
一种铅酸电池极柱铣削设备.pdf

映雁****魔王

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铅酸电池极柱铣削设备.pdf
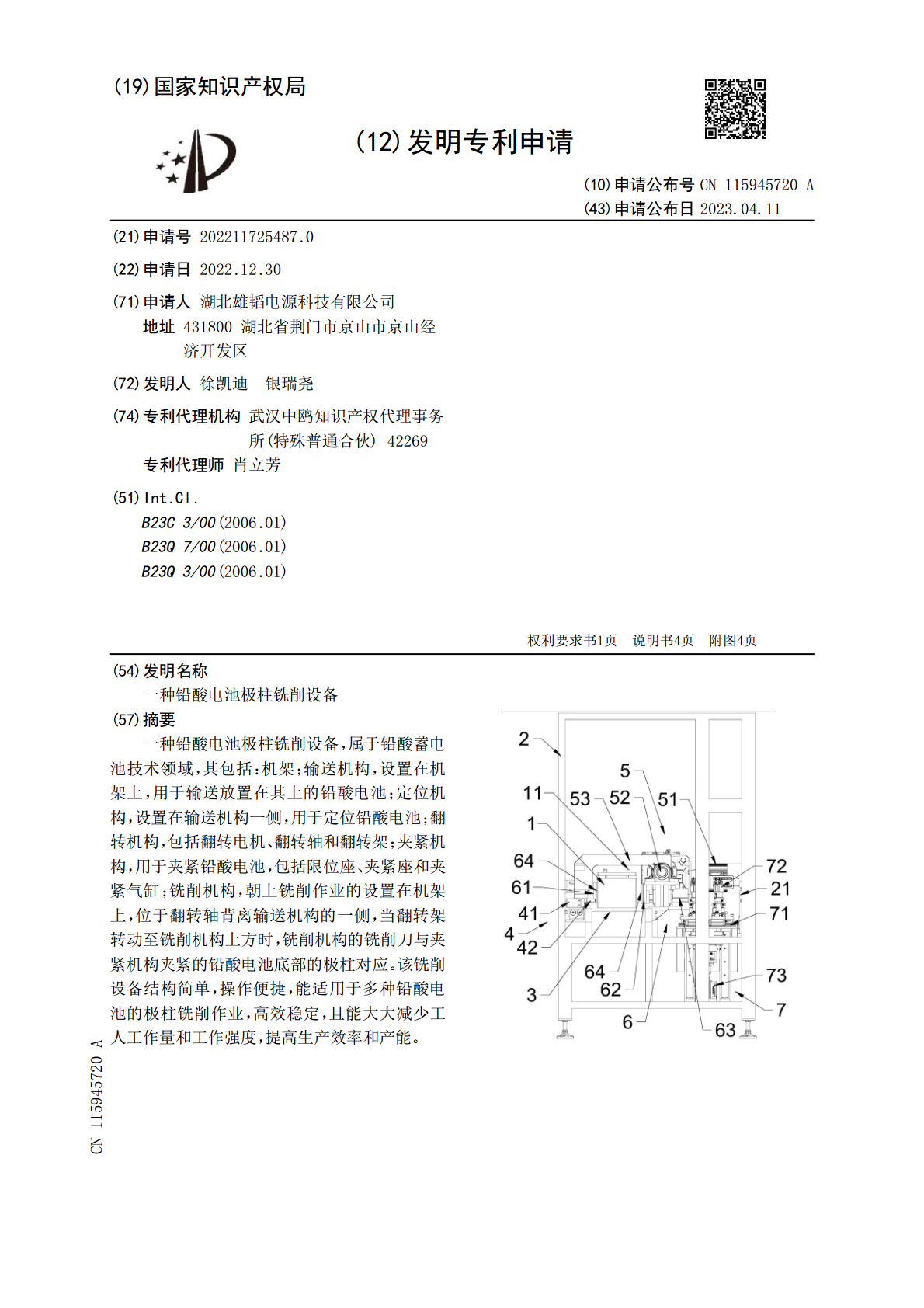
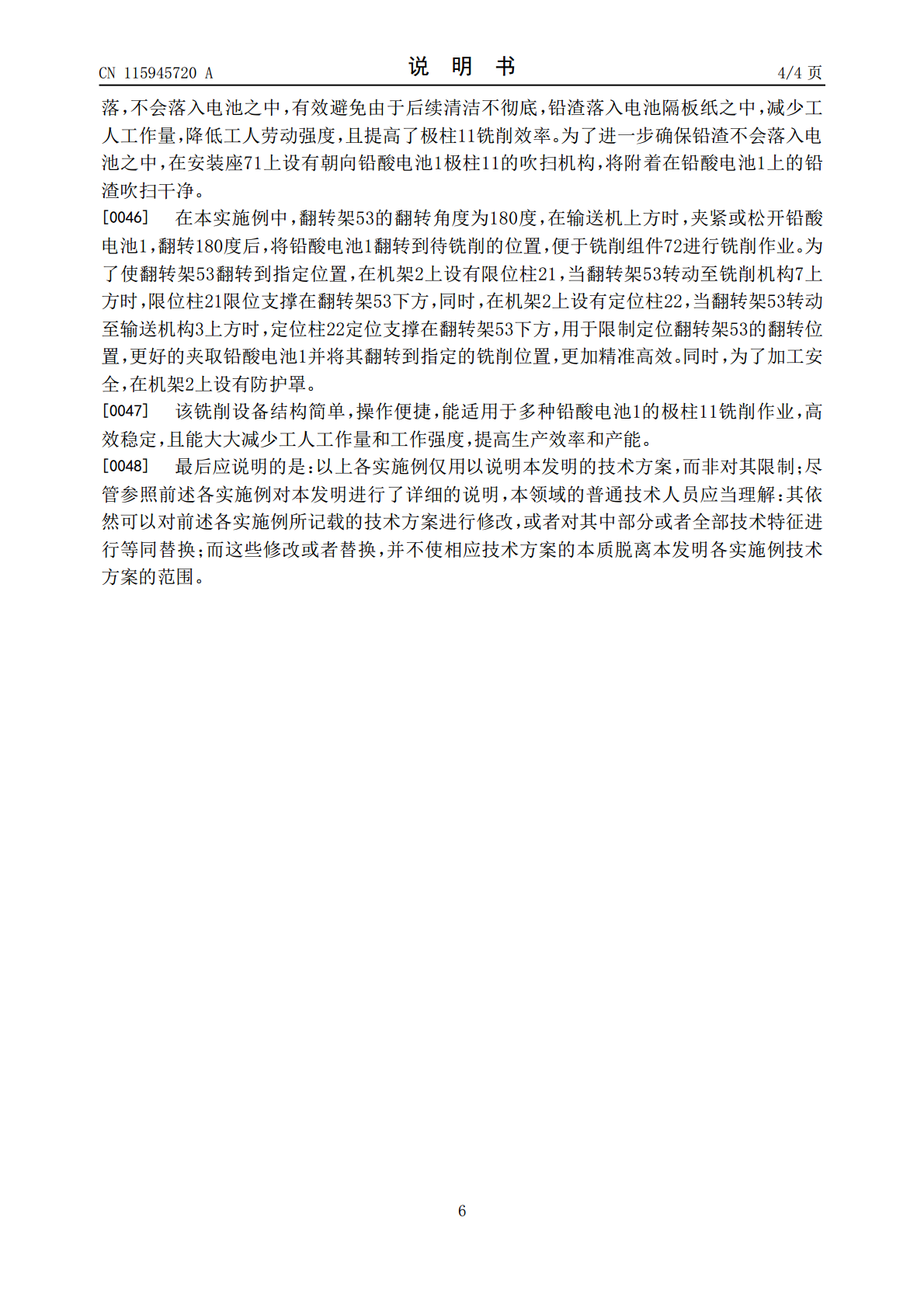
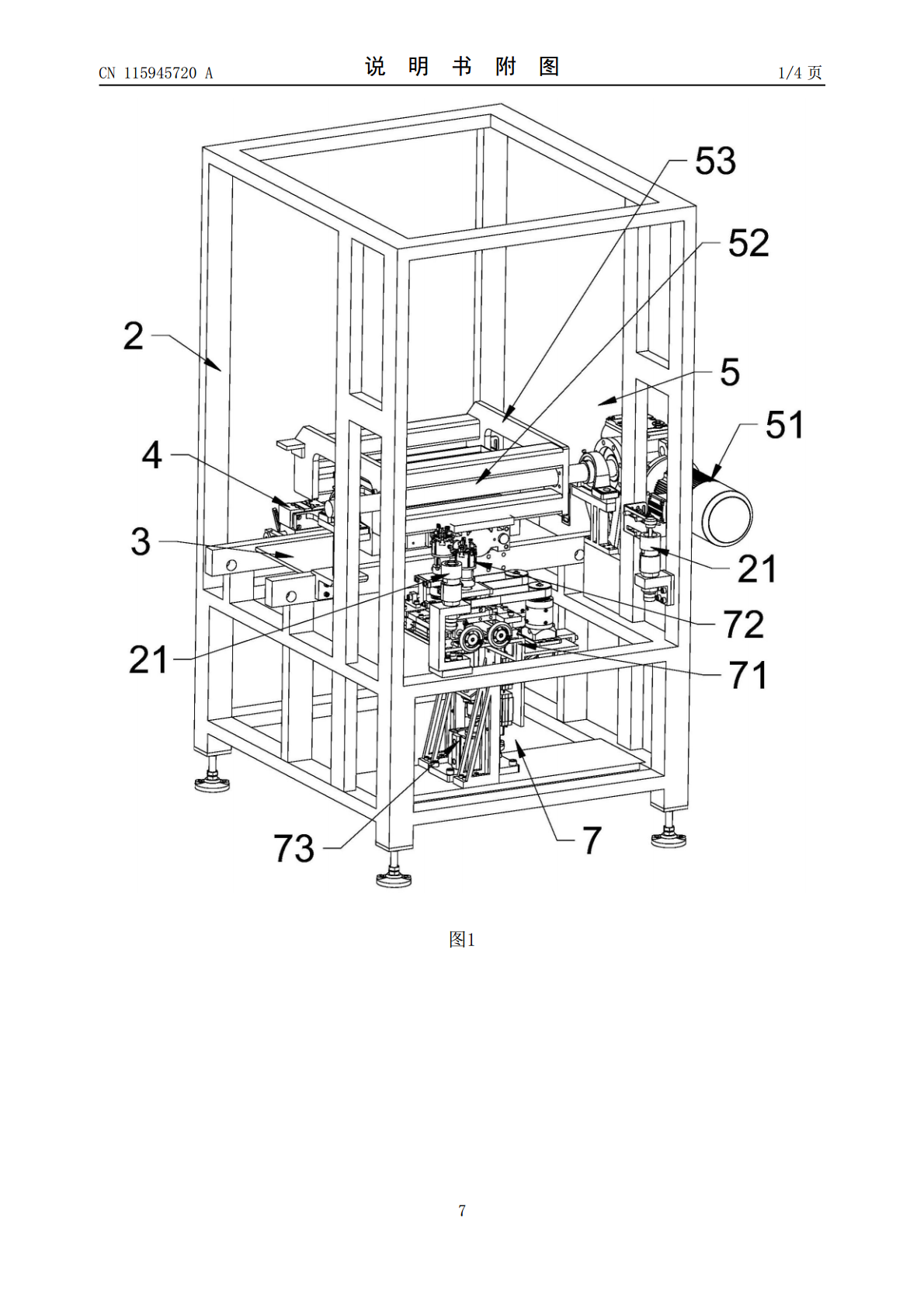
