
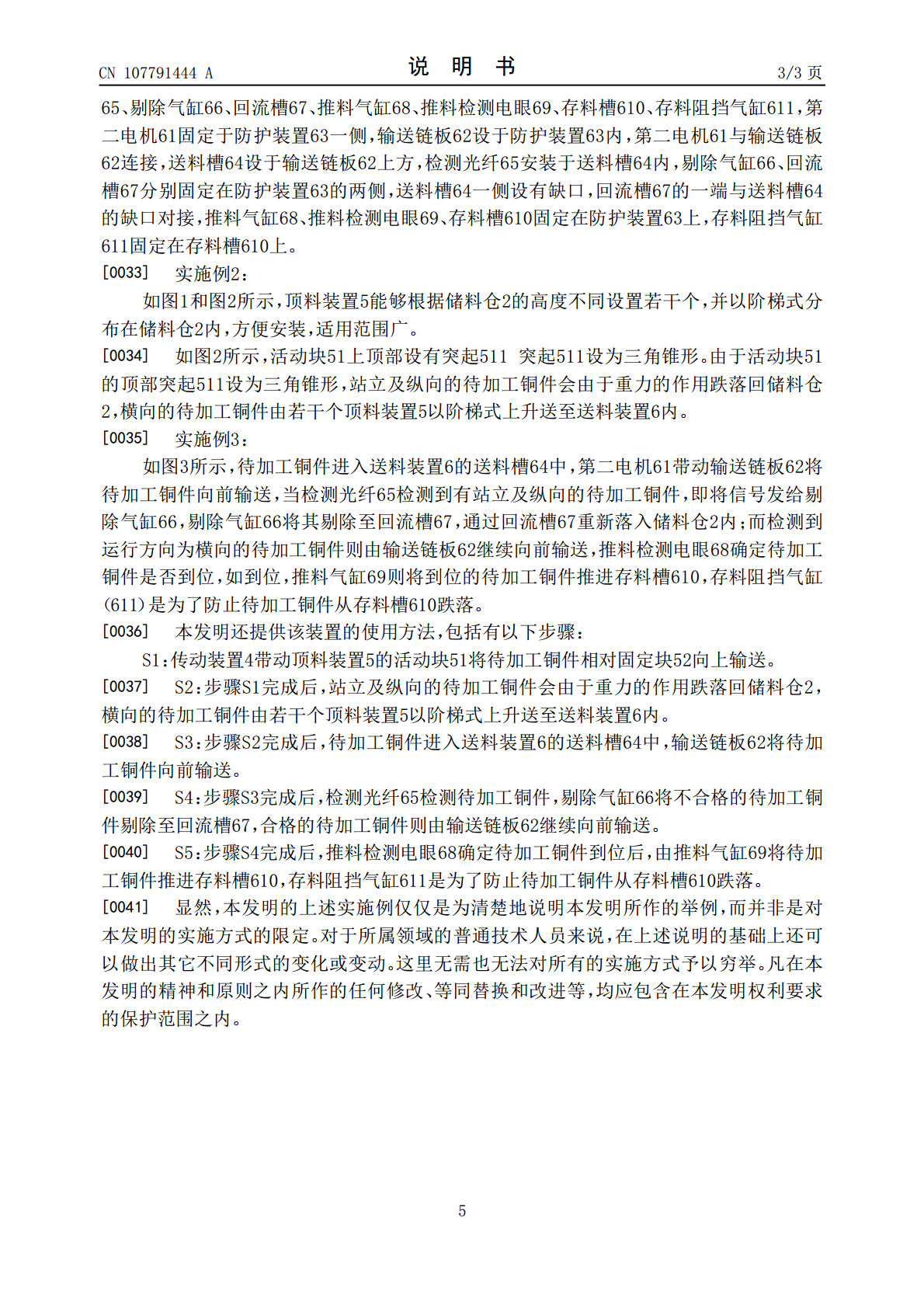
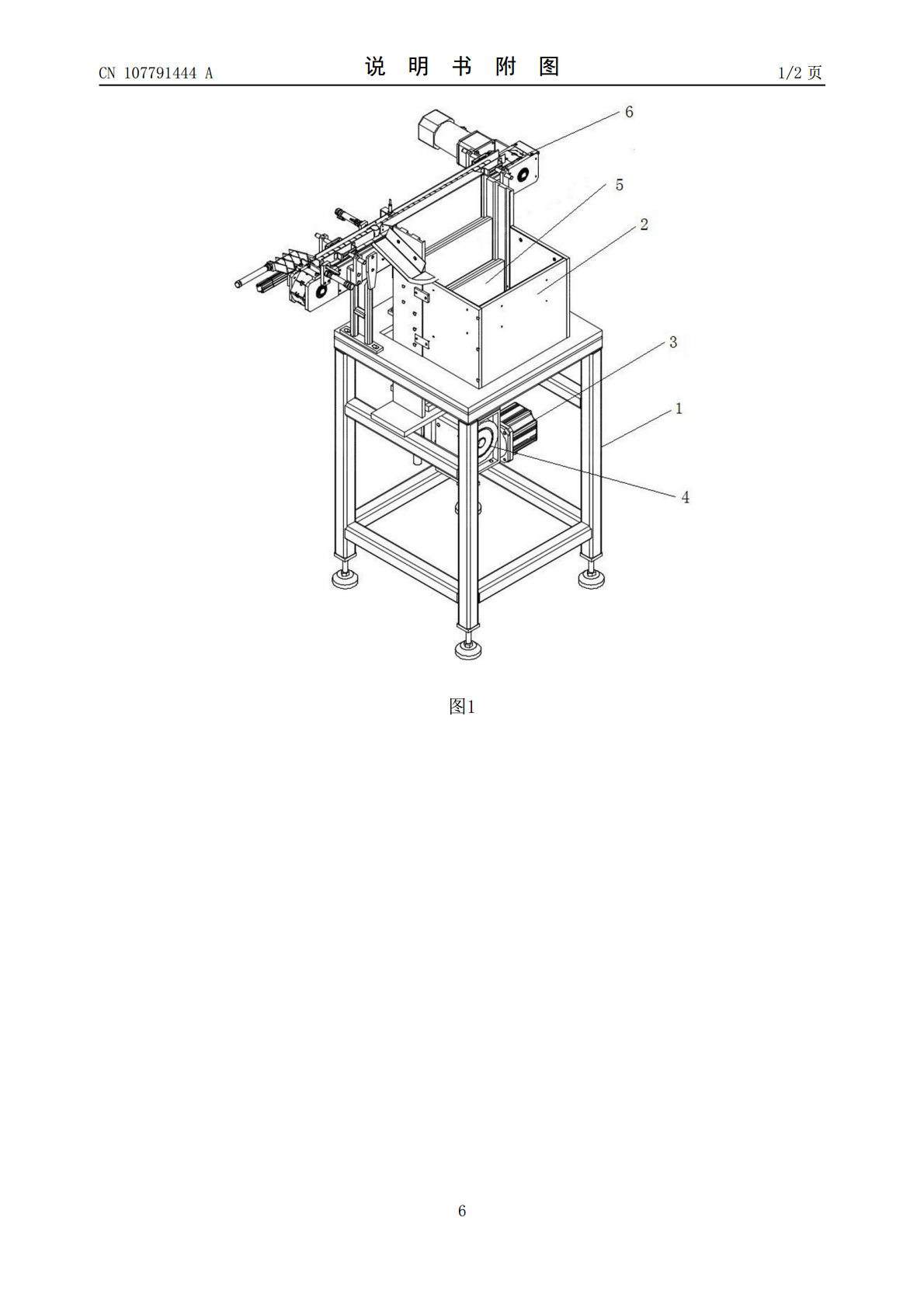
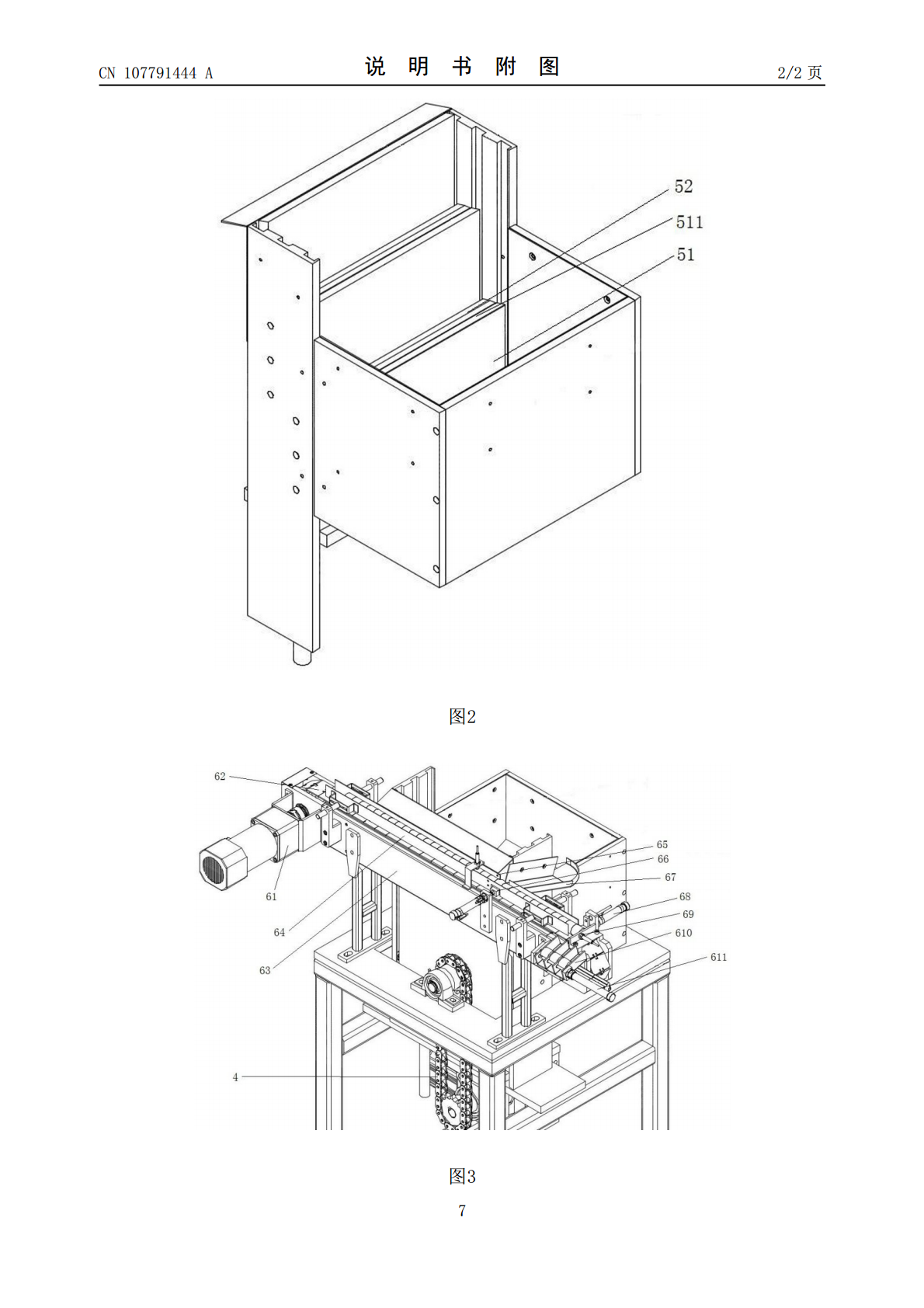
一种铜嵌件自动上料的装置及方法.pdf

一条****丹淑

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铜嵌件自动上料的装置及方法.pdf
