
立板用小角度自开合夹紧定位工装.pdf

是秋****写意

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
立板用小角度自开合夹紧定位工装.pdf
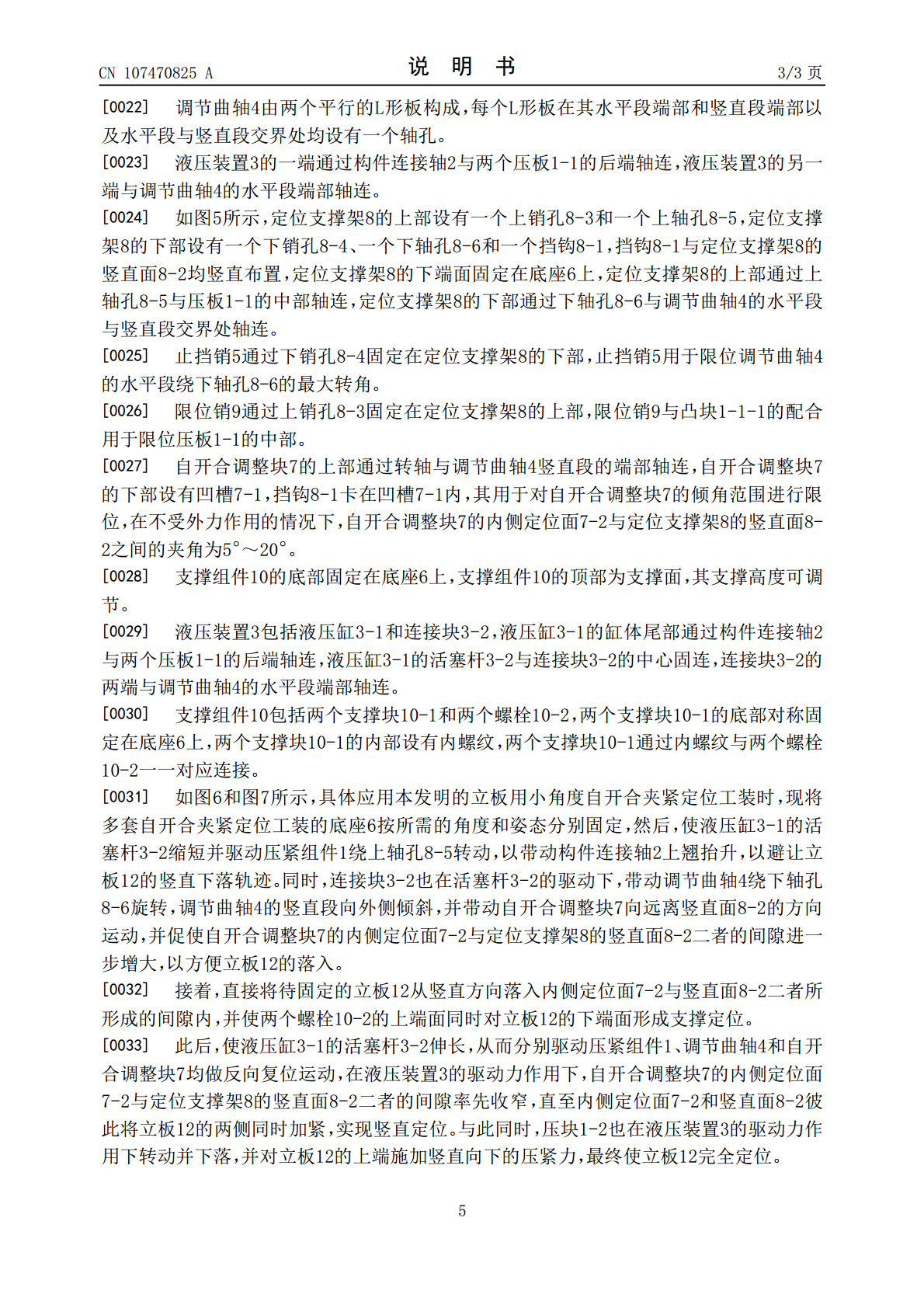
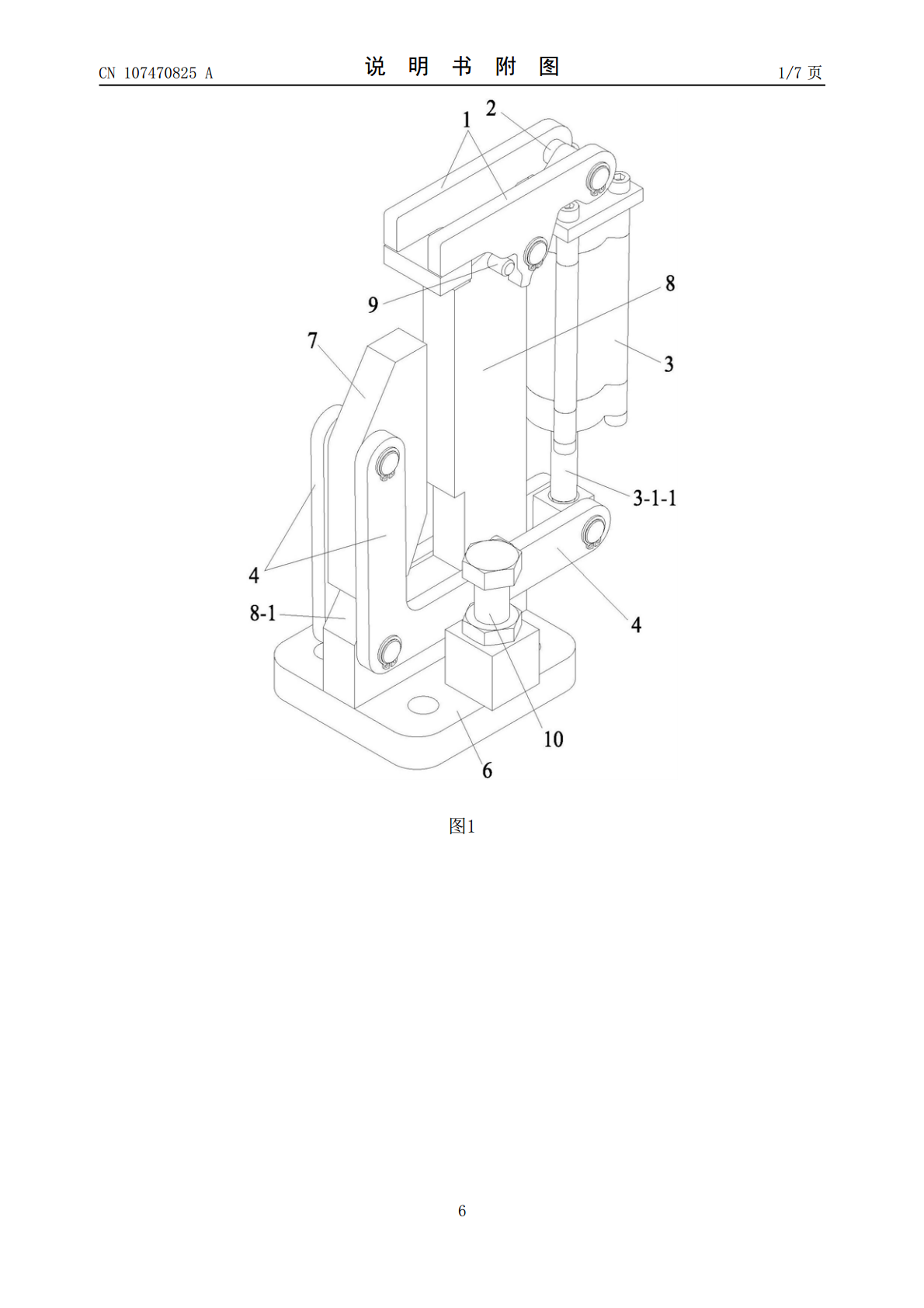
