
便于调整焊接件夹角的焊接夹紧方法.pdf

是你****馨呀

1/8
2/8
3/8

4/8
5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
便于调整焊接件夹角的焊接夹紧方法.pdf
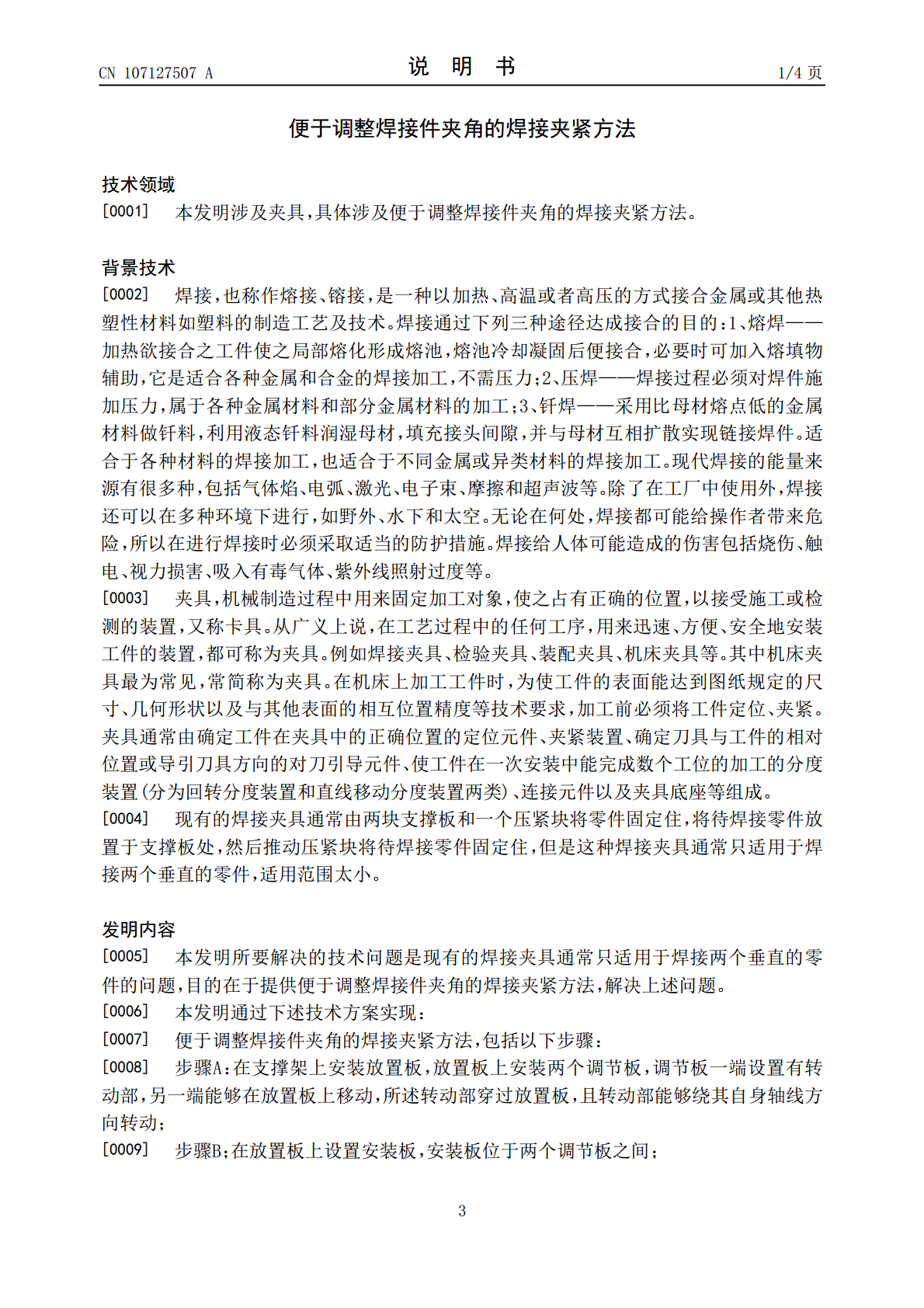
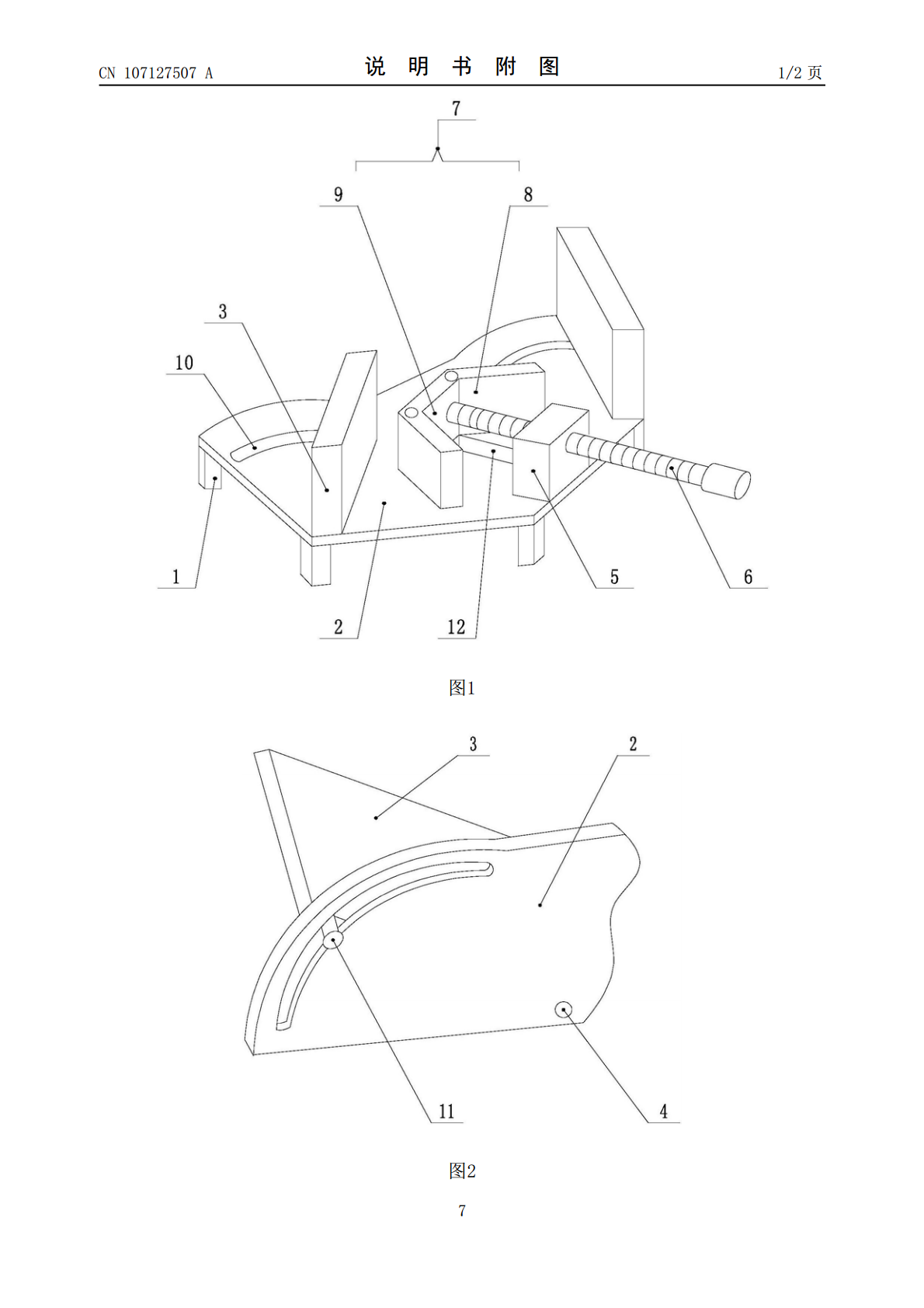
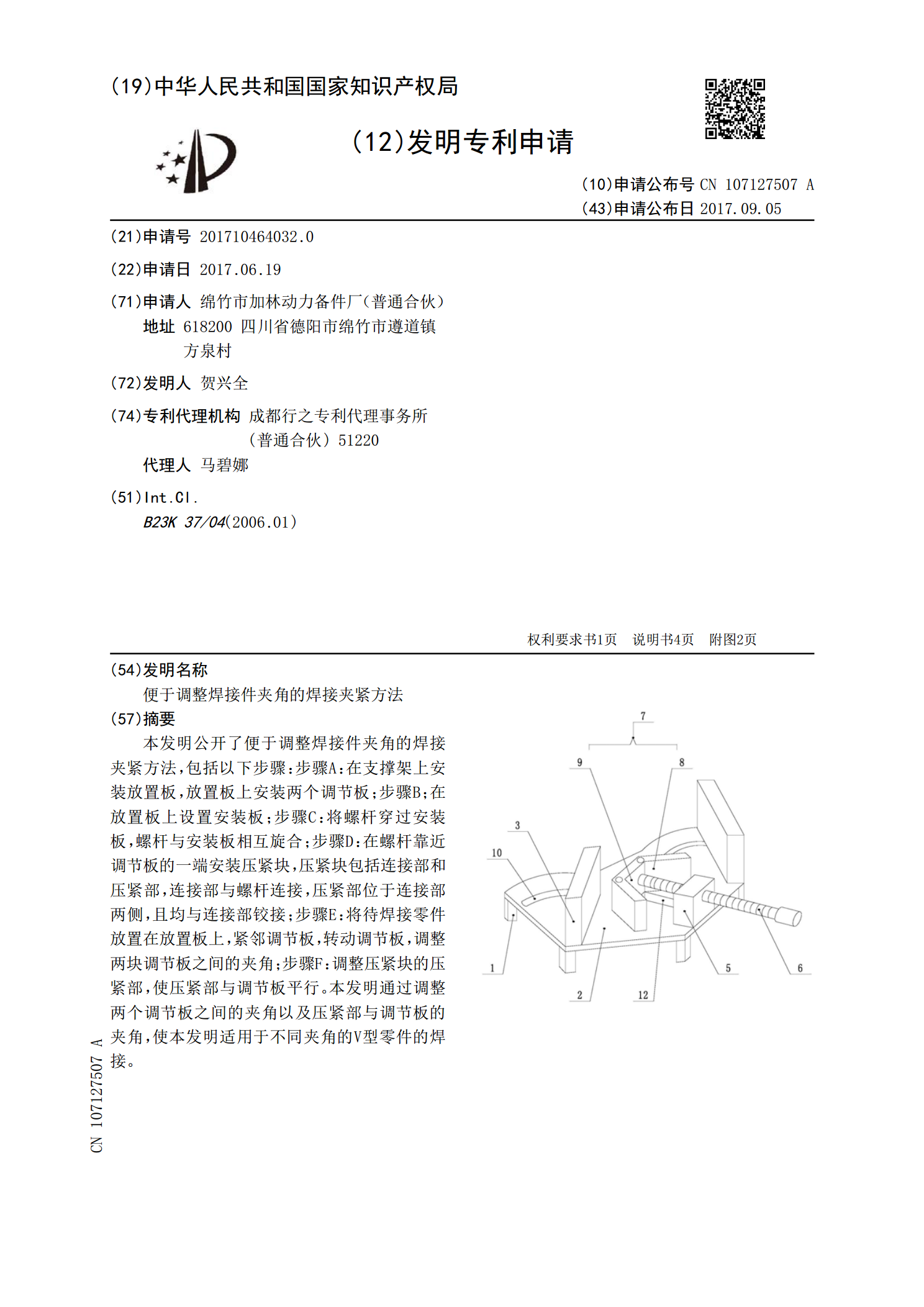