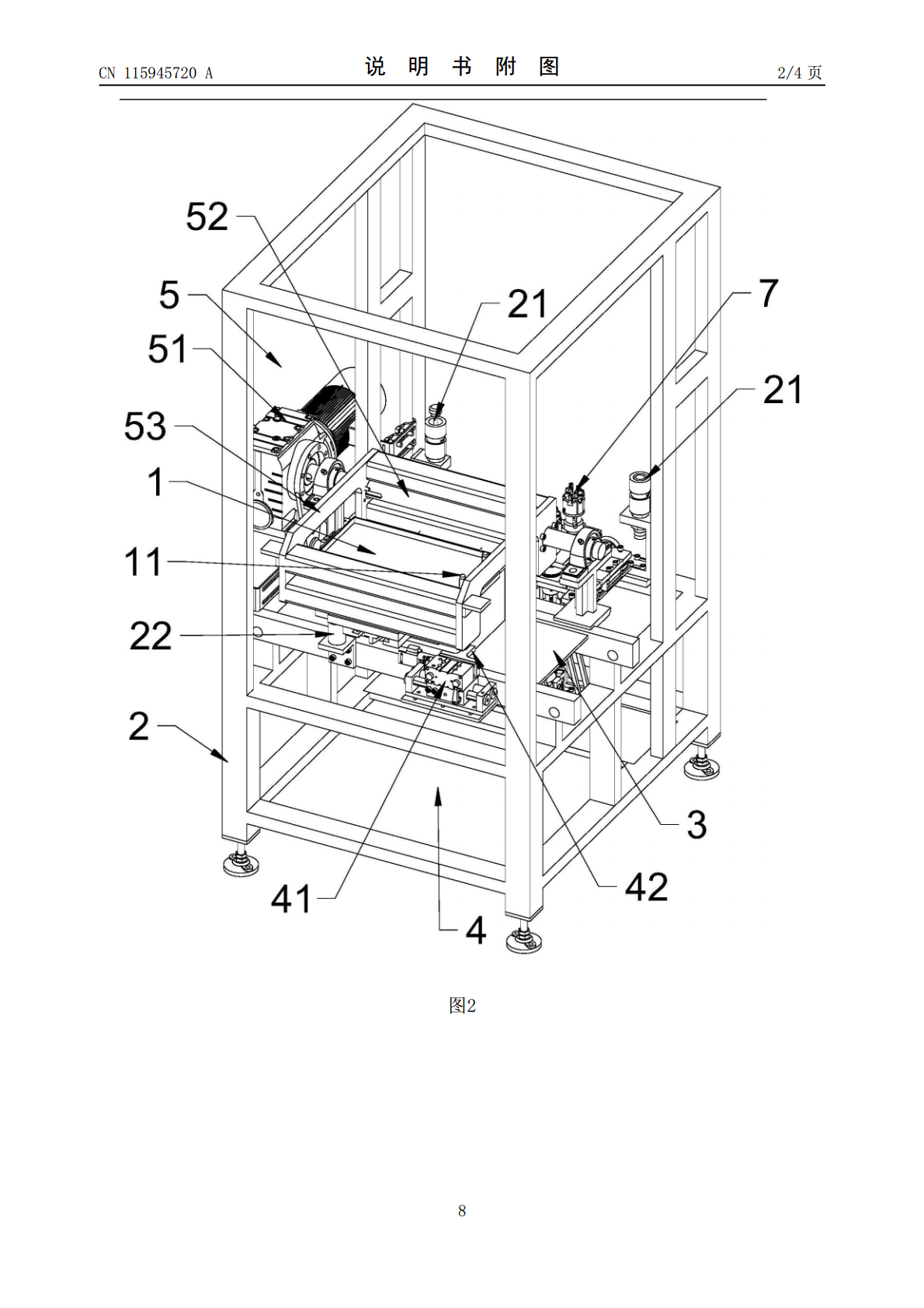
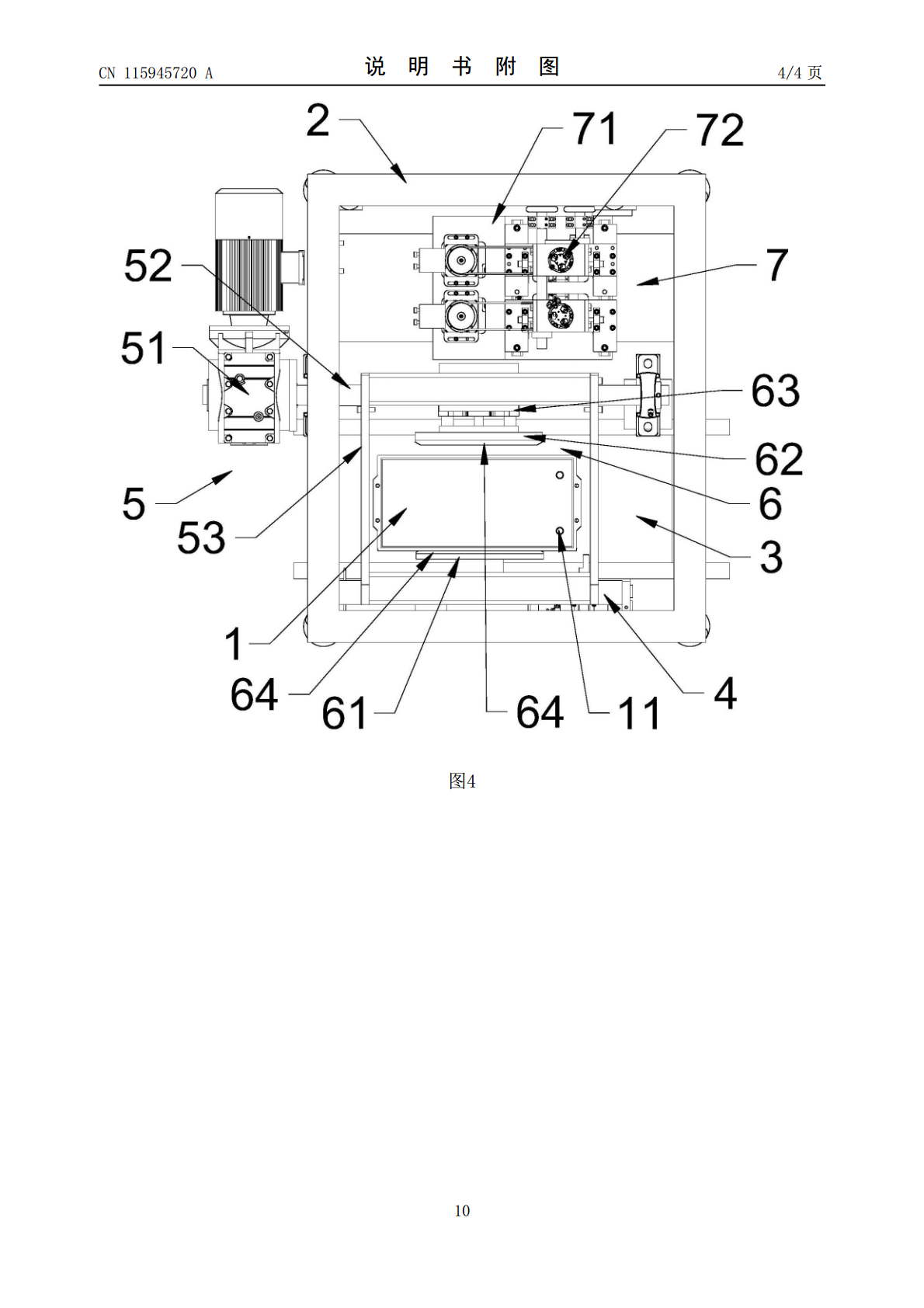
一种铅酸电池极柱铣削设备,属于铅酸蓄电池技术领域,其包括:机架;输送机构,设置在机架上,用于输送放置在其上的铅酸电池;定位机构,设置在输送机构一侧,用于定位铅酸电池;翻转机构,包括翻转电机、翻转轴和翻转架;夹紧机构,用于夹紧铅酸电池,包括限位座、夹紧座和夹紧气缸;铣削机构,朝上铣削作业的设置在机架上,位于翻转轴背离输送机构的一侧,当翻转