
长型材加工装置及其控制方法.pdf

一吃****福乾

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
长型材加工装置及其控制方法.pdf
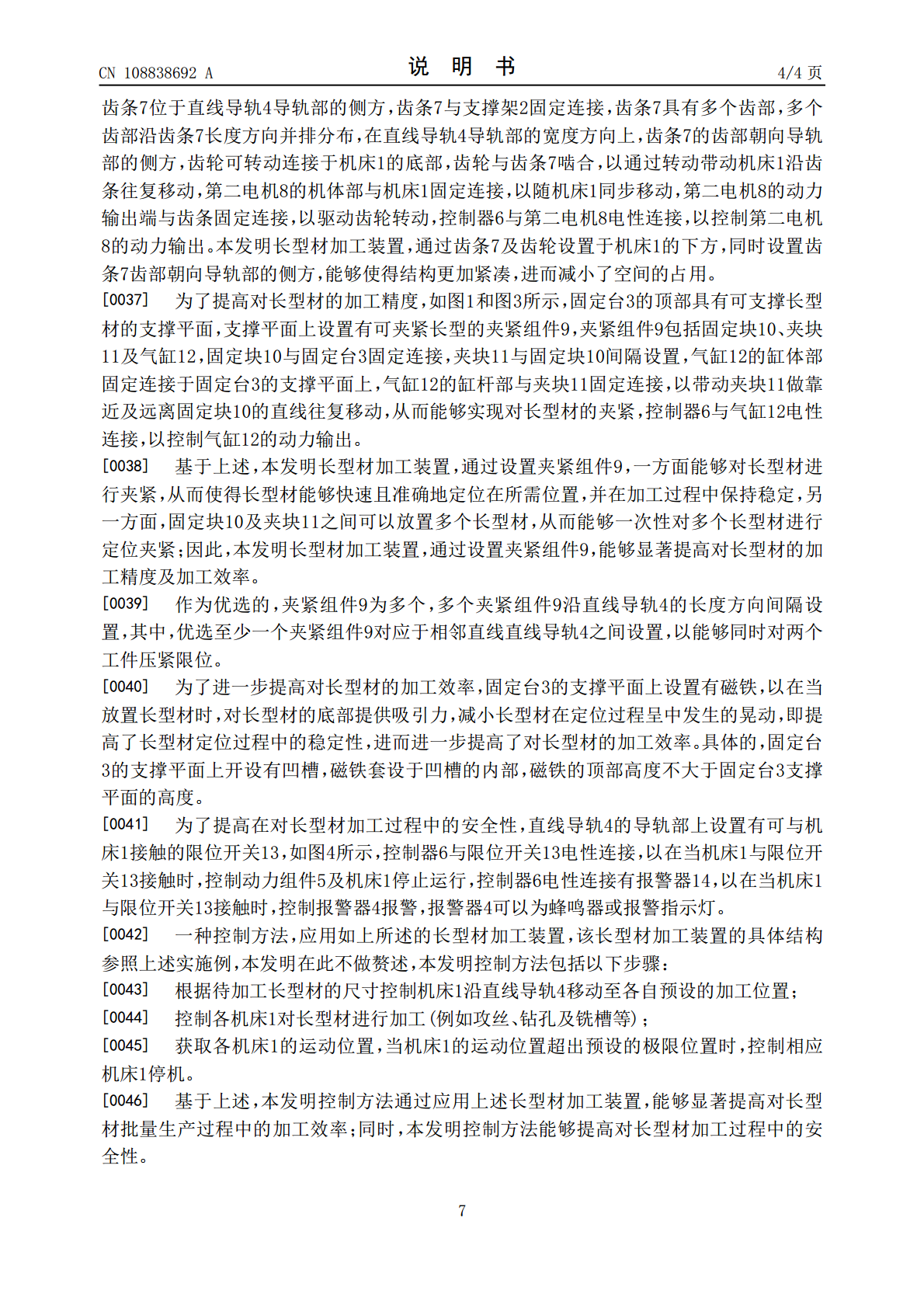
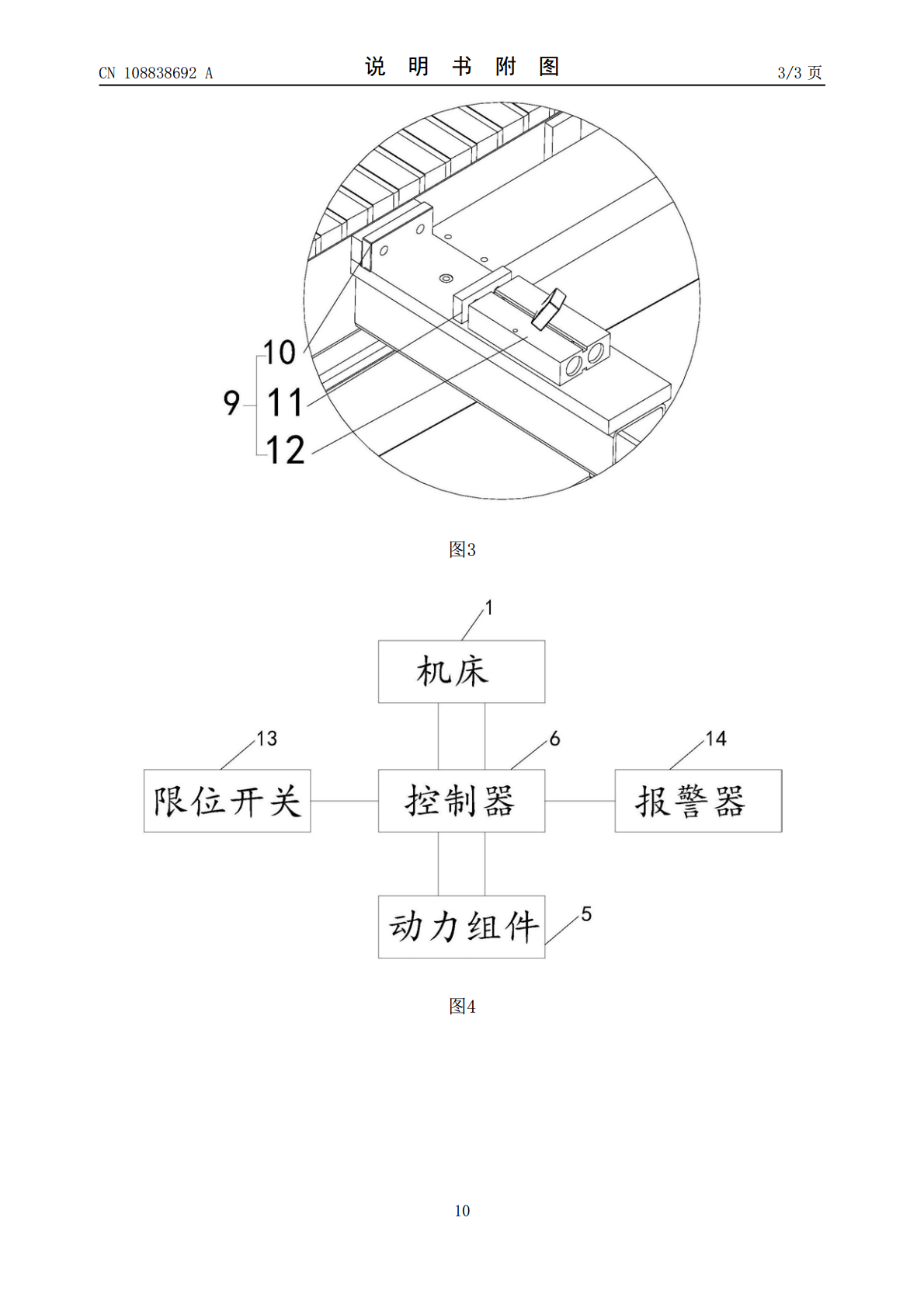
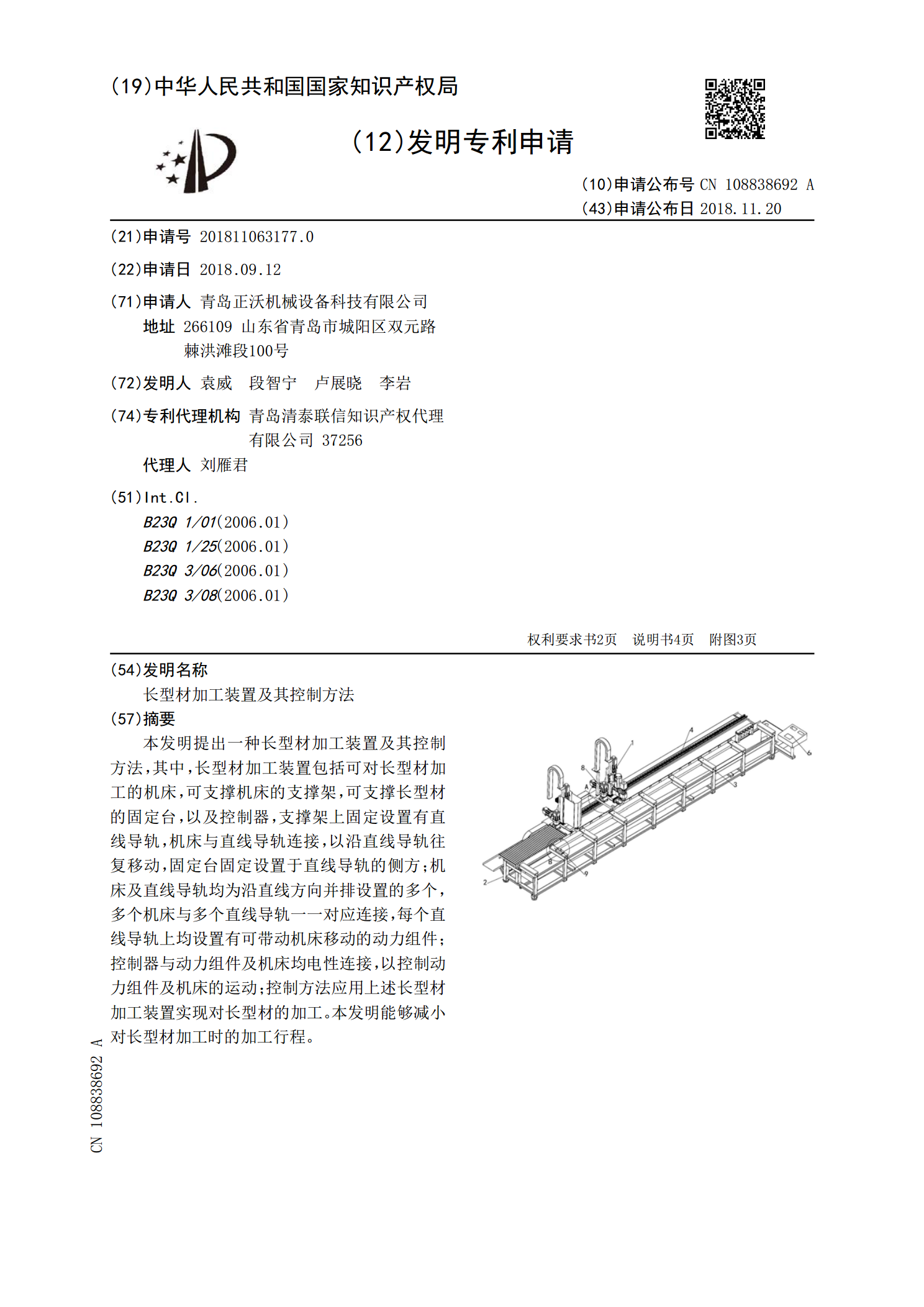
