
组装圆管工字钢的焊接胎具.pdf

书生****文章

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
组装圆管工字钢的焊接胎具.pdf
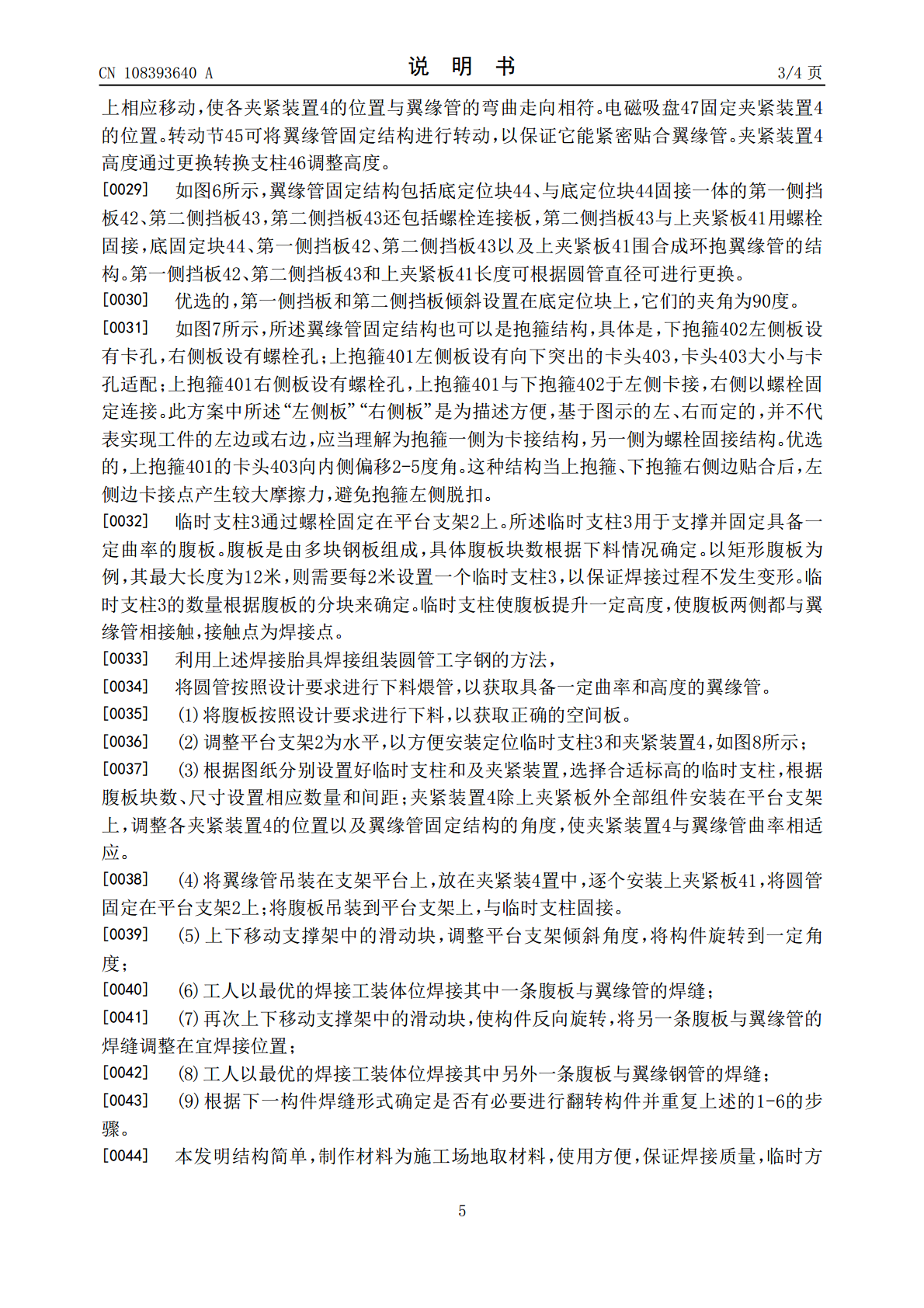
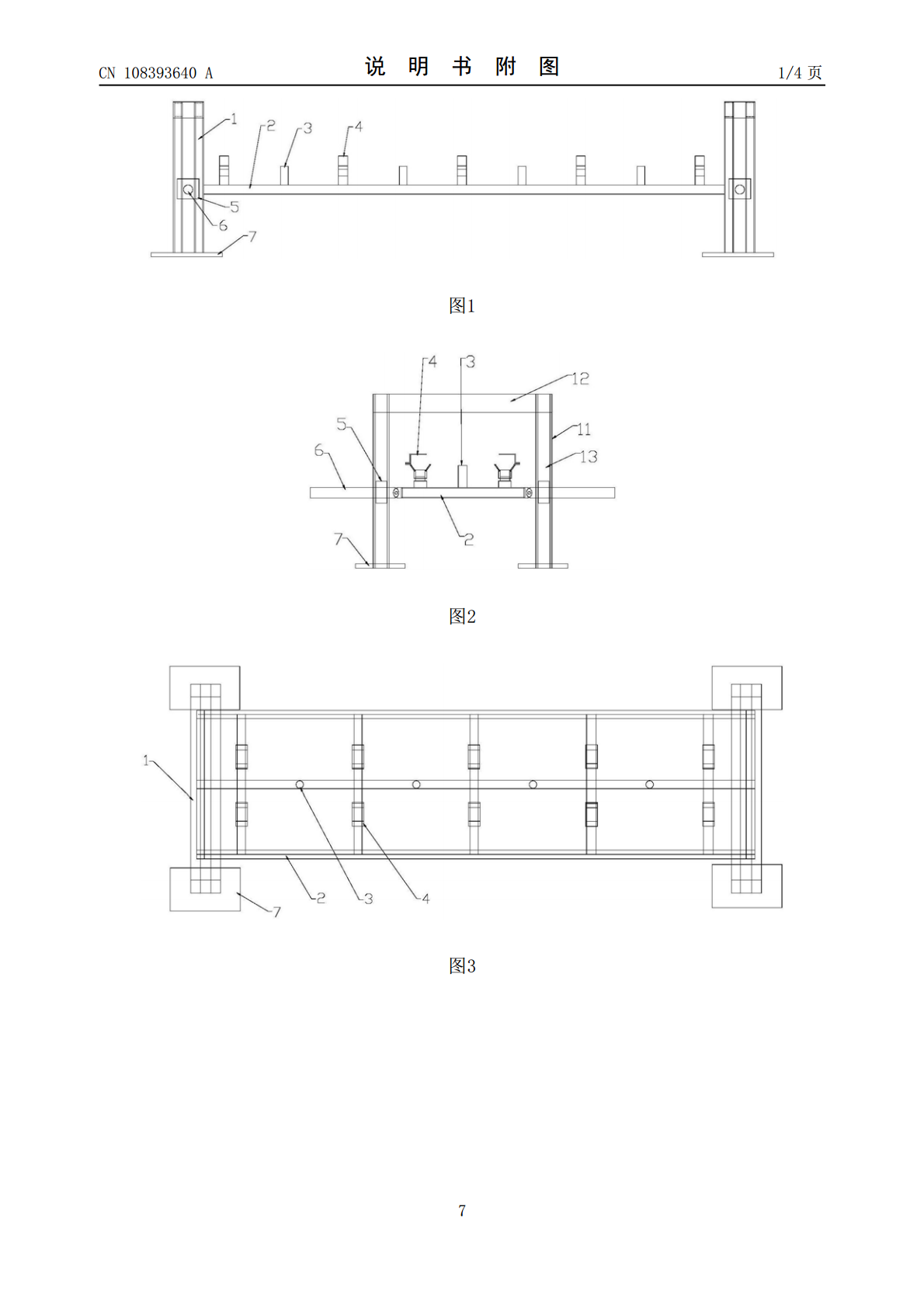