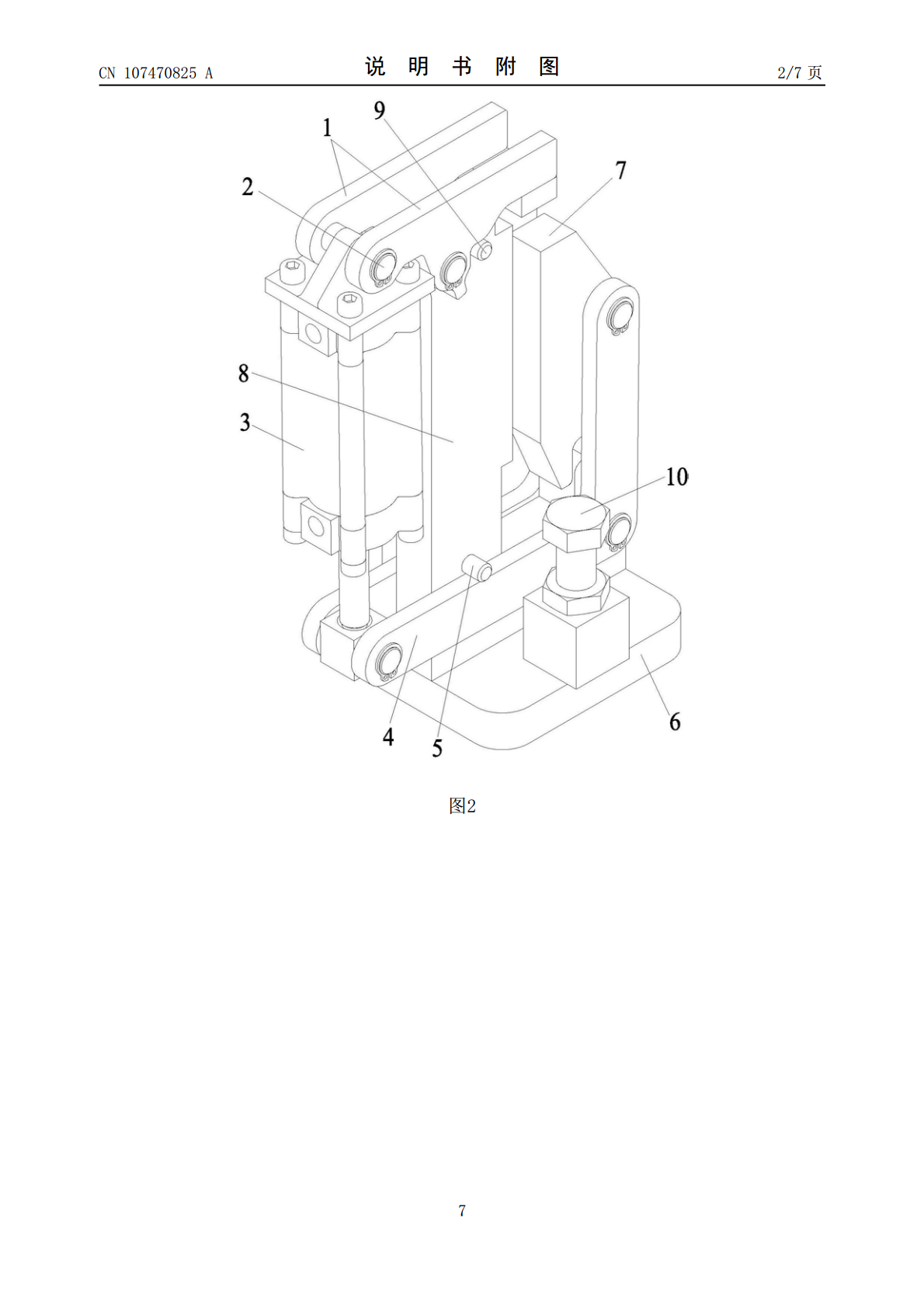
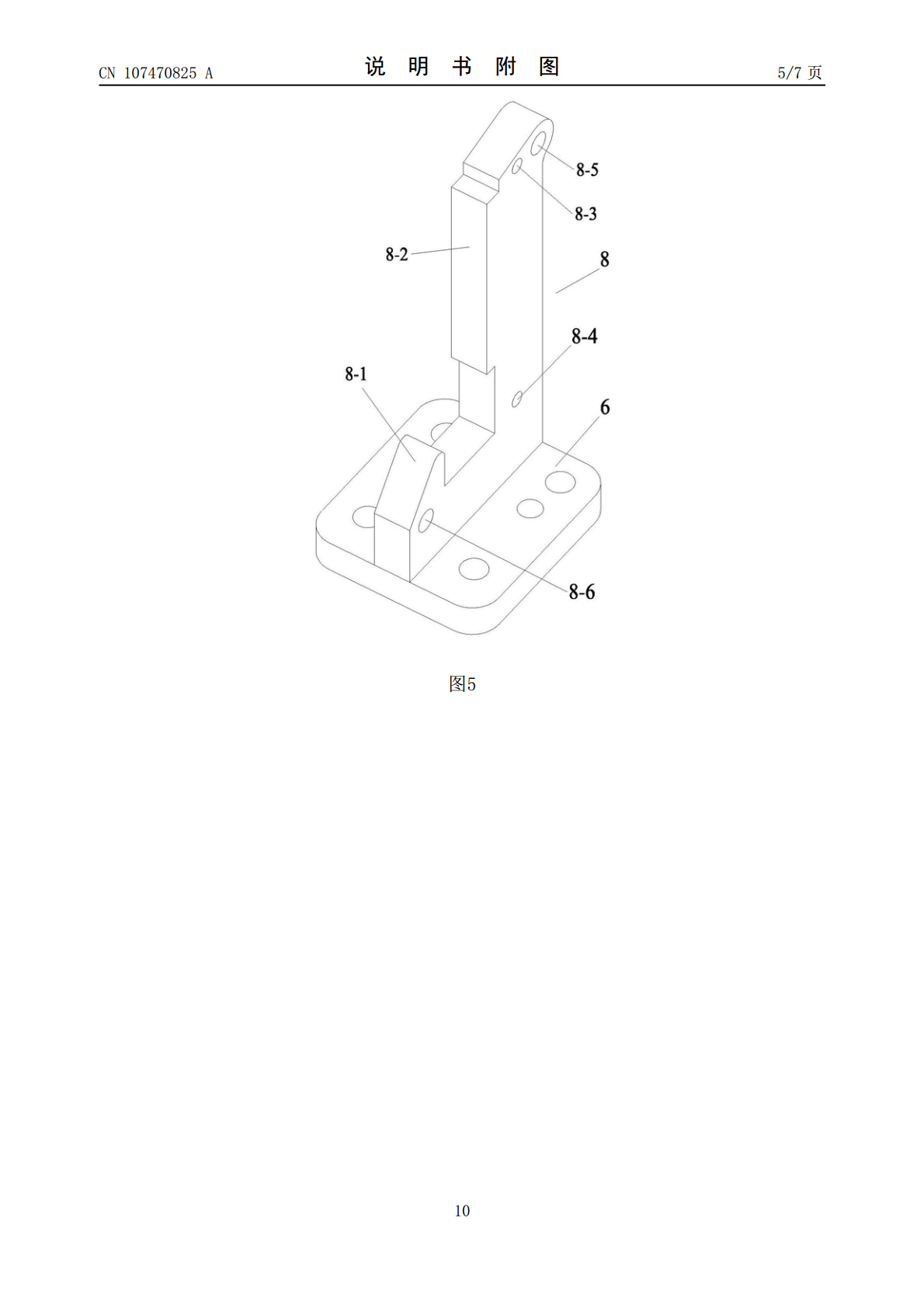
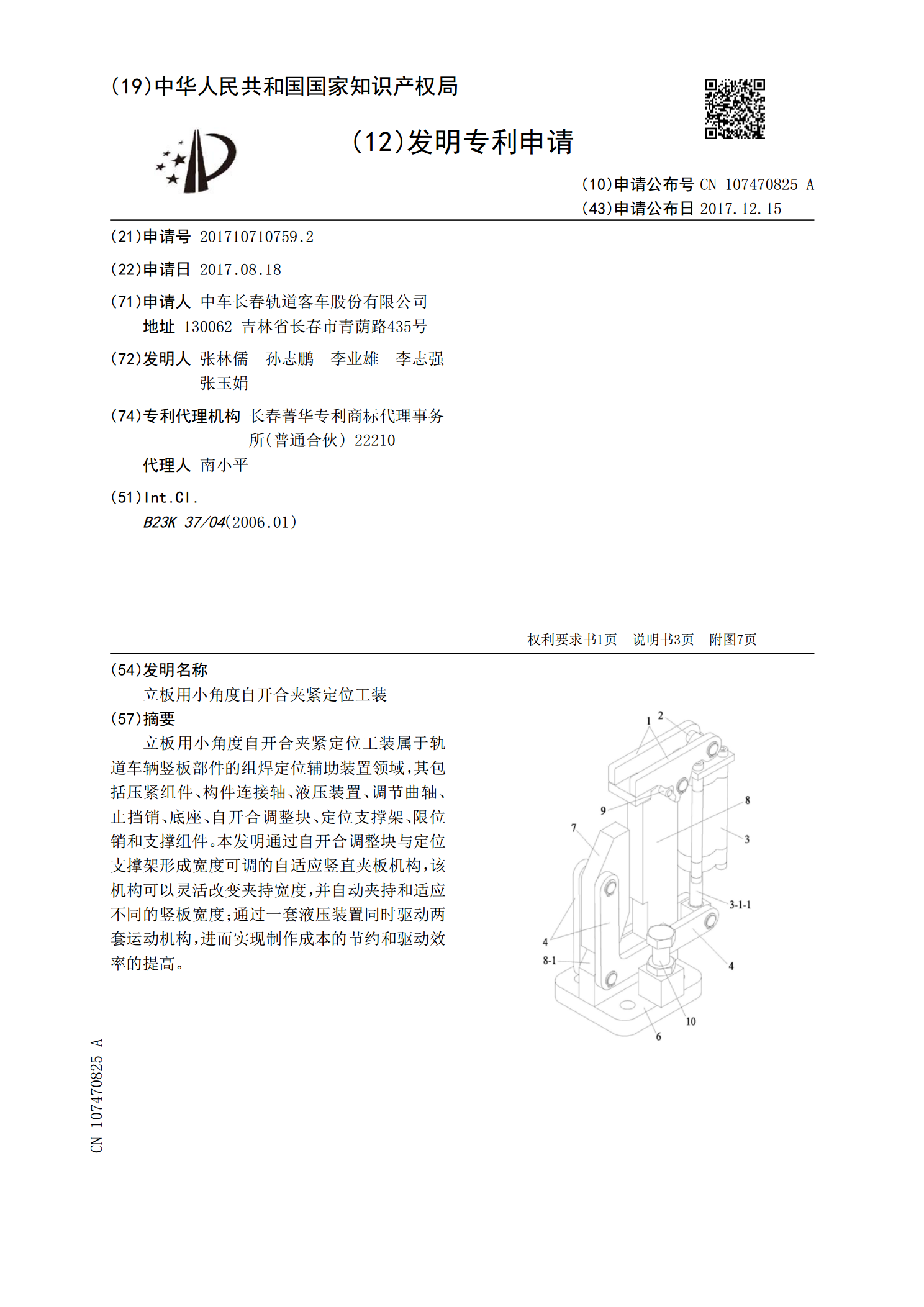
立板用小角度自开合夹紧定位工装属于轨道车辆竖板部件的组焊定位辅助装置领域,其包括压紧组件、构件连接轴、液压装置、调节曲轴、止挡销、底座、自开合调整块、定位支撑架、限位销和支撑组件。