
一种涂层及其制备方法.pdf

鸿朗****ka

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种涂层及其制备方法.pdf
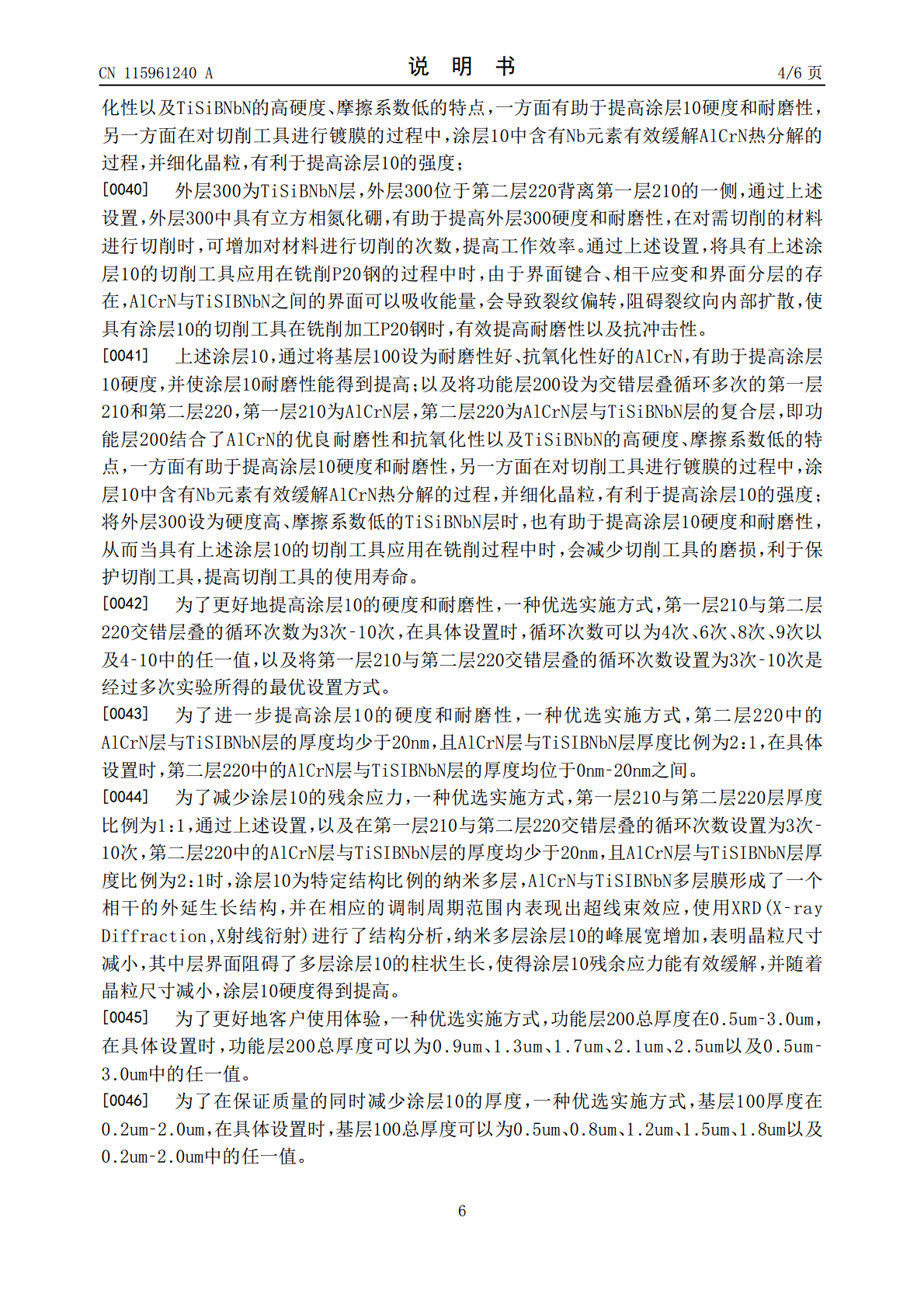
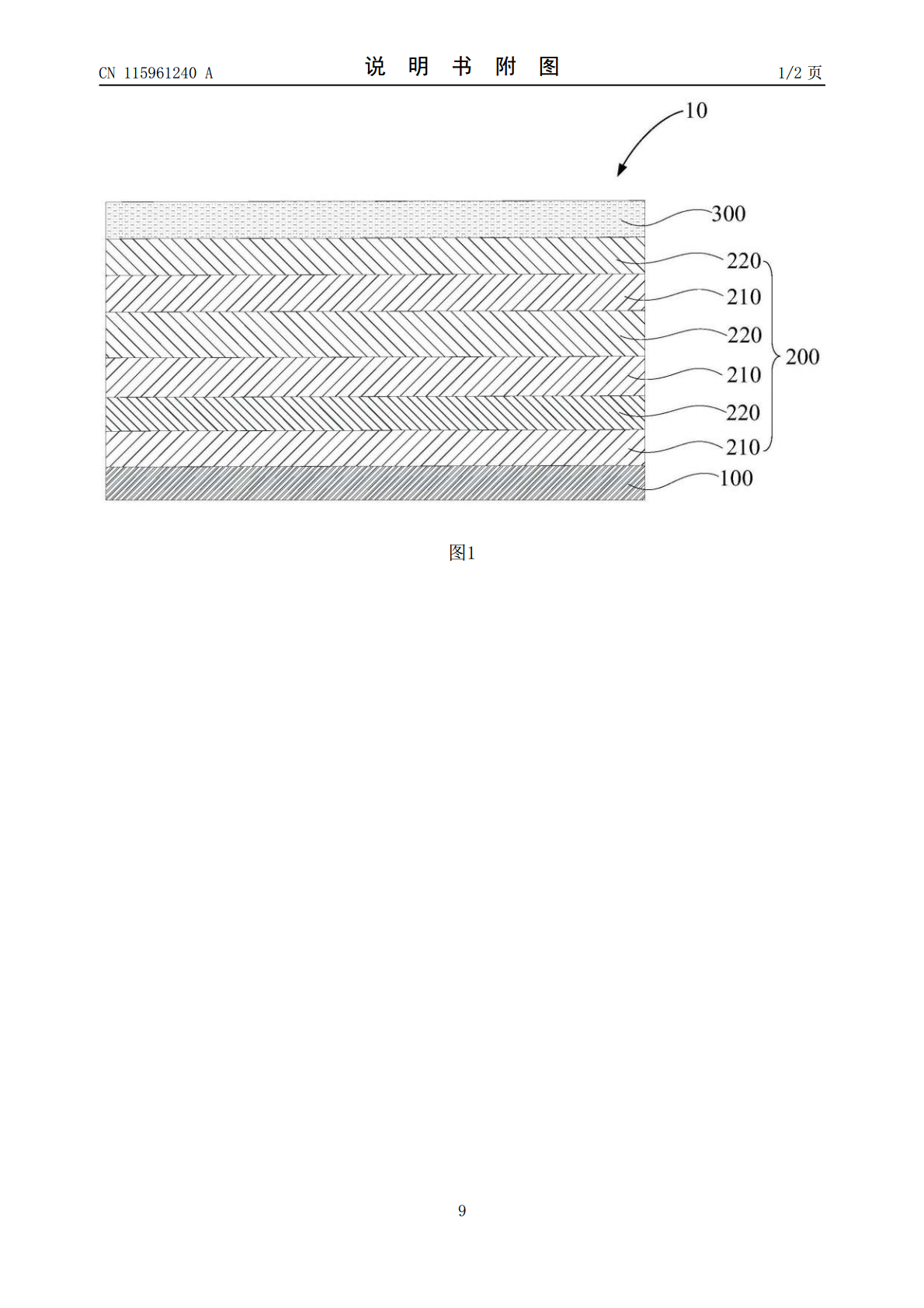
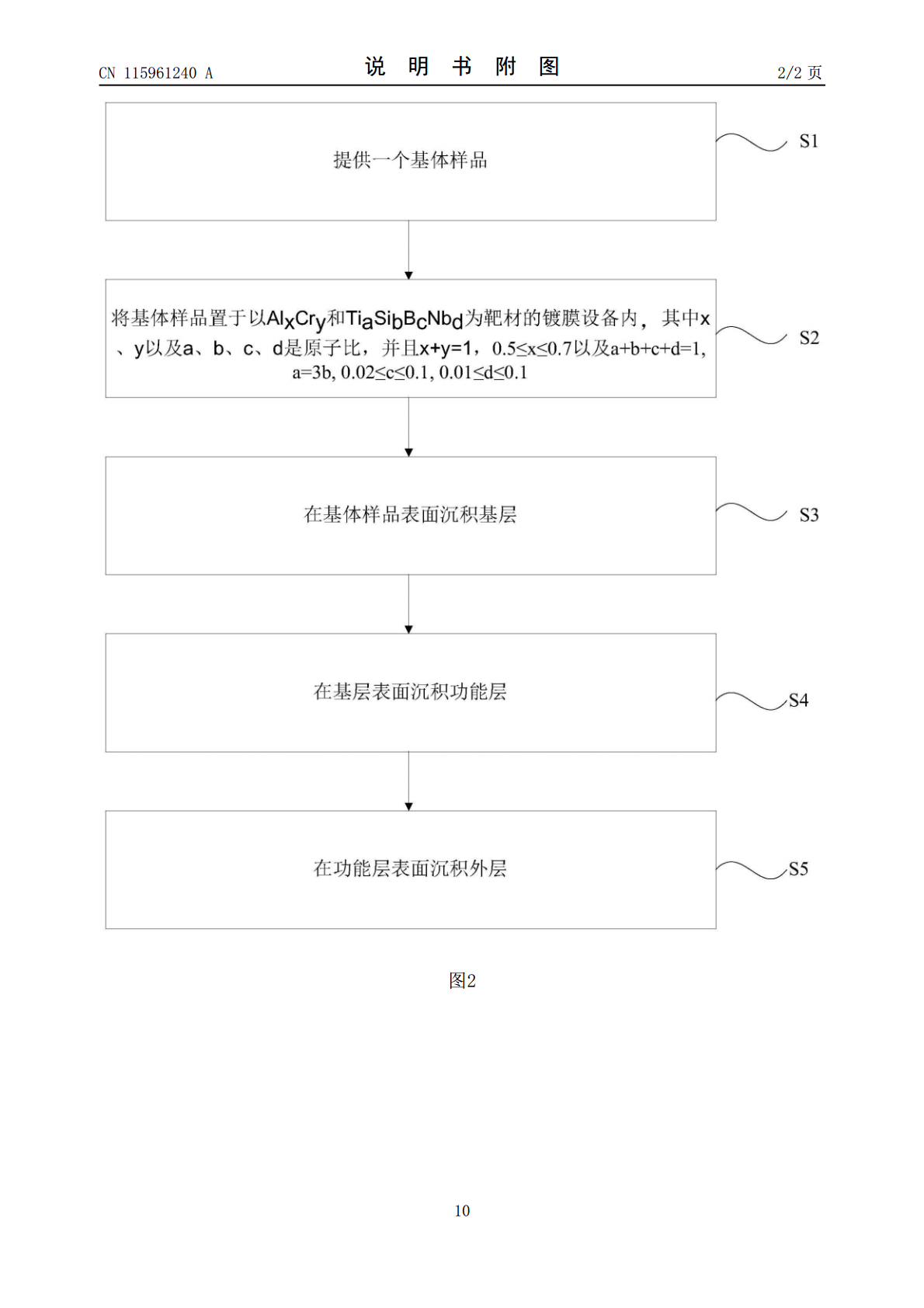
本发明涉及一种涂层,包覆于切削工具表面,包括依次设置的基层、功能层以及外层,其中:基层为AlCrN层,涂覆于切削工具