本发明提出一种长型材加工装置及其控制方法,其中,长型材加工装置包括可对长型材加工的机床,可支撑机床的支撑架,可支撑长型材的固定台,以及控制器,支撑架上固定设置有直线导轨,机床与直线导轨连接,以沿直线导轨往复移动,固定台固定设置于直线导轨的侧方;机床及直线导轨均为沿直线方向并排设置的多个,多个机床与多个直线导轨一一对应连接,每个直线导轨上均设置有可带动机床移动的动力组件;控制器与动力组件及机床均电性连接,以控制动力组件及机床的运动;控制方法应用上述长型材加工装置实现对长型材的加工。本发明能够减小对长型材加工
一种新型铝型材加工方法及其加工用定位装置.pdf
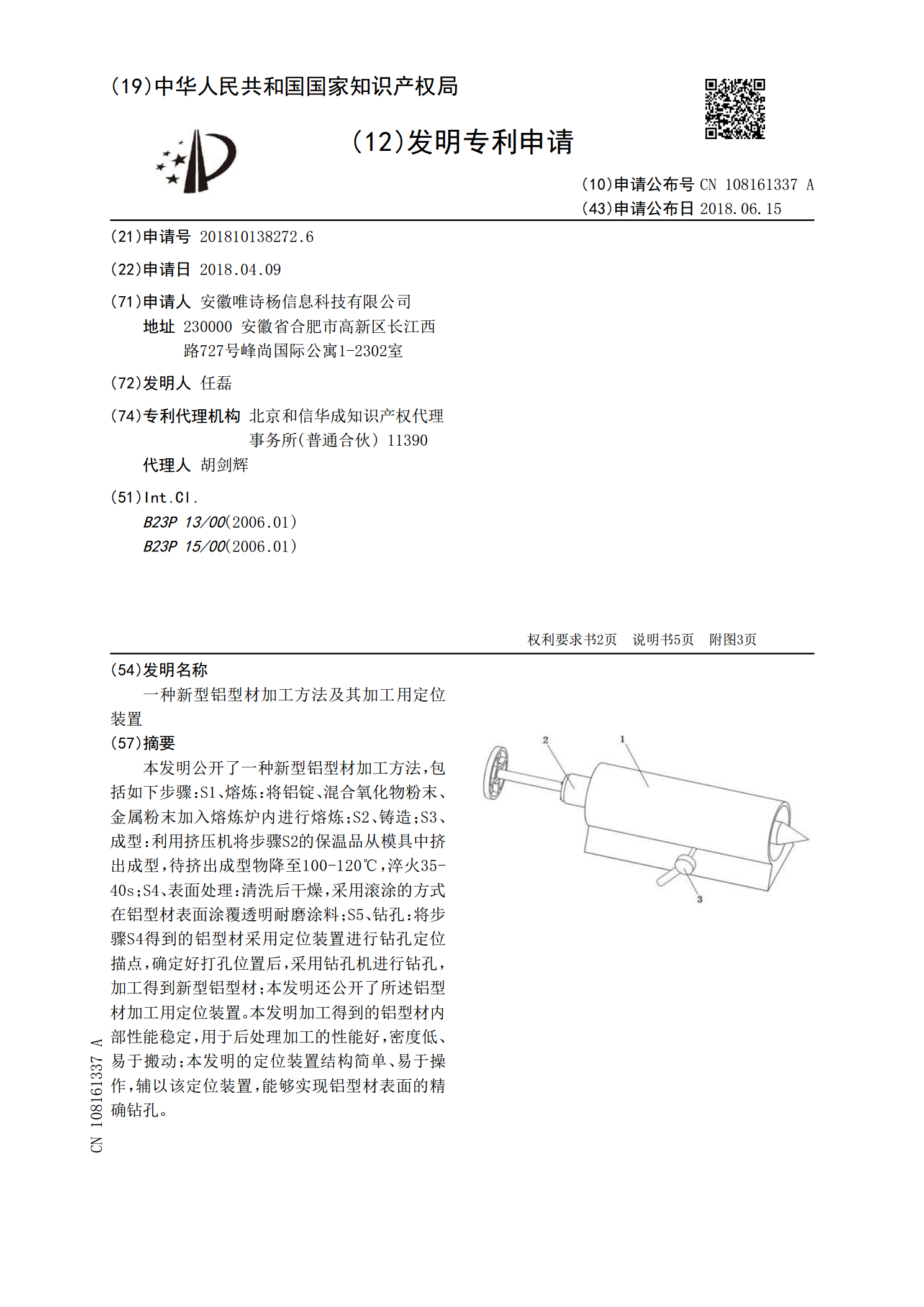
本发明公开了一种新型铝型材加工方法,包括如下步骤:S1、熔炼:将铝锭、混合氧化物粉末、金属粉末加入熔炼炉内进行熔炼;S2、铸造;S3、成型:利用挤压机将步骤S2的保温品从模具中挤出成型,待挤出成型物降至100‑120℃,淬火35‑40s;S4、表面处理:清洗后干燥,采用滚涂的方式在铝型材表面涂覆透明耐磨涂料;S5、钻孔:将步骤S4得到的铝型材采用定位装置进行钻孔定位描点,确定好打