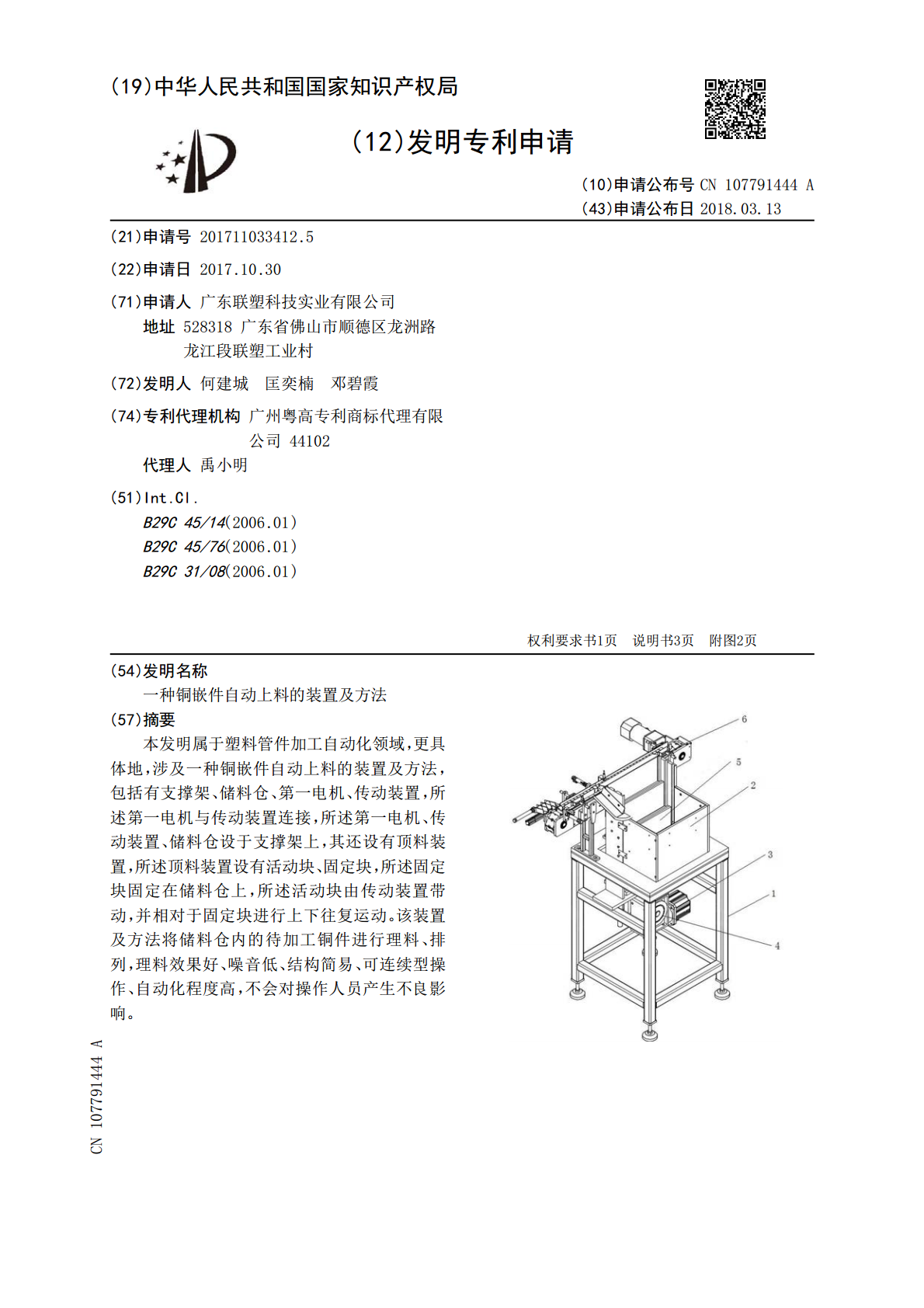
本发明属于塑料管件加工自动化领域,更具体地,涉及一种铜嵌件自动上料的装置及方法,包括有支撑架、储料仓、第一电机、传动装置,所述第一电机与传动装置连接,所述第一电机、传动装置、储料仓设于支撑架上,其还设有顶料装置,所述顶料装置设有活动块、固定块,所述固定块固定在储料仓上,所述活动块由传动装置带动,并相对于固定块进行上下往复运动。