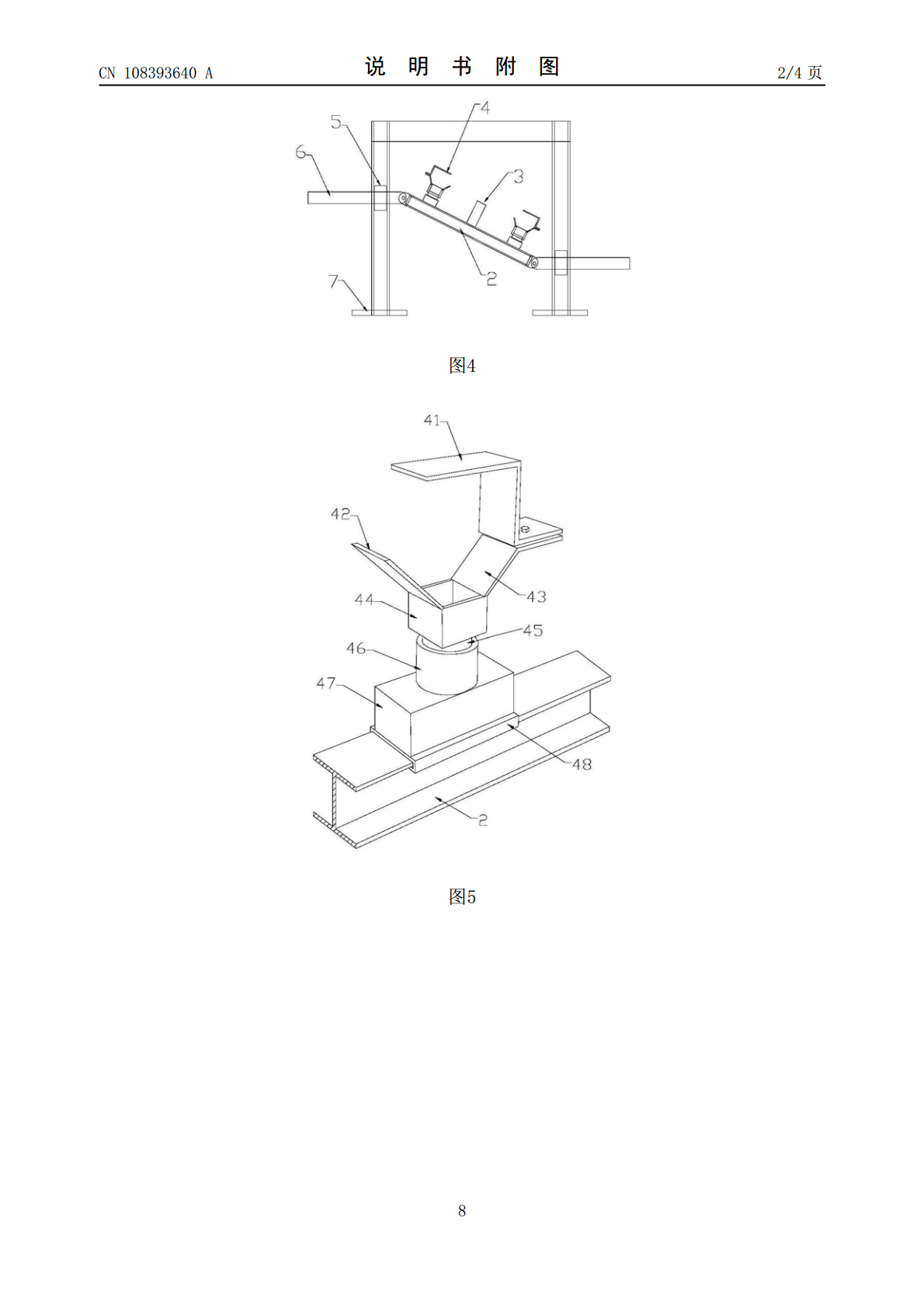
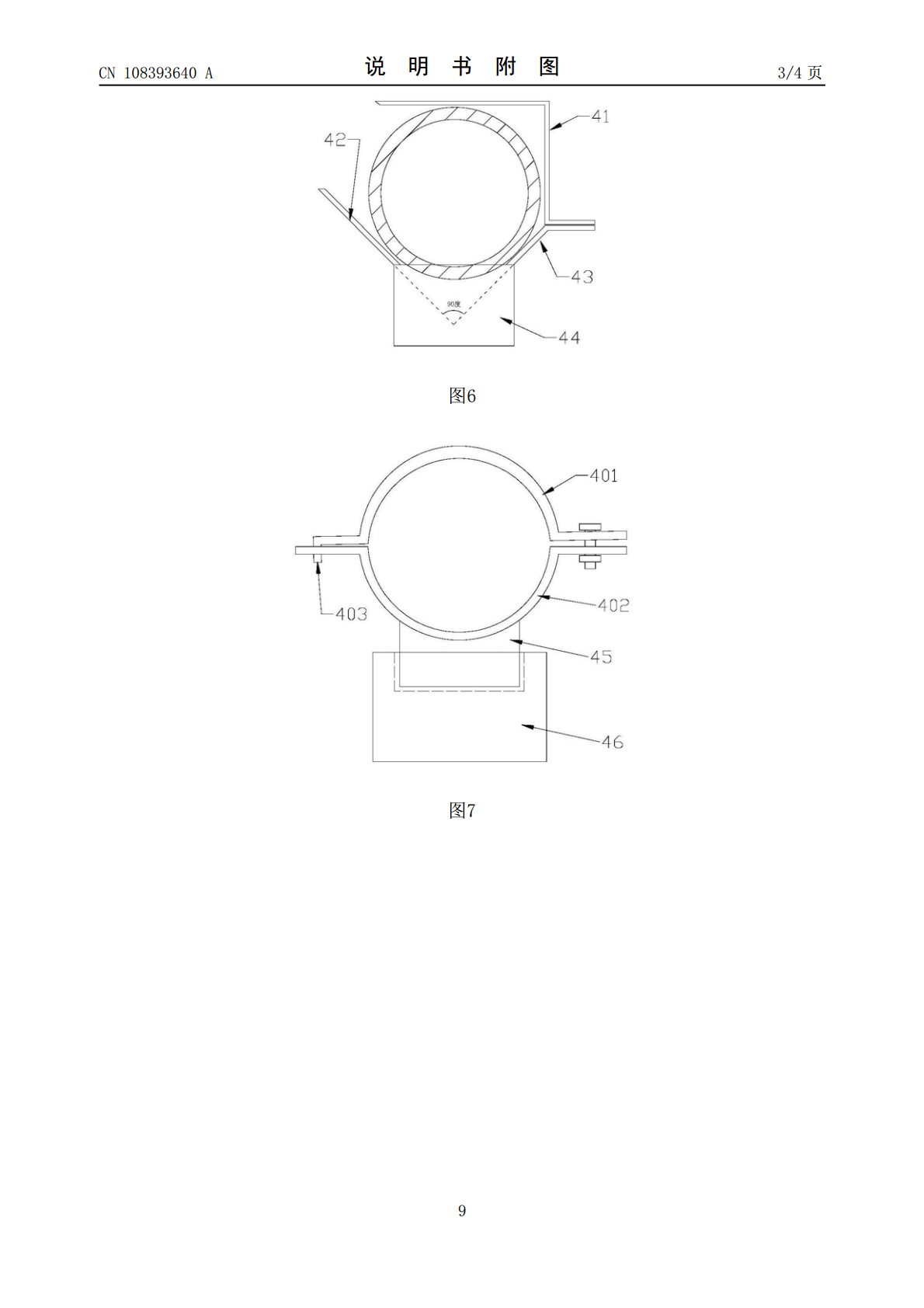
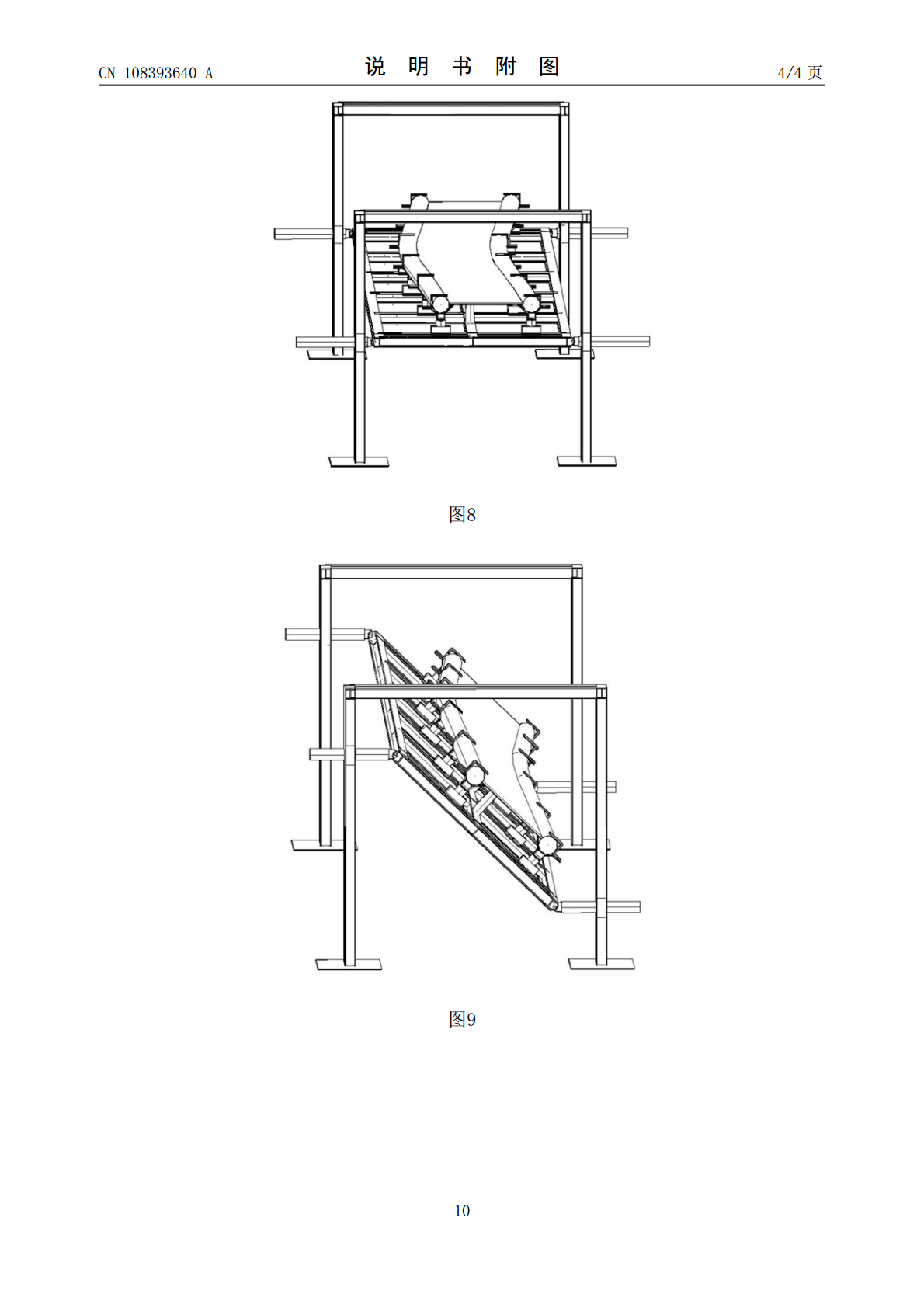
本发明提供一种组装圆管工字钢的焊接胎具,包括两个支撑架,支撑架底部设有底座;支撑架包括两竖梁、一横梁,竖梁设滑轨,滑轨内设有滑块组,滑块组由滑动块和销轴组成;还设有平台支架,平台支架四