架转动至铣削机构上方时,铣削机构的铣削刀与夹紧机构夹紧的铅酸电池底部的极柱对应。该铣削设备结构简单,操作便捷,能适用于多种铅酸电池的极柱铣削作业,高效稳定,且能大大减少工人
一种铅酸蓄电池汇流排和极柱的连续铸焊设备.pdf
本发明将由铸焊模具的升温,多片极板极耳铸造焊接,铸焊后的模具和汇流排的冷却,汇流排与铸焊模具间的脱模,脱模后的极群入槽以及模具和夹具的返回等装置组成相互独立又自动衔接的连续铸焊设备。将多个工序集中操作相加组成的生产周期分解压缩为1道工序操作生产周期时间,可大幅度提高生产效率。铸焊模具采用铅合金液温升温的装置,在熔铅炉液面下设有一个将可复数的铸焊模具用自动机械依次送入并保持在铅合金液面下升温并可依次提供铸焊的升温机构,铸焊模具温度适合铸焊要求后,再铸焊模具按照先入先出原则依次从升温机构中取出进行电池极群汇流

铅酸蓄电池内部铅极柱断裂失效原因分析与对策.docx
铅酸蓄电池内部铅极柱断裂失效原因分析与对策铅酸蓄电池是一种常见且广泛应用的蓄电池,它的内部结构主要包括正极板、负极板、电解液和隔板等。