该装置及方法将储料仓内的待加工铜件进行理料、排列,理料效果好、噪音低、结构简易、可连续型操作、自动化程度高,不会对操作人员产生不良影响。
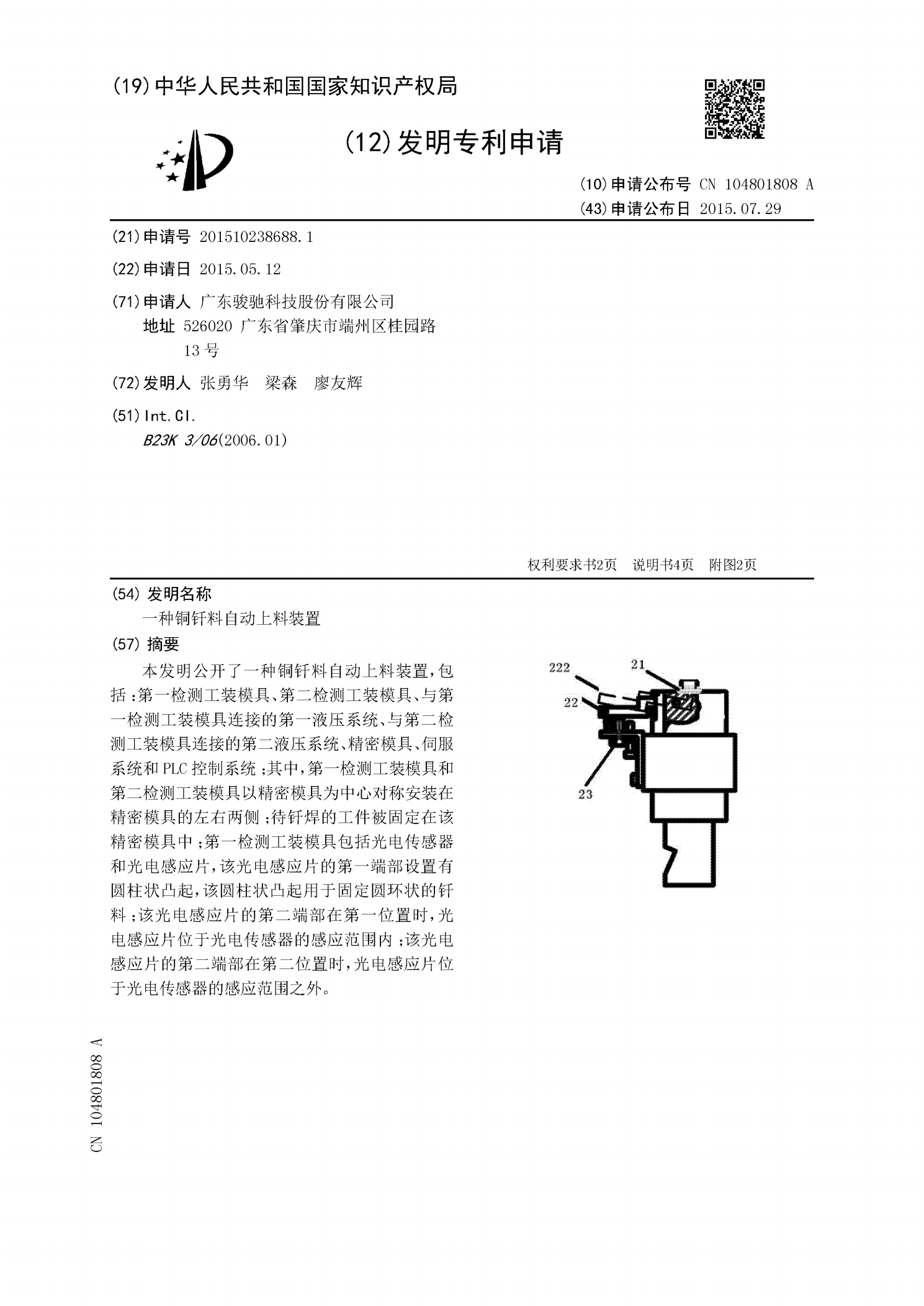
一种铜钎料自动上料装置.pdf
本发明公开了一种铜钎料自动上料装置,包括:第一检测工装模具、第二检测工装模具、与第一检测工装模具连接的第一液压系统、与第二检测工装模具连接的第二液压系统