角端分别与销轴铰接;平台支架上面设有用于支撑腹板的临时支柱和用于固定圆管的夹紧装置,临时支柱固接在平台支架中间;夹紧装置包括安装在平台支架上的滑动连接座,安装在滑动连接座上的电磁吸盘、安装在电磁吸盘上的转换支柱、与转换支柱连接的转动节以及与转动节固接的翼缘管固定结构,本焊接胎具通过调整平台两侧的滑块组使组装圆管工字钢以适合焊
钢筋笼焊接胎具.pdf
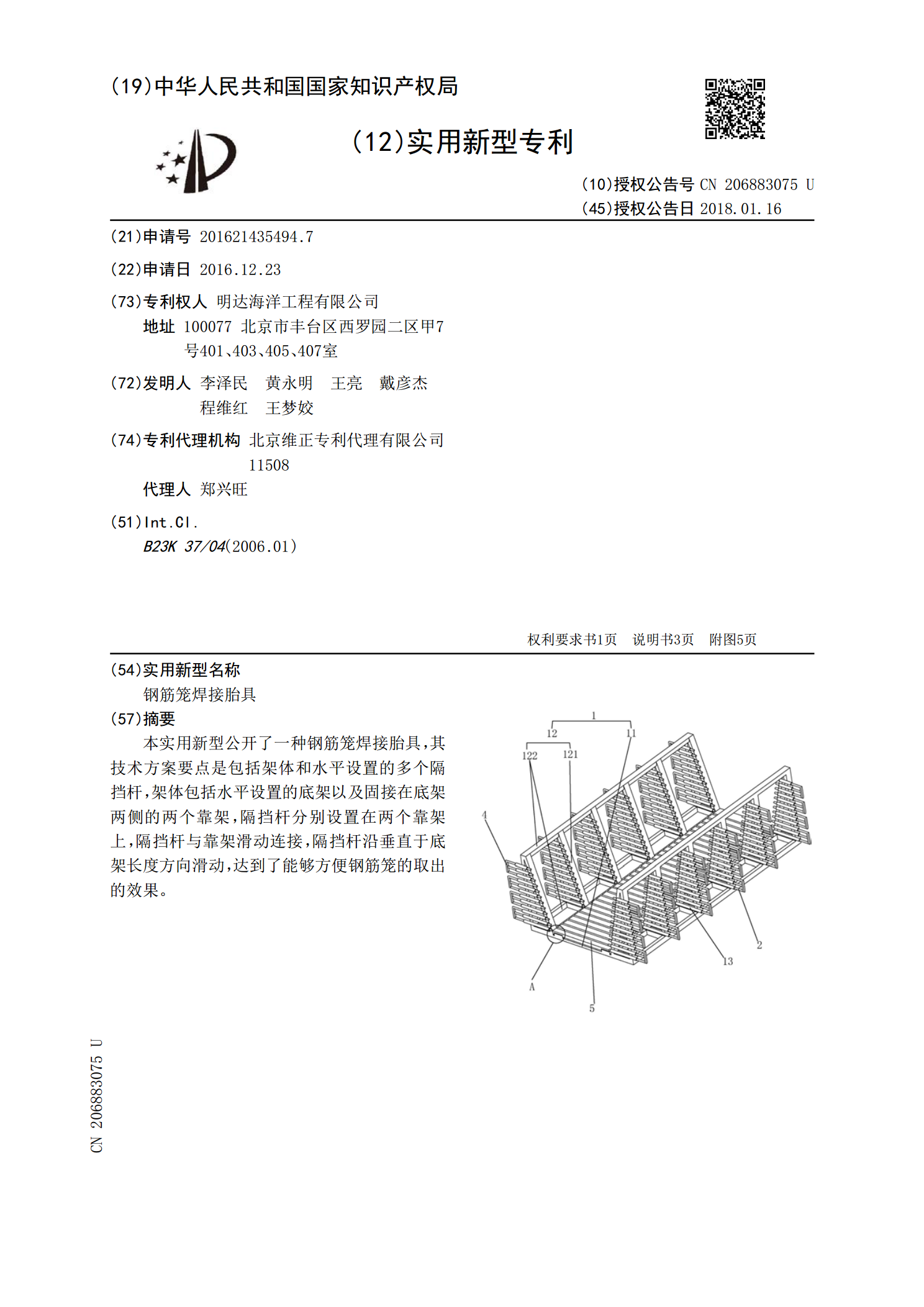
