所述丝杠作螺旋圆周运动带动所述滑动块相对于固定块作横向移动。本发明采用上述结构,通过丝杠作螺旋圆周运动带动滑动块相对于固定块作横向移动,从而达到调节焊接机头横向移动的目的,定位可靠,满足实际使用需要,有效提高生产效率,降低工人劳动强度,且提高产品质量。