表面;功能层包括第一层和第二层,第一层与第二层交错层叠循环多次,第一层位于基层背离切削工具的一侧,第一层为AlCrN层,第二层为AlCrN层和TiSiBNbN层的复合层;外层为TiSiBNbN层,位于第二层背离第一层的一侧,通过上述方式获得的涂层具有立方相氮化硼,有助于提高涂层硬度,涂层还具有Nb元素,能有效缓解AlCrN热分解的过程,并细化晶粒,有利于提高涂层的强度,以及涂层设为特定结构比
一种绝缘涂层及其制备方法.pdf
本发明提供了一种绝缘涂层材料及其制备方法,具体为将聚二甲基硅氧烷加和多异氰酸酯加入到溶剂中反应得聚氨酯预聚体;依次加入含双硫键的扩链剂和超支化聚酰胺,升温至100~120℃反应5~8小时后加入硫磺和活性碳酸钙,在100~120℃温度下搅拌3~5小时得绝缘涂层材料。聚氨酯预聚体中分子间氢键,能够增加材料的交联密度,用含有双硫键的单体作为扩链剂进行扩链,双硫键和分子间氢键的自修复有机硅改性聚氨酯。本发明制备绝缘涂层材料不仅具有聚氨酯以及有机硅材料的优良性能,并能在温和条件下完成高效率的自修复过程,在加热和UV
一种防腐涂层及其制备方法.pdf
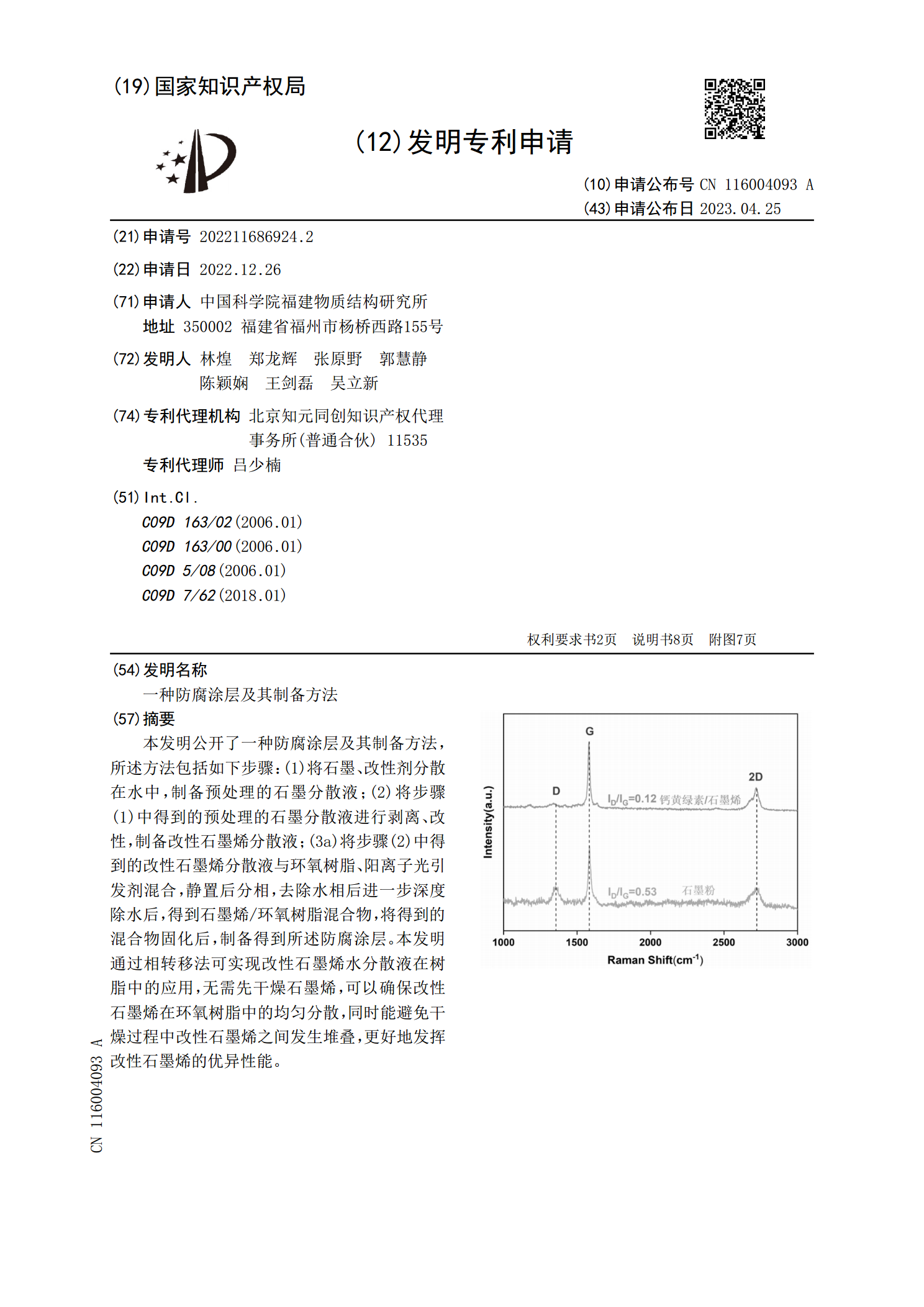
