
自动打钉装置及其打钉方法.pdf

努力****南绿


1/10

2/10
3/10
4/10
5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
自动打钉装置及其打钉方法.pdf
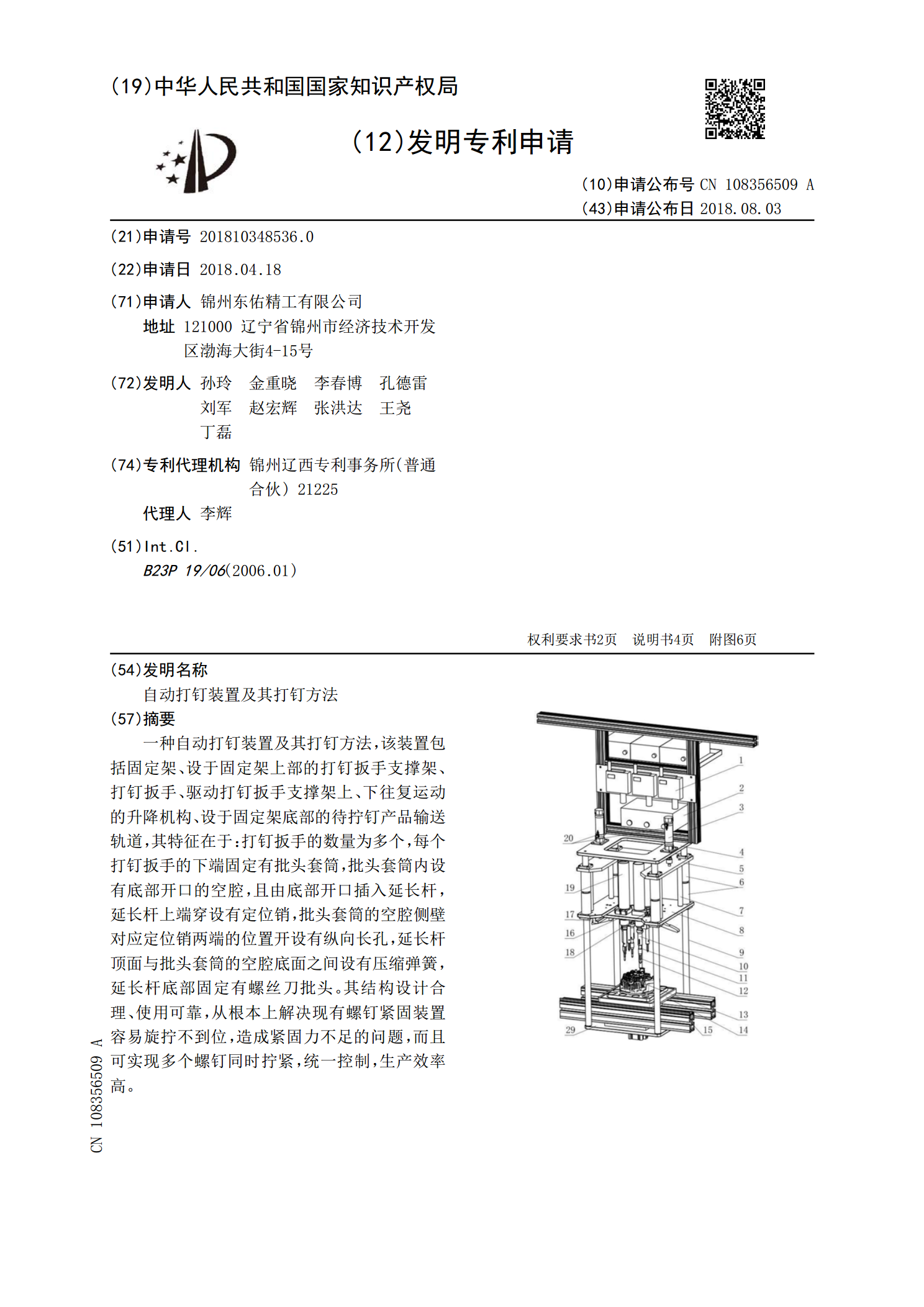
一种自动打钉装置及其打钉方法,该装置包括固定架、设于固定架上部的打钉扳手支撑架、打钉扳手、驱动打钉扳手支撑架上、下往复运动的升降机构、设于固定架底部的待拧钉产品输送轨道,其特征在于:打钉扳手的数量为多个,每个打钉扳手的下端固定有批头套筒,批头套筒内设有底部开口的空腔,且由底部开口插入延长杆,延长杆上端穿设有定位销,批头套筒的空腔侧壁对应定位销两端的位置开设有纵向长孔,延长杆顶面与批头套筒的空腔底面之间设有压缩弹簧,延长杆底部固定有螺丝刀批头。