本发明公开了便于调整焊接件夹角的焊接夹紧方法,包括以下步骤:步骤A:在支撑架上安装放置板,放置板上安装两个调节板;步骤B;在放置板上设置安装板;步骤C:将螺杆穿过安装板,螺杆与安装板相互旋合;步骤D:在螺杆靠近调节板的一端安装压紧块,压紧块包括连接部和压紧部,连接部与螺杆连接,压紧部位于连接部两侧,且均与连接部铰接;步骤E:将待焊接零件放置在放置板上,紧邻调节板,转动调节板,调整两块调节板之间的夹角;步骤F:调整压紧块的压紧部,使压紧部与调节板平行。本发明通过调整两个调节板之间的夹角以及压紧部与调节板的夹

便于调整PCB板焊接角度的夹紧装置.pdf
本发明公开了便于调整PCB板焊接角度的夹紧装置,包括底座,底座上设置有转轴,转轴上设置有旋转平台,旋转平台能够绕转轴轴线方向转动,或通过紧固件固定在底座上;旋转平台上设置有导向槽一,导向槽一上设置有支撑架,支撑架上设置有导向槽二,导向槽二上设置有移动压紧部,移动压紧部上贯穿旋合设置有螺杆一,螺杆一靠近旋转平台的一端设置有压紧板;支撑架能够通过紧固件固定在旋转平台上,移动压紧部能够通过紧固件固定在支撑架上。本发明可适用于不同大小和厚度的PCB板,适用范围更广,多种规格的PCB板可使用同一套焊接夹具,且本发明
一种便于调整焊接角度的焊接设备.pdf
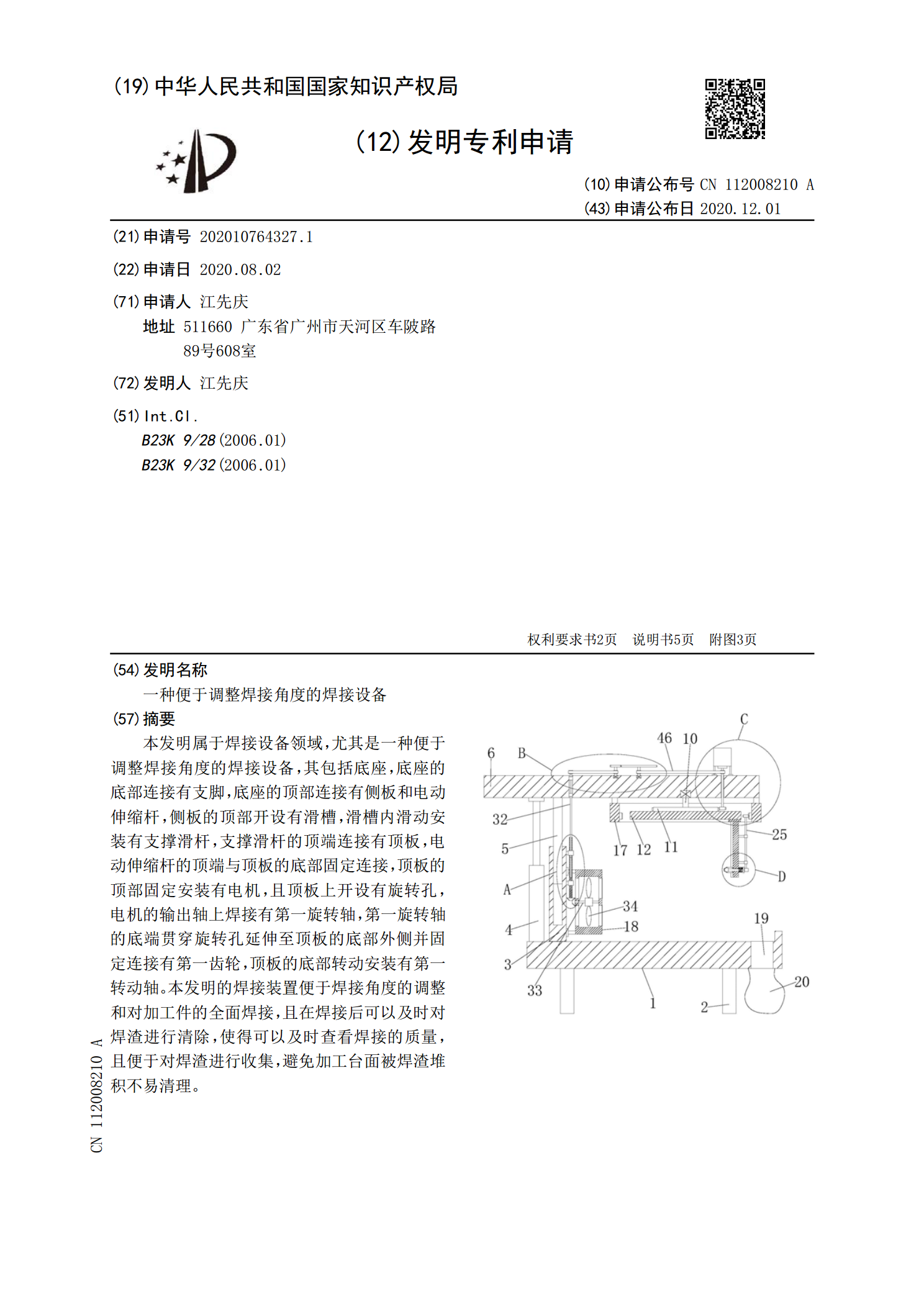