本实用新型公开了一种钢筋笼焊接胎具,其技术方案要点是包括架体和水平设置的多个隔挡杆,架体包括水平设置的底架以及固接在底架两侧的两个靠架,隔挡杆分别设置在两个靠架上,隔挡杆与靠架滑动连接,隔挡杆沿垂直于底架长度方向滑动,达到了能够方便钢筋笼的取出的效果。
一种圆管内隔板组装焊接工装.pdf
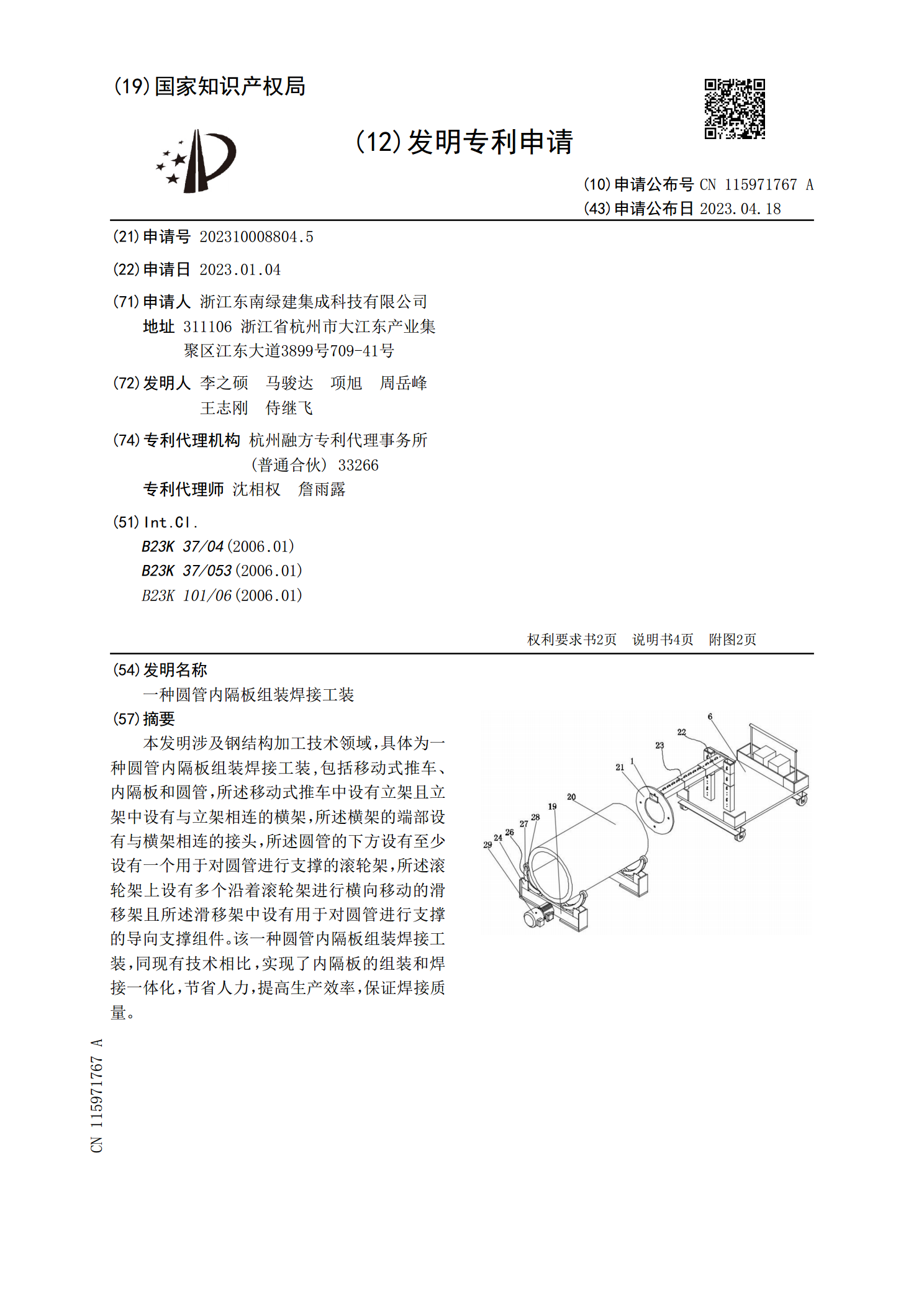