其结构设计合理、使用可靠,从根本上解决现有螺钉紧固装置容易旋拧不

自动送钉打钉系统.pdf
本发明公开了一种自动送钉打钉系统,包括第一固定板、钉条盒组件、推钉机构和取钉组件,钉条盒组件用于容纳钉条,推钉机构将钉条从钉条盒的下部向上部推动,取钉机构用于将钉条从钉条盒内取出送到预定位置。本发明通过取钉机构中取钉头把钉条从钉条盒中取出,旋转机构旋转一定的角度,旋转机构带动连接杆,连接杆带动取钉头,将钉条送到预定的位置,打钉枪在三个直线模组的联动下,被送到钉条的位置,取走钉条并继续打钉,将鞋中底和鞋楦固定在一起,随着钉条的取出,钉条盒内的钉条越来越少,推钉气缸推动推钉板在钉条盒内向上滑动,将剩余的钉条向
打钉装置.pdf
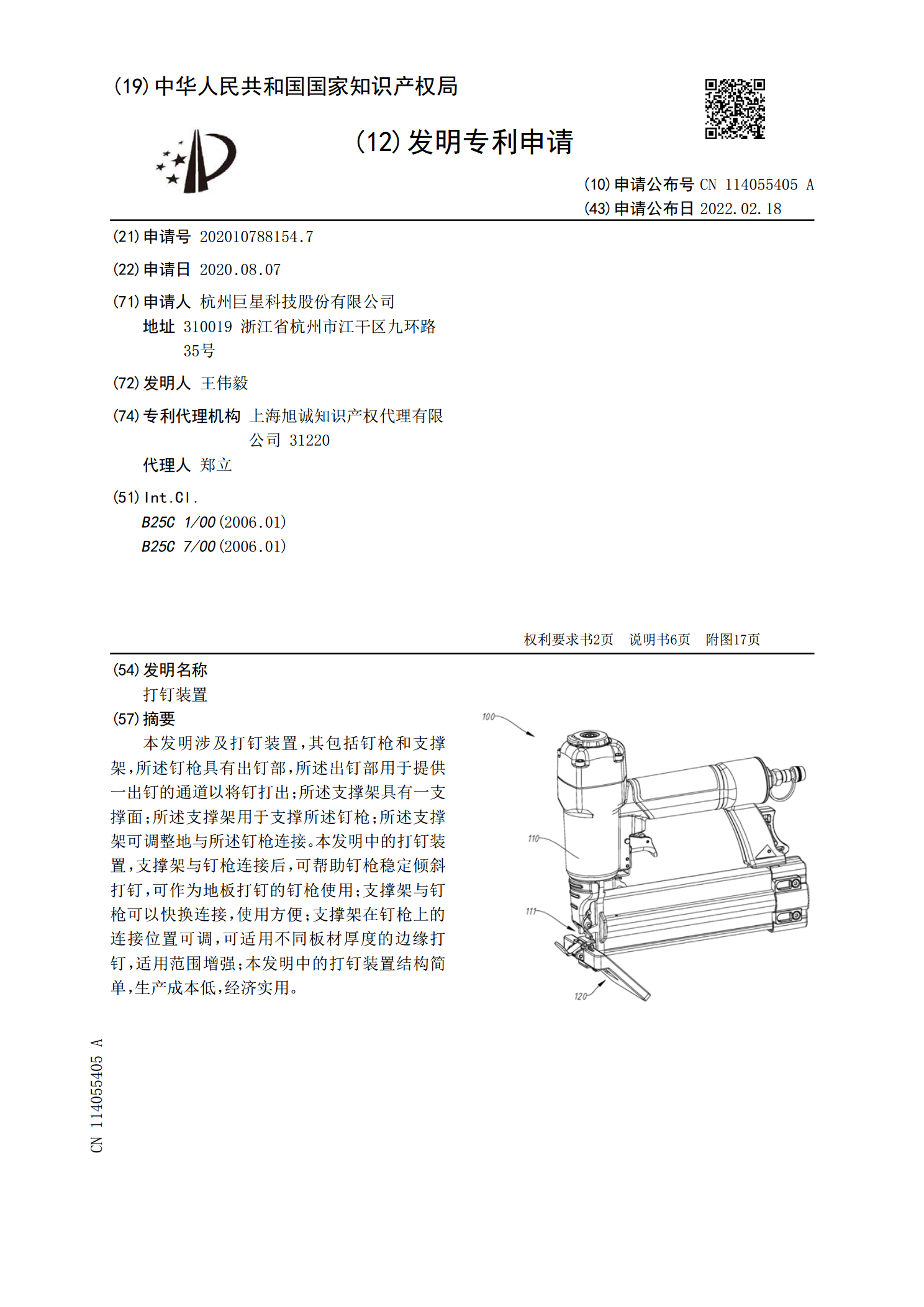
本发明涉及打钉装置,其包括钉枪和支撑架,所述钉枪具有出钉部,所述出钉部用于提供一出钉的通道以将钉打出;所述支撑架具有一支撑面;所述支撑架用于支撑所述钉枪;所述支撑架可调整地与所述钉枪连接。本发明中的打钉装置,支撑架与钉枪连接后,可帮助钉枪稳定倾斜打钉,可作为地板打钉的钉枪使用;支撑架与钉枪可以快换连接,使用方便;支撑架在钉枪上的连接位置可调,可适用不同板材厚度的边缘打钉,适用范围增强;本发明中的打钉装置结构简单,生产成本低,经济实用。
打钉装置.pdf
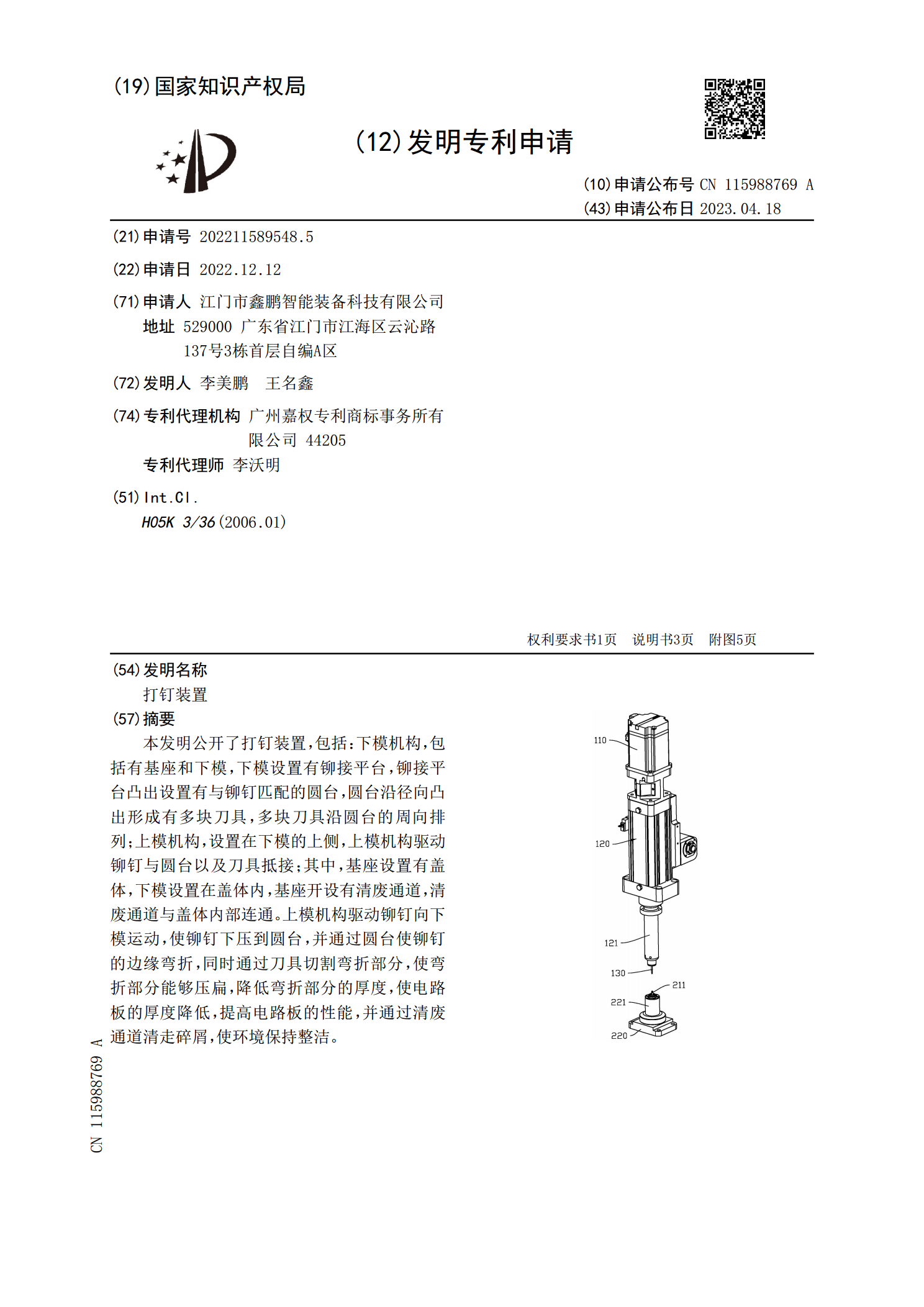
本发明公开了打钉装置,包括:下模机构,包括有基座和下模,下模设置有铆接平台,铆接平台凸出设置有与铆钉匹配的圆台,圆台沿径向凸出形