在使用过程中,铅酸蓄电池内部铅极柱断裂失效是一个常见的问题,本文将对铅酸蓄电池内部铅极柱断裂失效的原因进行分析,并提出相应的对策。首先,铅酸蓄电池内部铅极柱断裂失效的原因可以归结为以下几个方面:1.材料质量:铅极柱是铅酸蓄电池的核心组成部分,其材料质量直接影响蓄电池的性能和寿命。如果材料质量不达标,铅极柱就容易出现断裂失效的问题。2.制造工艺:制造过程中的工艺控制也是铅酸蓄

一种冲坑电池极柱结构.pdf
本实用新型涉及一种冲坑电池极柱结构,包括顶盖片(1)、极柱(2)、转接片(3)和转接保护片(4),所述的顶盖片(1)一侧通过密封钉(5)与极柱(2)过盈连接,另一侧焊接在冲坑壳体(6)上,并通过密封钉(5)连接转接片(3),所述的转接保护片(4)与转接片(3)和电芯极耳相连。与现有技术相比,本实用新型可降低框体变形,增强结构件密封性,降低结构件装配难度,提升装配效率,实现壳体与电芯转接焊。
一种方形钢壳电池的极柱焊接结构及电池.pdf
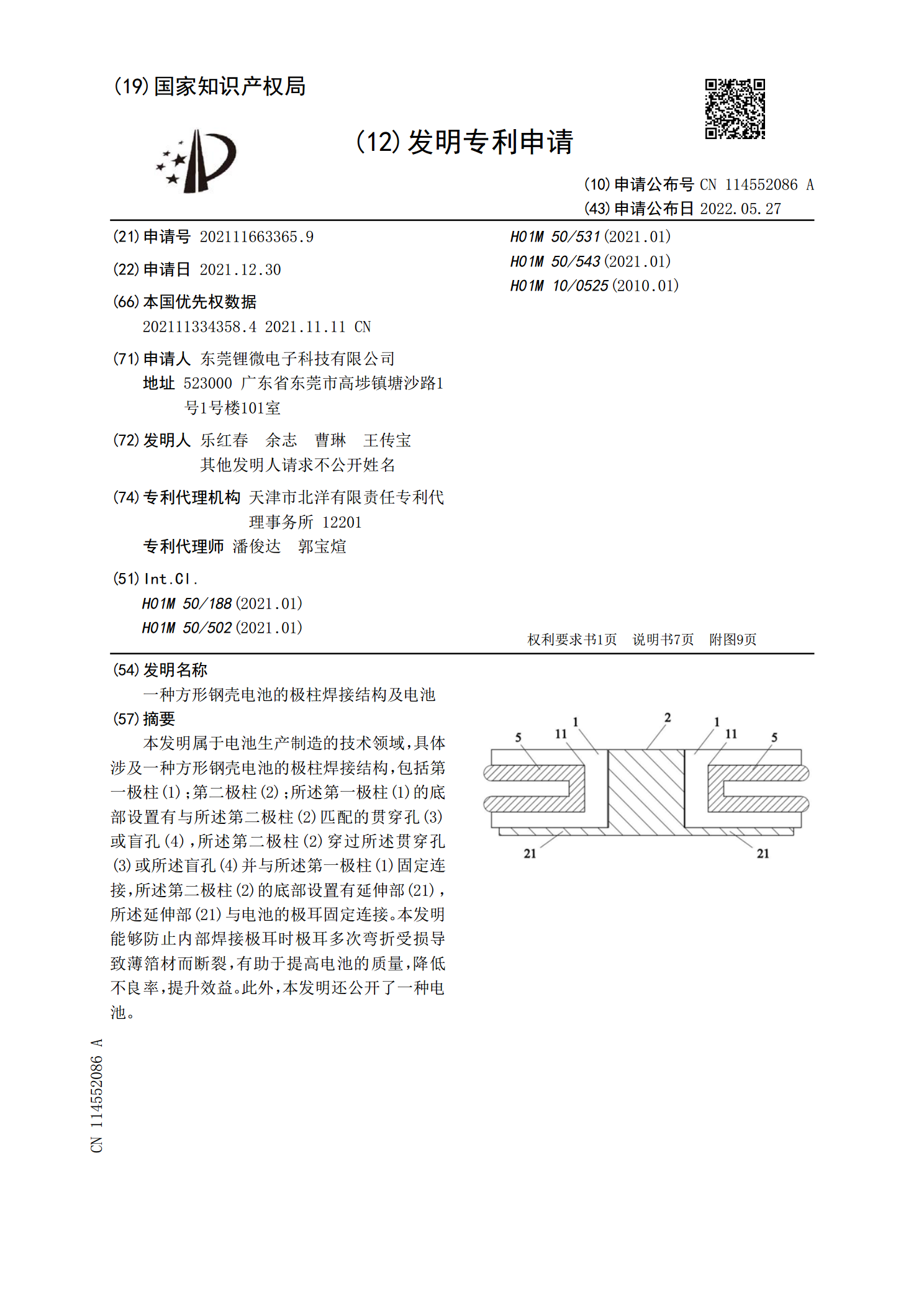
本发明属于电池生产制造的技术领域,具体涉及一种方形钢壳电池的极柱焊接结构,包括第一极柱(1);第二极柱(2);所述第一极柱(1)的底部设置有与所述第二极柱(2)匹配的贯穿孔(3)或盲孔(4),所述第二极柱(2)穿过所述贯穿孔(3)或所述盲孔(4)并与所述第一极柱(1)固定连接,所述第二极柱(2)的底部设置有延伸部(21),所述延伸部(21)与电池的极耳固定连接。本发明能够防止内部焊接极耳时极耳多次弯折受损导致薄箔材而断裂,有助于提高电池的质量,降低不良率,提升效益。此外,本发明还公开了一种电池。