本发明通过自开合调整块与定位支撑架形成宽度可调的自适应竖直夹板机构,该机构可以灵活改变夹持宽度,并自动夹持和适应不同的竖板宽度;通过一套液压装置同时驱动两套运动机构,进而实现制作成本的节约和驱动效率的提高。
转向架侧立板快速组对定位工装.pdf
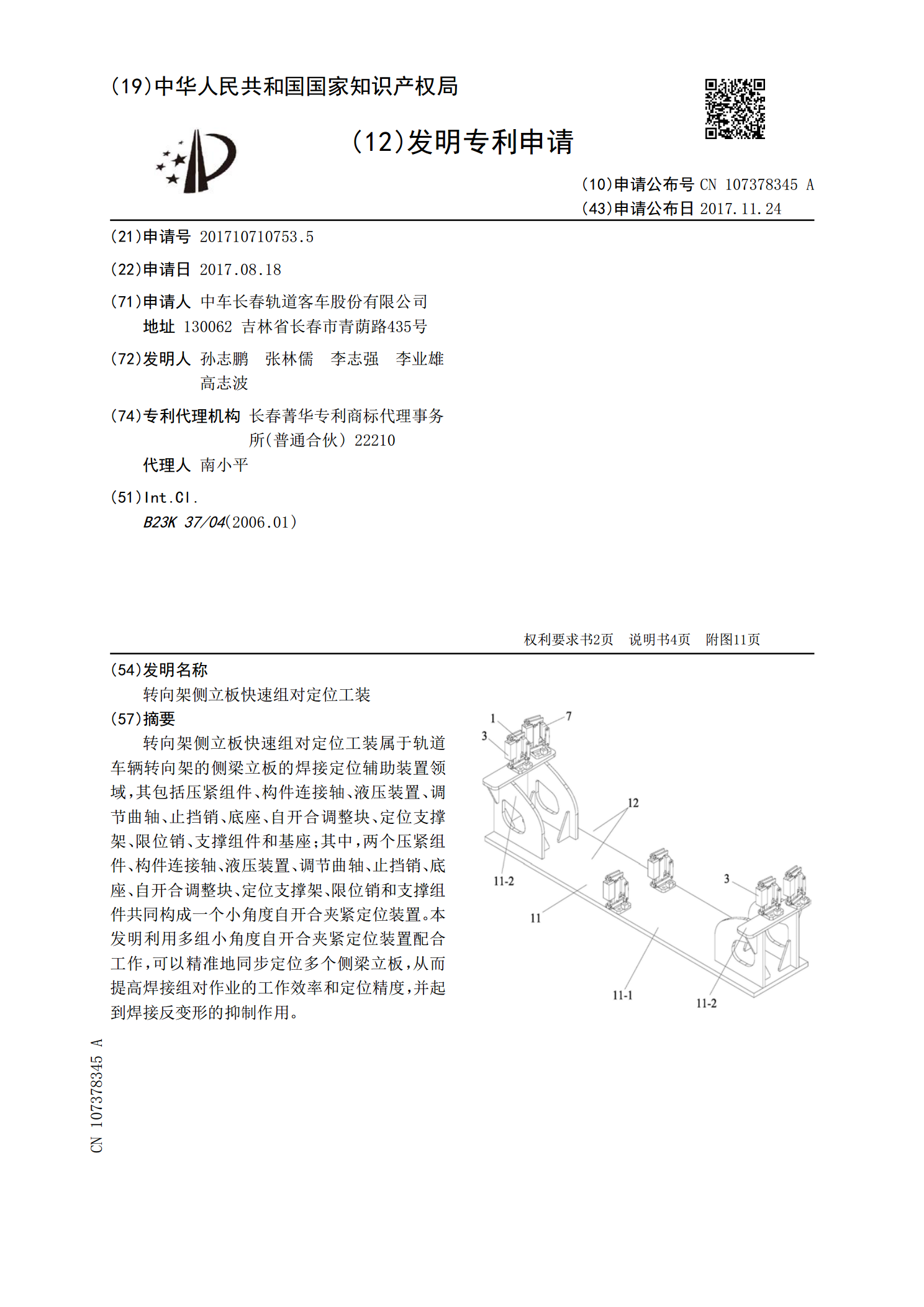
转向架侧立板快速组对定位工装属于轨道车辆转向架的侧梁立板的焊接定位辅助