成有多块刀具,多块刀具沿圆台的周向排列;上模机构,设置在下模的上侧,上模机构驱动铆钉与圆台以及刀具抵接;其中,基座设置有盖体,下模设置在盖体内,基座开设有清废通道,清废通道与盖体内部连通。上模机构驱动铆钉向下模运动,使铆钉下压到圆台,并通过圆台使铆钉的边缘弯折,同时通过刀具切割弯折部分,使弯折部分能够压扁,降低弯折部分的厚度,使电路板的厚度降低,提高电路板的性能,并通过清废通道清
一种自动打钉装置.pdf
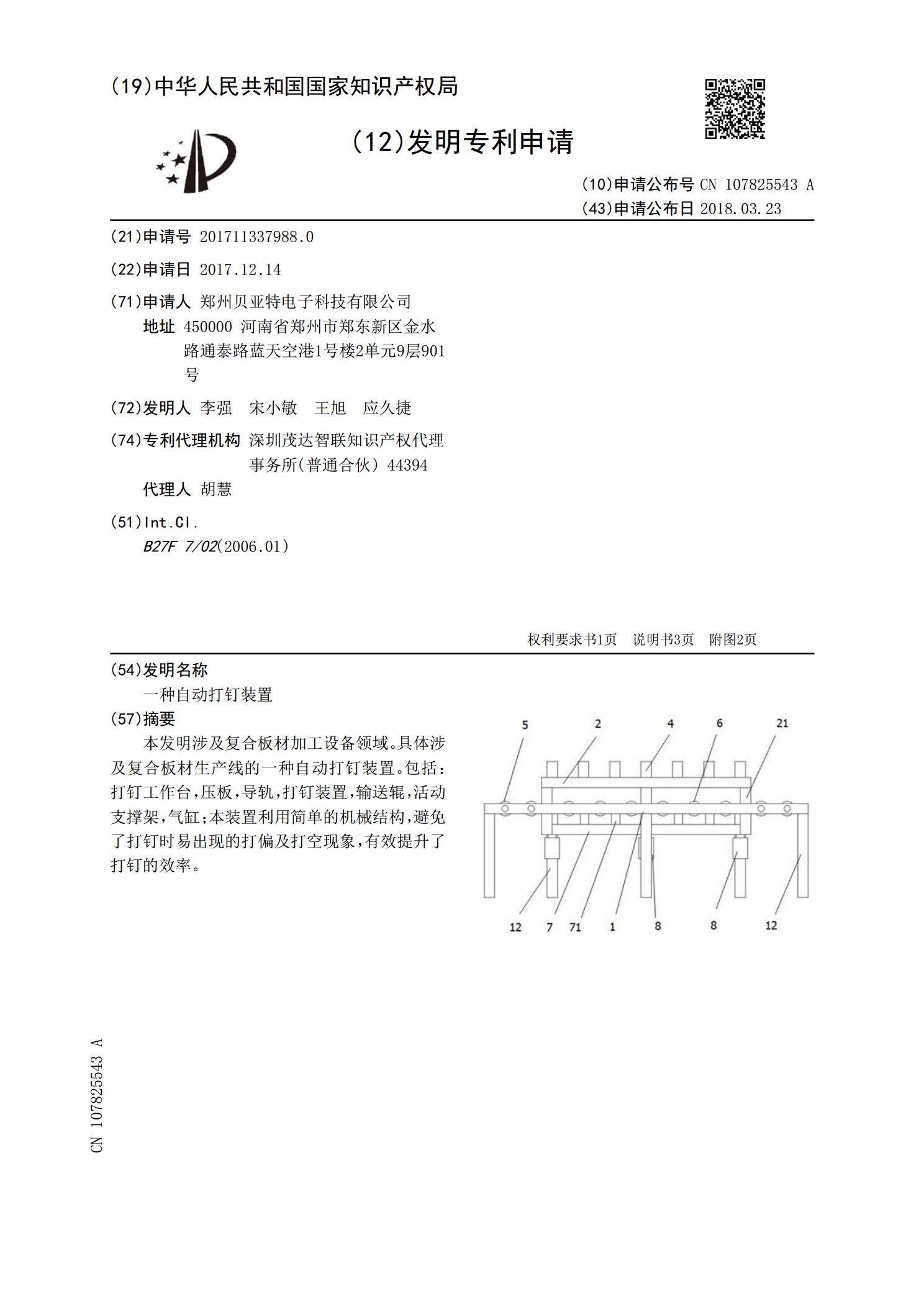
本发明涉及复合板材加工设备领域。具体涉及复合板材生产线的一种自动打钉装置。包括:打钉工作台,压板,导轨,打钉装置,输送辊,活动支撑架,气缸;本装置利用简单的机械结构,避免了打钉时易出现的打偏及打空现象,有效提升了打钉的效率。