孔位置后,采用钻孔机进行钻孔,加工得到新型铝型材;本发明还公开了所述铝型材加工用定位装置。本发明加工得到的铝型材内部性能稳定,用
一种不锈钢型材加工装置及其加工方法.pdf
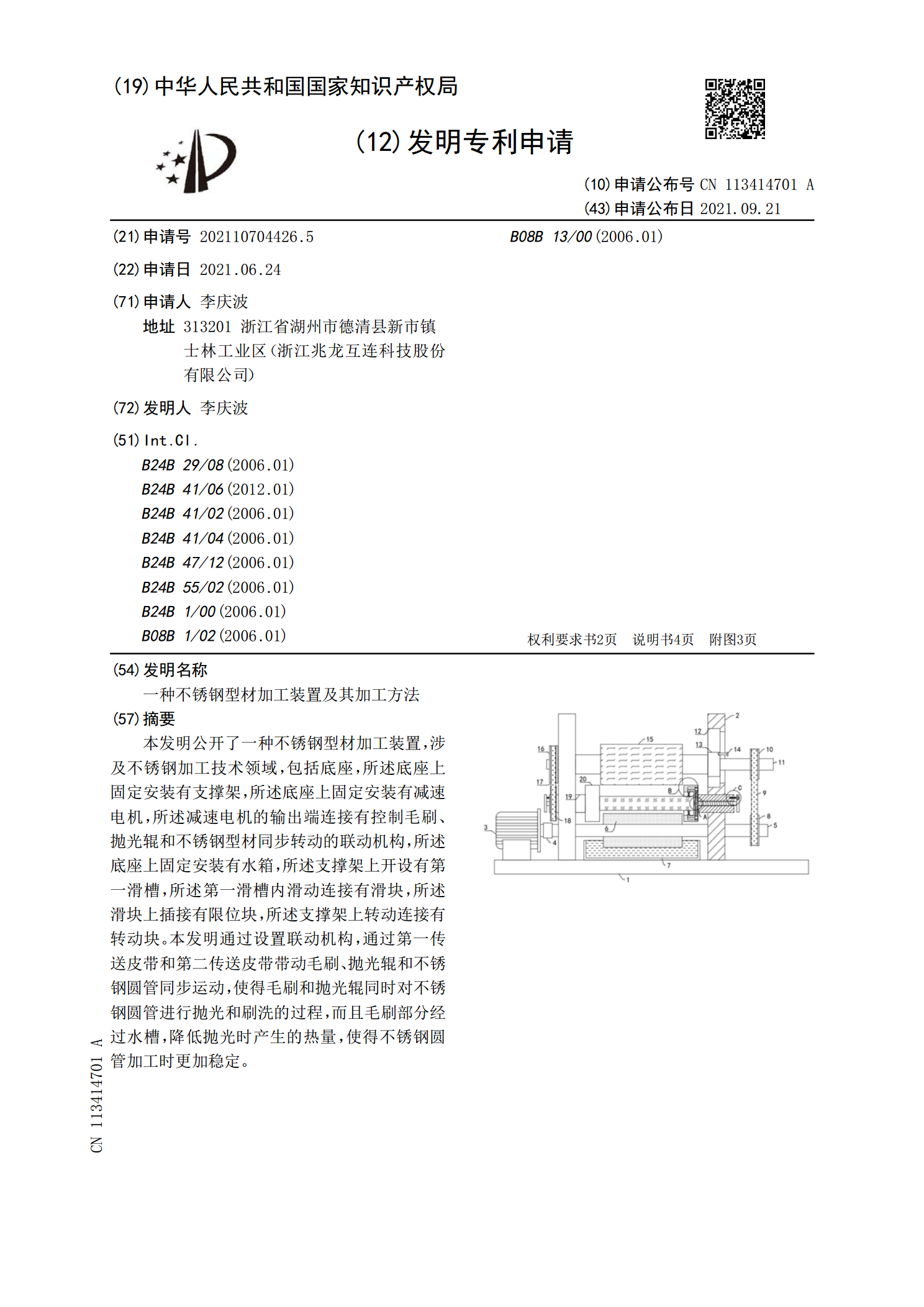
本发明公开了一种不锈钢型材加工装置,涉及不锈钢加工技术领域,包括底座,所述底座上固定安装有支撑架,所述底座上固定安装有减速电机,所述减速电机的输出端连接有控制毛刷、抛光辊和不锈钢型材同步转动的联动机构,所述底座上固定安装有水箱,所述支撑