本发明公开了一种防腐涂层及其制备方法,所述方法包括如下步骤:(1)将石墨、改性剂分散在水中,制备预处理的石墨分散液;(2)将步骤(1)中得到的预处理的石墨分散液进行剥离、改性,制备改性石墨烯分散液;(3a)将步骤(2)中得到的改性石墨烯分散液与环氧树脂、阳离子光引发剂混合,静置后分相,去除水相后进一步深度除水后,得到石墨烯/环氧树脂混合物,将得到的混合物固化后,制备得到所述防腐涂层。本发明通过相转移法可实现改性石墨烯水分散液在树脂中的应用,无需先干燥石墨烯,可以确保改性石墨烯在环氧树脂中的均匀分散,同时能
一种红外烧结涂层及其制备方法.pdf
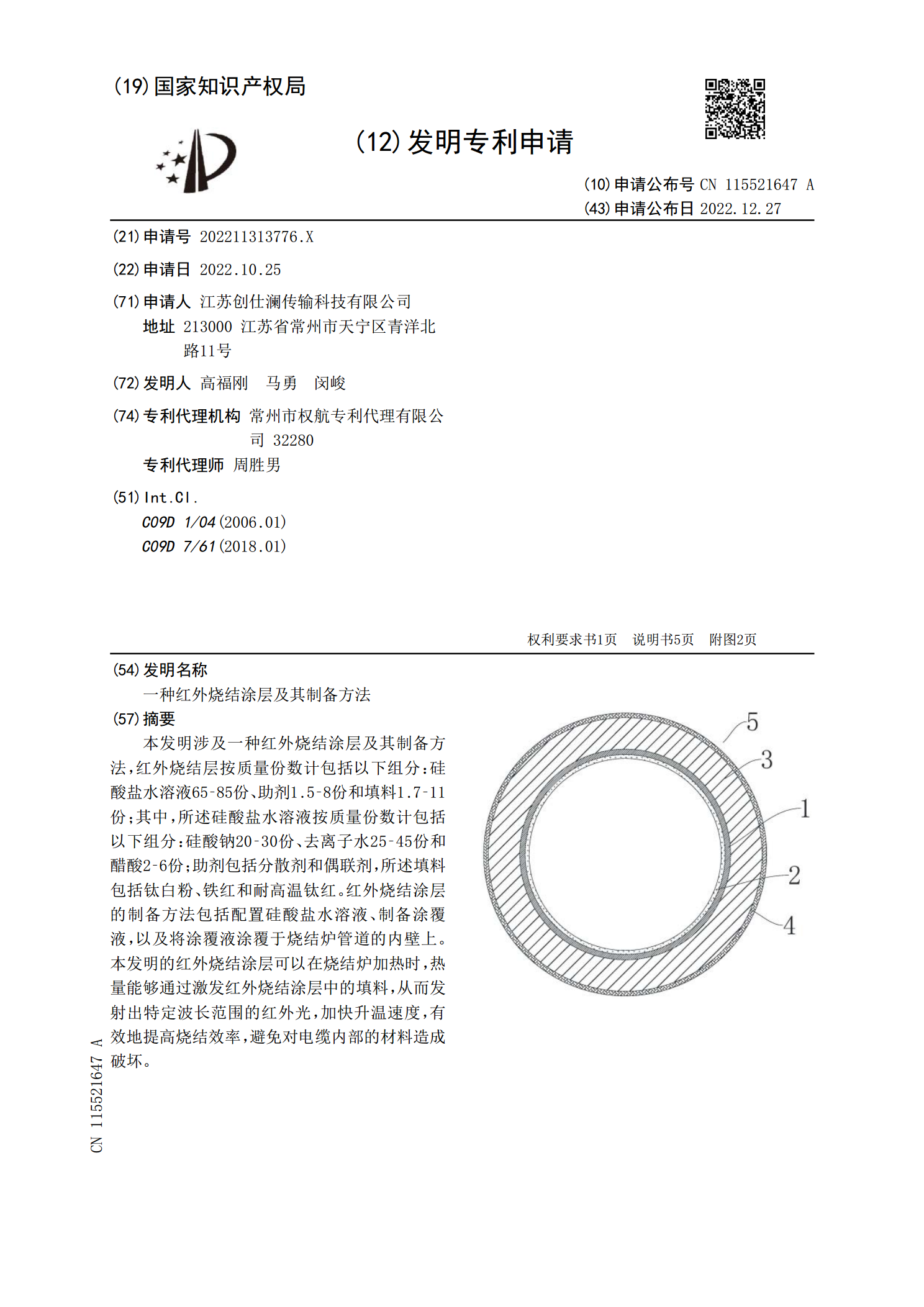
本发明涉及一种红外烧结涂层及其制备方法,红外烧结层按质量份数计包括以下组分:硅酸盐水溶液65‑85份、助剂1.5‑8份和填料1.7‑11份;其中,所述硅酸盐水溶液按质量份数计包括以下组分:硅酸钠20‑30份、去离子水25‑45份和醋酸2‑6份;助剂包括分散剂和偶联剂,所述填料包括钛白粉、铁红和耐高温钛红。红外烧结涂层的制备方法包括配置硅酸盐水溶液、制备涂覆液,以及将涂覆液涂覆于烧结炉管道的内壁上。本发明的红外烧结涂层可以在烧结炉加热时,热量能够通过激发红外烧结涂层中的填料,从而发射出特定波长范围的红外光,
一种纺织涂层胶及其制备方法.pdf
本发明公开了一种纺织涂层胶,该纺织涂层胶包括以下重量份的组分:聚轮烷70‑200重量份、改性多异氰酸酯30‑100重量份、氧化环糊精10‑15重量份、茶多酚稀土配合物、催化剂、0.02‑0.06重量份、去离子水300‑800重量份;所述聚轮烷具有环状分子、通过环状分子的线性分子和在线性分子的相对末端配置以保持所述环状分子用所述线性分子刺穿的封端基团;所述环状分子为羟基环糊精;改性多异氰酸酯是由聚醚多元醇改性多异氰酸酯,所述氧化环糊精为环糊精上的羟基被氧化为醛基,所述醛基个数为2或3。该纺织涂层胶具有良好手