
铁氧体零件加工治具和铁氧体零件加工工艺.pdf

雨巷****彦峰


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

铁氧体零件加工治具和铁氧体零件加工工艺.pdf
本发明公开一种铁氧体零件加工治具和铁氧体零件加工工艺,其中,铁氧体零件加工治具包括治具主体,治具主体具有相互背离的第一安装面和第二安装面,第一安装面和第二安装面平行设置;第一安装面设有安装位和定位结构,安装位和定位结构用于供待加工料板定位安装;第二安装面设有相间隔的多个定位部,定位部具有垂直于第二安装面的加工轴线,多个定位部在第一安装面上的正投影均位于安装位内;治具主体通过一个或多个定位部可拆卸地定位安装于加工设备的旋转结构,将治具主体通过定位部定位安装于加工设备的旋转结构上时,定位部的加工轴线与旋转结构

精密汽车零件加工固定治具.pdf
本发明揭示了精密汽车零件加工固定治具,包括至少一竖板,所述竖板的前端面上设置有至少一个第一固定工位,所述第一固定工位包括与工件的一个侧面的轮廓匹配的第一仿形卡槽以及可将工件固定在所述第一仿形卡槽中的浮动压紧机构,所述浮动压紧机构的压头可以根据与工件接触位置的轮廓转动。本发明设计精巧,结构简单,通过仿形卡槽实现工件的限位,结合可转动的压块对工件施压使其固定在仿形卡槽中,由于压块可以转动,因此在与工件的表面接触时,能够根据工件的轮廓转动调整,从而与工件表面结合的更加紧密,提高契合度,进而改善装夹的牢靠性和有效

汽车零件加工用旋转治具.pdf
本发明公开了一种汽车零件加工用旋转治具,包括治具本体、底座和四轴分度盘,所述治具本体内设有供待加工产品置入并定位的腔体,且待加工产品的待加工部位裸露于所述治具本体外,该治具本体固定于所述底座上,该底座可拆卸固定于所述四轴分度盘上,该四轴分度盘内设电机和齿轮,电机通过齿轮咬合带动所述底座及治具本体绕产品轴线旋转。该汽车零件加工用旋转治具,能够实现一次装夹多次加工,效率大大提升,同时加工质量也提升。

一种半导体零件加工治具.pdf
本发明涉及半导体加工设备技术领域,公开了一种半导体零件加工治具,包括加工台,设置在加工台上表面的立板,设置在立板一侧的横板,以及设置在横板上端的推移组件,横板的外表面上贯穿设置有挤胶机构,加工台的上表面设置有辅助机构和外接机构,加工台的上方设置有放置机构,将半导体产品放在放置槽内部,在完成一个面后,旋转转动杆,使放置板旋转一周,在转动同时,使得电磁板A与电磁板B带上相反磁性,从而使内板下移,内杆随之下移,在转动后,使得电磁板A与电磁板B带上相同磁性,内杆上移,磁吸板与放置板磁性连接,再次完成对放置板的支撑
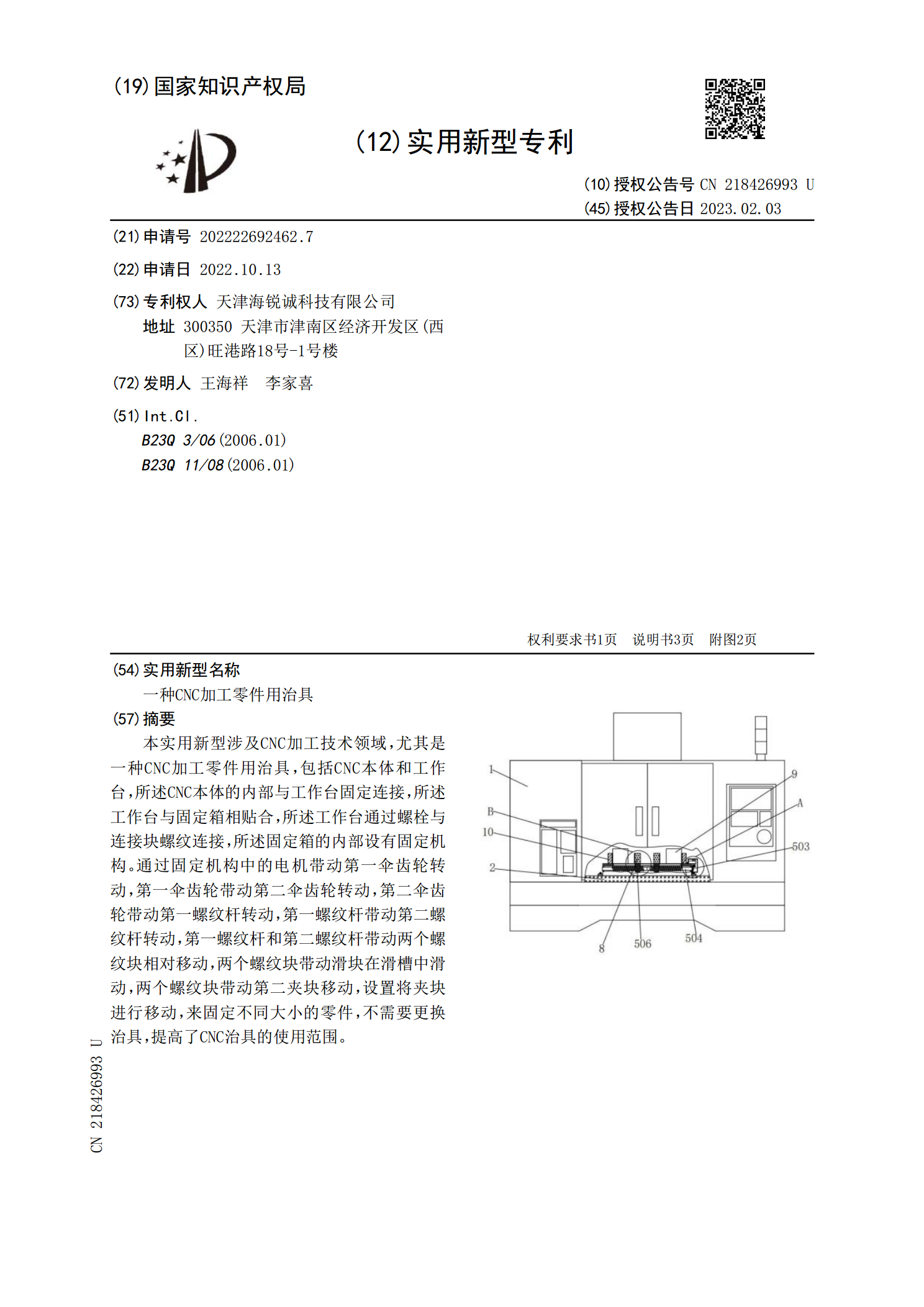
一种CNC加工零件用治具.pdf
本实用新型涉及CNC加工技术领域,尤其是一种CNC加工零件用治具,包括CNC本体和工作台,所述CNC本体的内部与工作台固定连接,所述工作台与固定箱相贴合,所述工作台通过螺栓与连接块螺纹连接,所述固定箱的内部设有固定机构。通过固定机构中的电机带动第一伞齿轮转动,第一伞齿轮带动第二伞齿轮转动,第二伞齿轮带动第一螺纹杆转动,第一螺纹杆带动第二螺纹杆转动,第一螺纹杆和第二螺纹杆带动两个螺纹块相对移动,两个螺纹块带动滑块在滑槽中滑动,两个螺纹块带动第二夹块移动,设置将夹块进行移动,来固定不同大小的零件,不需要更换治