架上开设有第一滑槽,所述第一滑槽内滑动连接有滑块,所述滑块上插接有限位块,所述支撑架上转动连接有转动块。本发明通过设置联动机构,通过第一传送皮带和第二传送皮带带动毛刷、抛光辊和不锈钢圆管同步运动,使得毛刷和抛光辊同时对不锈钢圆管进行抛光和刷洗的过程,而且毛刷部分经过水槽,降
一种铝型材加工用氧化镀膜装置及其镀膜方法.pdf
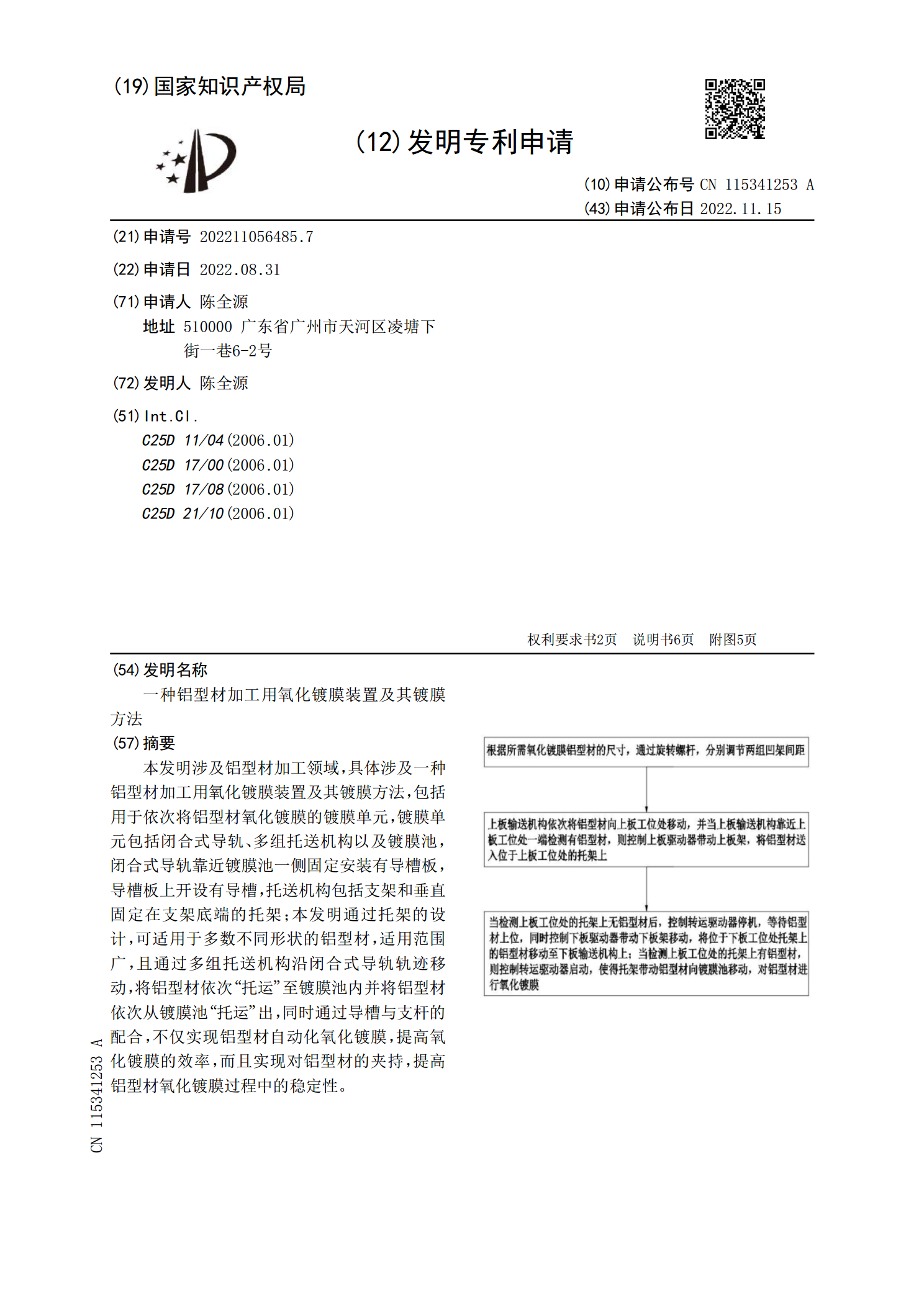
本发明涉及铝型材加工领域,具体涉及一种铝型材加工用氧化镀膜装置及其镀膜方法,包括用于