本发明属于焊接设备领域,尤其是一种便于调整焊接角度的焊接设备,其包括底座,底座的底部连接有支脚,底座的顶部连接有侧板和电动伸缩杆,侧板的顶部开设有滑槽,滑槽内滑动安装有支撑滑杆,支撑滑杆的顶端连接有顶板,电动伸缩杆的顶端与顶板的底部固定连接,顶板的顶部固定安装有电机,且顶板上开设有旋转孔,电机的输出轴上焊接有第一旋转轴,第一旋转轴的底端贯穿旋转孔延伸至顶板的底部外侧并固定连接有第一齿轮,顶板的底部转动安装有第一转动轴。本发明的焊接装置便于焊接角度的调整和对加工件的全面焊接,且在焊接后可以及时对焊渣进行清除

一种便于调节的板材焊接用夹紧装置.pdf
本发明公开了一种便于调节的板材焊接用夹紧装置,包括固定座、放置板、压板、侧边滑槽和连接滑槽,固定座的上方与第一螺纹杆贯穿连接,底座的上方固定有承托台,放置板固定在固定座的内侧壁下方,放置板的上方与固定在侧夹板底部的底部滑块相连接,压板安装在侧夹板的上方,压板的下方安装有连接弹簧,放置板的上表面预留有表面滑槽,侧边滑槽开设在固定座的内侧壁上,连接滑槽开设在底座的上表面,且底座上预留有限位孔。该便于调节的板材焊接用夹紧装置,通过承托台,支撑台以及放置板三者的上端面均处与同一水平线位置,从而使得板材放置在该装置
一种便于焊接角度调节的焊接设备及其焊接方法.pdf