本发明涉及钢结构加工技术领域,具体为一种圆管内隔板组装焊接工装,包括移动式推车、内隔板和圆管,所述移动式推车中设有立架且立架中设有与立架相连的横架,所述横架的端部设有与横架相连的接头,所述圆管的下方设有至少设有一个用于对圆管进行支撑的滚轮架,所述滚轮架上设有多个沿着滚轮架进行横向移动的滑移架且所述滑移架中设有用于对圆管进行支撑的导向支撑组件。该一种圆管内隔板组装焊接工装,同现有技术相比,实现了内隔板的组装和焊接一体化,节省人力,提高生产效率,保证焊接质量。
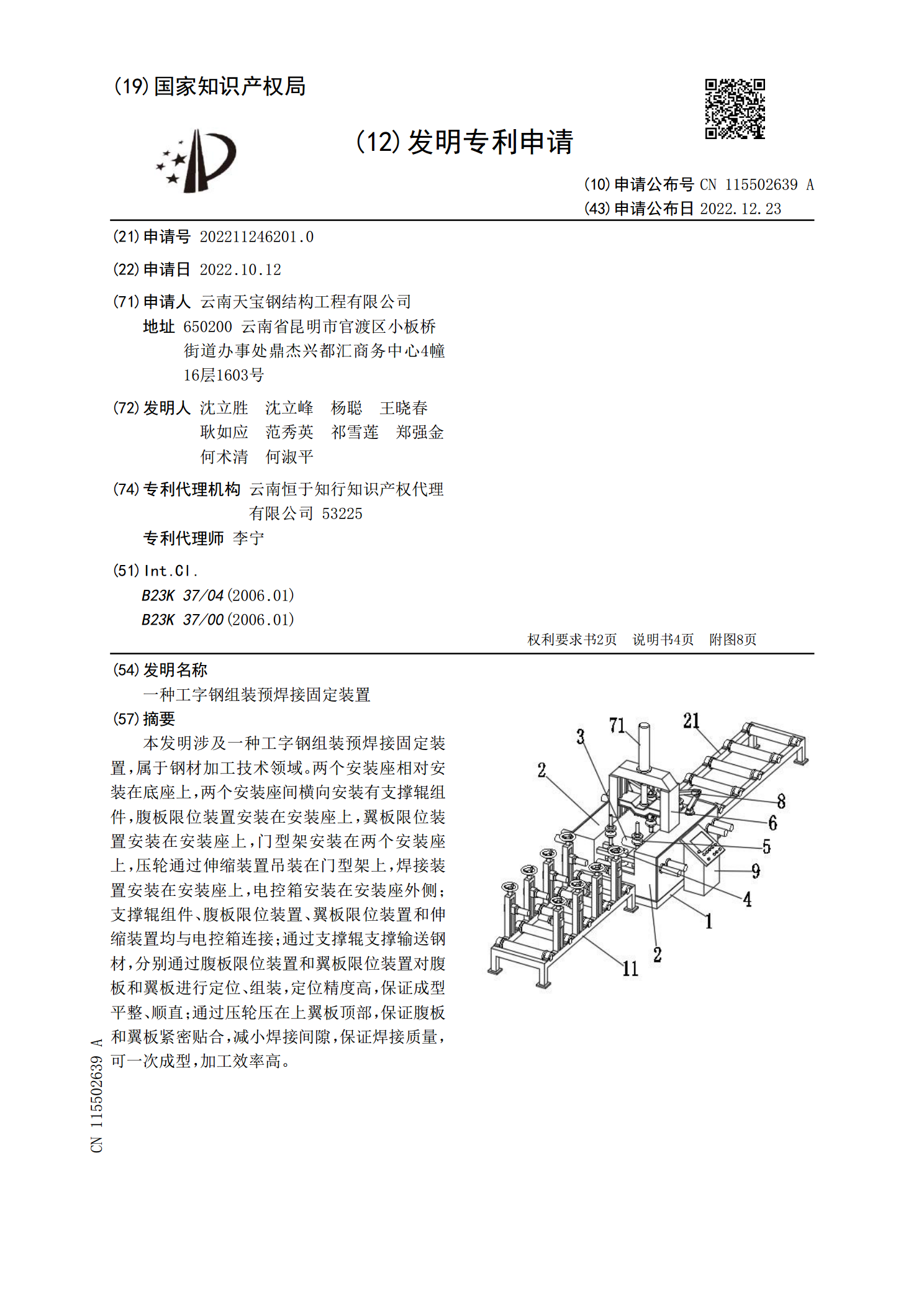
一种工字钢组装预焊接固定装置.pdf
本发明涉及一种工字钢组装预焊接固定装置,属于钢材加工技术领域。两个安装座相对安装在底座上,两个安装座间横向安装有支撑辊组件,腹板限位装置安装在安装座上,翼板限位装置安装在安装座上,门型架安装在两个安装座上,压轮通过伸缩装置吊装在门型架上,焊接装置安装在安装座上,电控箱安装在安装座外侧;支撑辊组件、腹板限位装置、翼板限位装置和伸缩装置均与电控箱连接;通过支撑辊支撑输送钢材,分别通过腹板限位装置和翼板限位装置对腹板和翼板进行定位、组装,定位精度高,保证成型平整、顺直;通过压轮压在上翼板顶部,保证腹板和翼板紧密
一种升降焊接胎具.pdf
本发明公开一种升降焊接胎具,包括基座,所述基座上设置电机,电机输出端轮与中间齿轮啮合,中间齿轮与传动轮啮合;所述传动轮上的端面上设置立柱,所述立柱嵌入滑块的长槽中;所述滑块沿第一导轨滑动,所述第一导轨固定在基座上;所述滑块的上部设置顶板,所述顶板上放置工件;所述基座的顶端设置第二导轨,所述顶板在第二导轨内滑动;所述第二导轨上端通过横板连接。本发明的优点是:采用电机驱动,电机可采用步进电机,因此,可精确控制滑块的上升高度,进而控制下部工件与上部工件的距离。