依次将铝型材氧化镀膜的镀膜单元,镀膜单元包括闭合式导轨、多组托送机构以及镀膜池,闭合式导轨靠近镀膜池一侧固定安装有导槽板,导槽板上开设有导槽,托送机构包括支架和垂直固定在支架底端的托架;本发明通过托架的设计,可适用于多数不同形状的铝型材,适用范围广,且通过多组托送机构沿闭合式导轨轨迹移动,将铝型材依次“托运”至镀膜池内并将铝型材依次从镀膜池“托运”出,同时通过导槽与支杆的配合,不仅实现铝型材自动化氧化镀膜,提高氧化镀膜的效

高强度型材双曲成形装置及其控制方法.pdf
本发明涉及型材加工成形装置,具体地说是高强度型材双曲成形装置及其控制方法,压紧油缸固定在压紧油缸立架上,压紧油缸活塞杆的一端与压紧油缸的活塞相连,另一端与上胎具的一端连接,下胎具的一端安装于下支撑台上,下胎具的另一端与上胎具的一端分别加工有与型材外形相匹配的槽型;旋转内圈的一端转动安装于轴承座内,另一端安装有夹具,型材的一端通过夹具夹紧,另一端穿过旋转内圈后位于上胎具与下胎具之间;伸缩油缸活塞杆的一端与伸缩油缸的活塞连接,另一端连接有齿条,齿条位于旋转内圈另一端的下方,旋转内圈另一端的外表面设有与齿条啮合