
铝合金压铸件多介质风冷装置.pdf

Th****84


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

铝合金压铸件多介质风冷装置.pdf
本发明涉及一种铝合金压铸件多介质风冷装置,轴流风机固定在风机支撑板上,风机支撑板两侧通过螺栓连接在多工位可调节工作面板上,多工位可调节工作面板通过螺栓固定在风机支撑架上,风机支撑板通过改变螺栓与多工位可调节工作面板的连接位置,来实现轴流风机的高度和角度的调节,轴流风机上方连通冷风机风管或轴流风机与压铸工件中间加入喷嘴雾化器,实现多种介质的切换;工件台置于风机支撑架内,并位于轴流风机下面,工件台上通过定位夹具固定压铸工件,并通过热电偶固定装置连接测温装置,多个测温装置置于压铸工件底部难冷却的部位上,测温装置
一种铝合金压铸件多介质风冷冷却装置.pdf
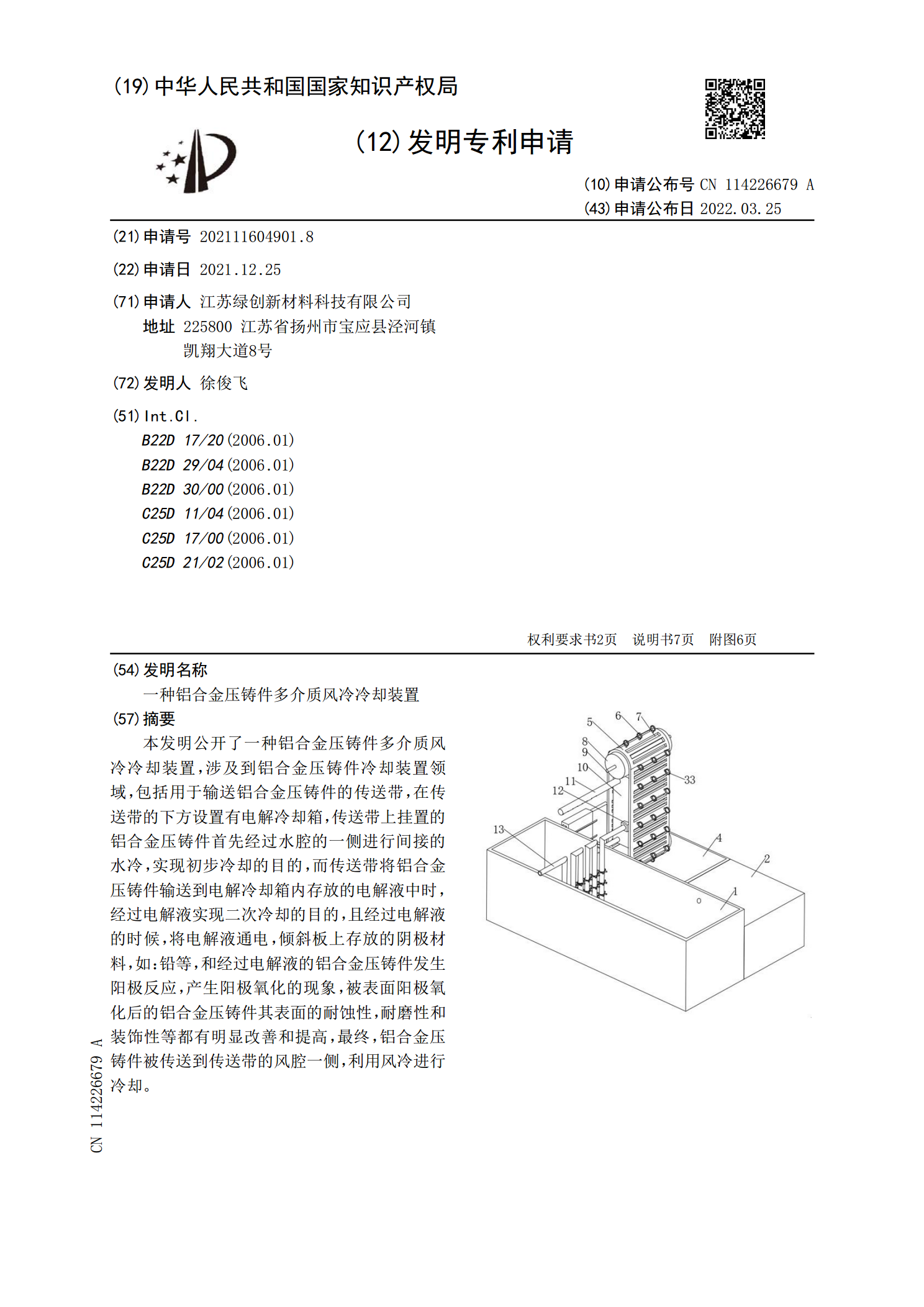
本发明公开了一种铝合金压铸件多介质风冷冷却装置,涉及到铝合金压铸件冷却装置领域,包括用于输送铝合金压铸件的传送带,在传送带的下方设置有电解冷却箱,传送带上挂置的铝合金压铸件首先经过水腔的一侧进行间接的水冷,实现初步冷却的目的,而传送带将铝合金压铸件输送到电解冷却箱内存放的电解液中时,经过电解液实现二次冷却的目的,且经过电解液的时候,将电解液通电,倾斜板上存放的阴极材料,如:铅等,和经过电解液的铝合金压铸件发生阳极反应,产生阳极氧化的现象,被表面阳极氧化后的铝合金压铸件其表面的耐蚀性,耐磨性和装饰性等都有明