、精密模具、伺服系统和PLC控制系统;其中,第一检测工装模具和第二检测工装模具以精密模具为中心对称安装在精密模具的左右两侧;待钎焊的工件被固定在该精密模具中;第一检测工装模具包括光电传感器和光电感应片,该光电感应片的第一端部设置有圆柱状凸起,该圆柱状凸起用于固定圆环状的钎料;该光电感应片的第二端部在第一位置时,光电感应片位于光电传感器的感应范围内;该光电感
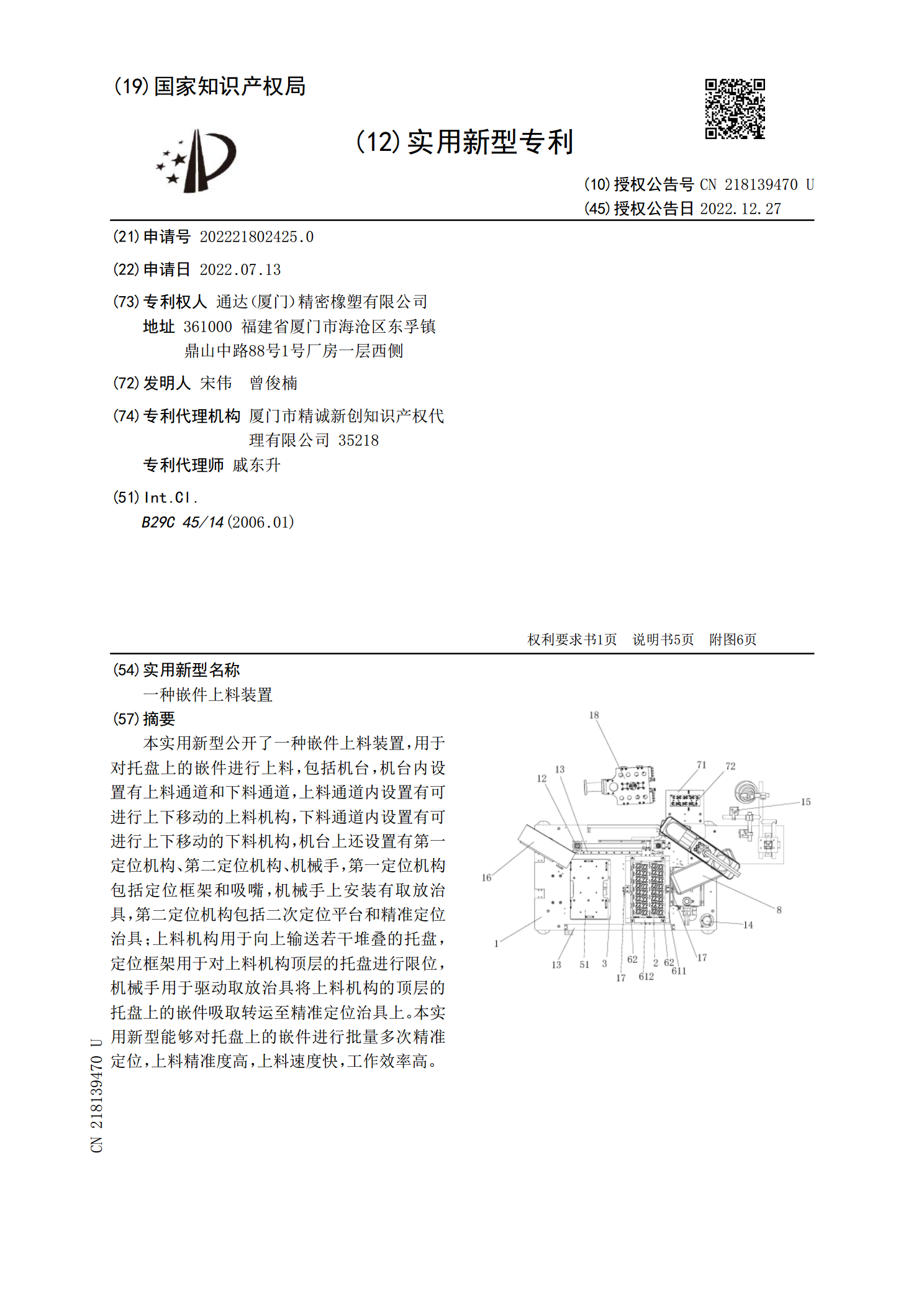