装置领域,其包括压紧组件、构件连接轴、液压装置、调节曲轴、止挡销、底座、自开合调整块、定位支撑架、限位销、支撑组件和基座;其中,两个压紧组件、构件连接轴、液压装置、调节曲轴、止挡销、底座、自开合调整块、定位支撑架、限位销和支撑组件共同构成一个小角度自开合夹紧定位装置。本发明利用多组小角度自开合夹紧定位装置配合工作,可以精准地同步定位多个侧梁立板,从而提高焊接组对作业的工作效率和定位精度,并起到焊接反变形的抑制作用。
激光焊接不锈钢侧墙用定位夹紧工装.pdf
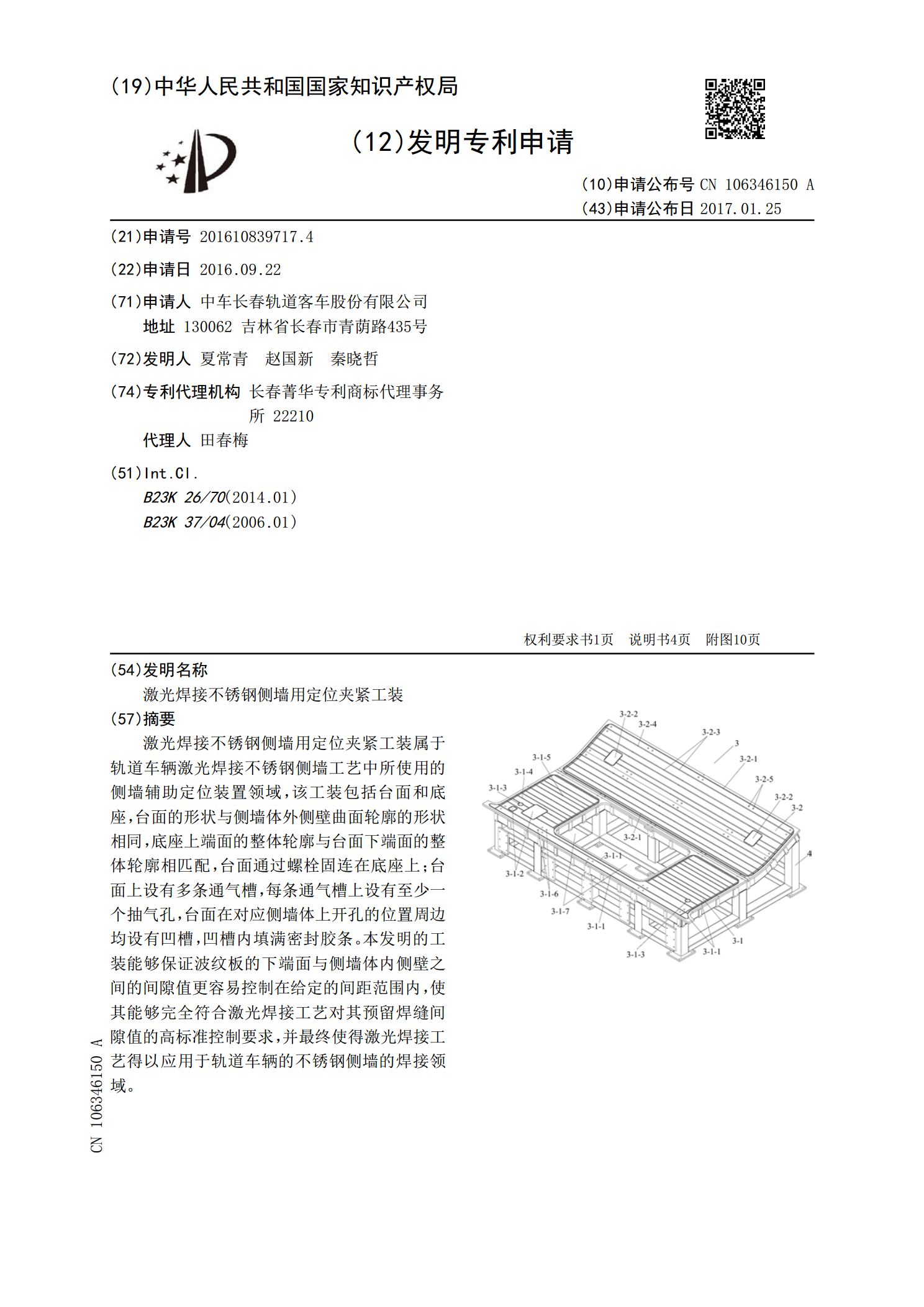
激光焊接不锈钢侧墙用定位夹紧工装属于轨道车辆激光焊接不锈钢侧墙工艺中所使用的侧墙辅助定位装置领域,该工装包括台面和底座,台面的形状与侧墙体外侧壁曲面轮廓的形状相同,底座上端面的整体轮廓与台面下端面的整体轮廓相匹配,台面通过螺栓固连在底座上;台面上设有多条