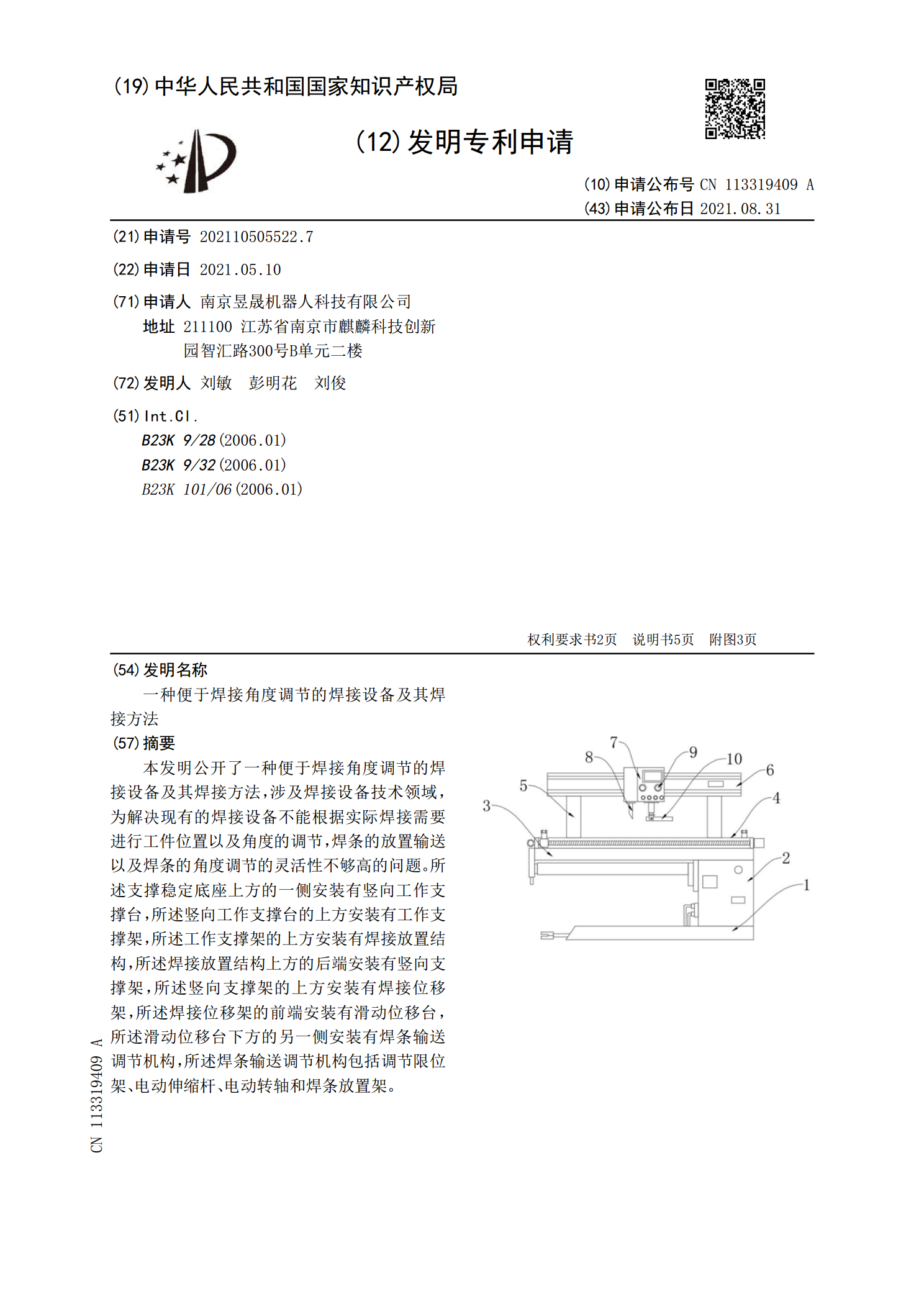
本发明公开了一种便于焊接角度调节的焊接设备及其焊接方法,涉及焊接设备技术领域,为解决现有的焊接设备不能根据实际焊接需要进行工件位置以及角度的调节,焊条的放置输送以及焊条的角度调节的灵活性不够高的问题。所述支撑稳定底座上方的一侧安装有竖向工作支撑台,所述竖向工作支撑台的上方安装有工作支撑架,所述工作支撑架的上方安装有焊接放置结构,所述焊接放置结构上方的后端安装有竖向支撑架,所述竖向支撑架的上方安装有焊接位移架,所述焊接位移架的前端安装有滑动位移台,所述滑动位移台下方的另一侧安装有焊条输送调节机构,所述焊条输