一种铝合金压铸件风冷装置.pdf
本发明公开了一种铝合金压铸件风冷装置,包含风冷箱,所述风冷箱的内侧下端轴承连接有底座,所述风冷箱的上端固定安装有旋转电机,所述旋转电机的下侧轴端固定安装有压紧装置,所述风冷箱的上端固定安装有温控装置,所述风冷箱的内侧左端固定安装有吹风管,所述吹风管与温控装置管路连接,所述风冷箱的上端左侧固定安装有调节电机,所述风冷箱的内侧设置有局部冷却装置,所述调节电机与局部冷却装置转矩连接,所述旋转电机的上侧轴端固定连接有编码器,所述局部冷却装置包括调节螺杆,所述调节螺杆的上下两端与风冷箱的内侧轴承连接,所述调节螺杆的

一种铝合金压铸件的压铸装置及方法.pdf
本发明公开了一种铝合金压铸件的压铸装置及方法,属于压铸技术领域,本发明可以通过在模具内设置可移动的消气筒,利用在浇注铝合金熔体后,移动至熔体内进行吸气处理,其在预热处理后实现与外界的开放连通,内部的控气球可以与空气中的氧气进行化学反应消耗,使得消气筒内气压迅速降低,在其吸收到熔体内残留的空气时,气压恢复正常,控气球也会恢复为正常尺寸,从而出现磁场相互作用,迫使控气球外移并挤压隔离层膨胀与熔体进行交互,一方面挤压存在的气泡破裂,另一方面提高熔体的流动性来增加对空气的吸收效果,进而实现对熔体内空气的消除,改善

一种逆变器铝合金压铸件的加工成型装置.pdf
本发明公开了一种逆变器铝合金压铸件的加工成型装置,包括箱体、底架、底板、支柱、打磨结构、电动机、矩形槽、集尘罩、检修门、控制开关和电源线,本发明通过优化设置了打磨结构,在大皮带轮和小皮带轮的作用下使打磨带转动对铝合金压铸件进行打磨,小皮带轮通过传动皮带带动主动锥齿轮转动,主动锥齿轮通过从动锥齿轮使转轴杆带动打磨头在护套内转动,从而通过打磨头对铝合金压铸件的不规则处进行打磨,节省了多次操作产生的人力物力浪费,且加快了产品的加工效率。