通气槽,每条通气槽上设有至少一个抽气孔,台面在对应侧墙体上开孔的位置周边均设有凹槽,凹槽内填满密封胶条。本发明的工装能够保证波纹板的下端面与侧墙体内侧壁之间的间隙值更容易控制在给定的间距范围内,使其能够完全符合激光焊接工艺对其预留焊缝间隙值的高标准控制要求

一种大角度开合自锁铰链.pdf
本发明提供一种大角度开合自锁铰链,包括固定在门体上的门板固定座和固定在柜体上的柜体固定座,还包括摇臂、轴弹簧座连杆、衬套簧座连杆、力臂和自锁弹簧组件,所述柜体固定座通过第一铰轴与摇臂的一端铰接,摇臂的另一端通过第二铰轴与轴弹簧座连杆的一端铰接,轴弹簧座连杆的另一端通过第三铰接轴与门板固定座的一端铰接,门板固定座的另一端通过第四铰轴与衬套簧座连杆的一端铰接。与现有技术相比,该大角度开合自锁铰链中通过摇臂、轴弹簧座连杆、衬套簧座连杆及力臂展开带动门板固定座与柜体固定座分离使得门体与柜体分开留有间隙,门体打开角

一种轮箍加工夹紧工装及夹紧定位方法.pdf
本发明公开了一种轮箍加工夹紧工装及夹紧定位方法,其特征在于:包括工装底板及设于其上以支撑轮箍的基准垫块,还设有沿所述轮箍内圆面分布以定位轮箍的精定位块,该夹紧工装还包括由上方压紧所述轮箍实现轮箍轴向定位的夹持机构。本发明轮箍加工夹紧工装及夹紧定位方法,结构简单合理,自动化程度高,定位精确且稳定,可大大提高工作效率,降低劳动强度,具有较好的应用前景。