一种嵌件上料装置.pdf
本实用新型公开了一种嵌件上料装置,用于对托盘上的嵌件进行上料,包括机台,机台内设置有上料通道和下料通道,上料通道内设置有可进行上下移动的上料机构,下料通道内设置有可进行上下移动的下料机构,机台上还设置有第一定位机构、第二定位机构、机械手,第一定位机构包括定位框架和吸嘴,机械手上安装有取放治具,第二定位机构包括二次定位平台和精准定位治具;上料机构用于向上输送若干堆叠的托盘,定位框架用于对上料机构顶层的托盘进行限位,机械手用于驱动取放治具将上料机构的顶层的托盘上的嵌件吸取转运至精准定位治具上。本实用新型能够对
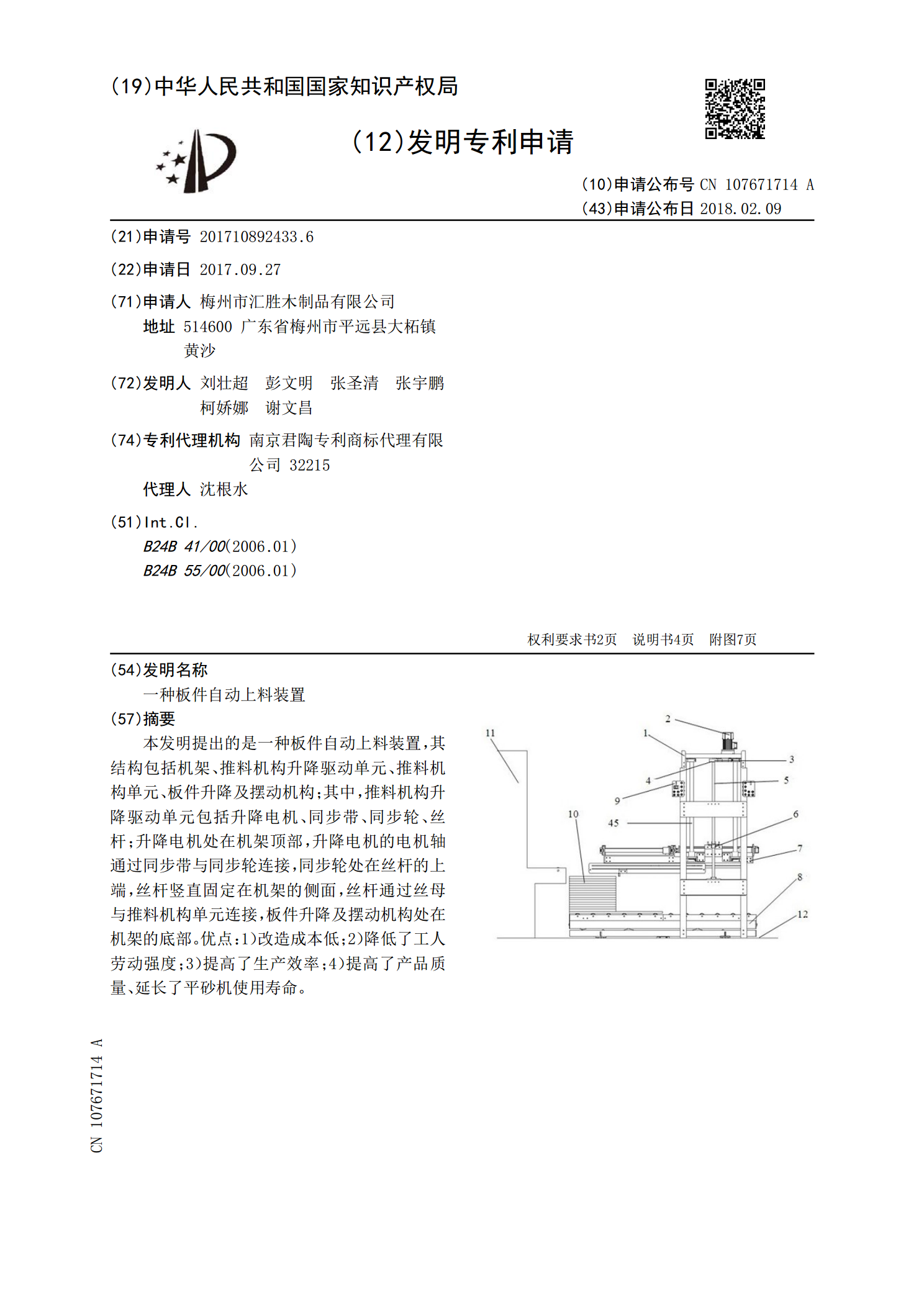
一种板件自动上料装置.pdf
本发明提出的是一种板件自动上料装置,其结构包括机架、推料机构升降驱动单元、推料机构单元、板件升降及摆动机构;其中,推料机构升降驱动单元包括升降电机、同步带、同步轮、丝杆;升降电机处在机架顶部,升降电机的电机轴通过同步带与同步轮连接,同步轮处在丝杆的上端,丝杆竖直固定在机架的侧面,丝杆通过丝母与推料机构单元连接,板件升降及摆动机构处在机架的底部。优点:1)改造成本低;2)降低了工人劳动强度;3)提高了生产效率;4)提高了产品质量、延长了平砂机使用寿命。

一种注塑铜嵌件生产用智能埋入装置和方法.pdf
本发明公开了注塑生产用埋入装置技术领域的一种注塑铜嵌件生产用智能埋入装置和方法,包括工作台,所述工作台的表面滑动连接有机械爪,所述工作台的表面设有下模具,所述模具表面开设有定位孔;本发明在进行注塑前,能够在铜嵌件端部没有螺牙的位置进行密封,有利于将不同高度的铜嵌件端部进行密封,在铜嵌件端部没有螺牙的位置进行密封,保证密封的稳定以及严密,避免密封后螺牙与密封板之间会留有间隙,在注塑过程中,会有塑胶通过间隙流入到铜嵌件的螺牙位置,凝固后会对后续的安装造成影响,随后利用三个定位板对铜嵌件进行定位,有利于使铜嵌件