
汽车减震器的压装生产线.pdf

俊英****22

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
汽车减震器的压装生产线.pdf
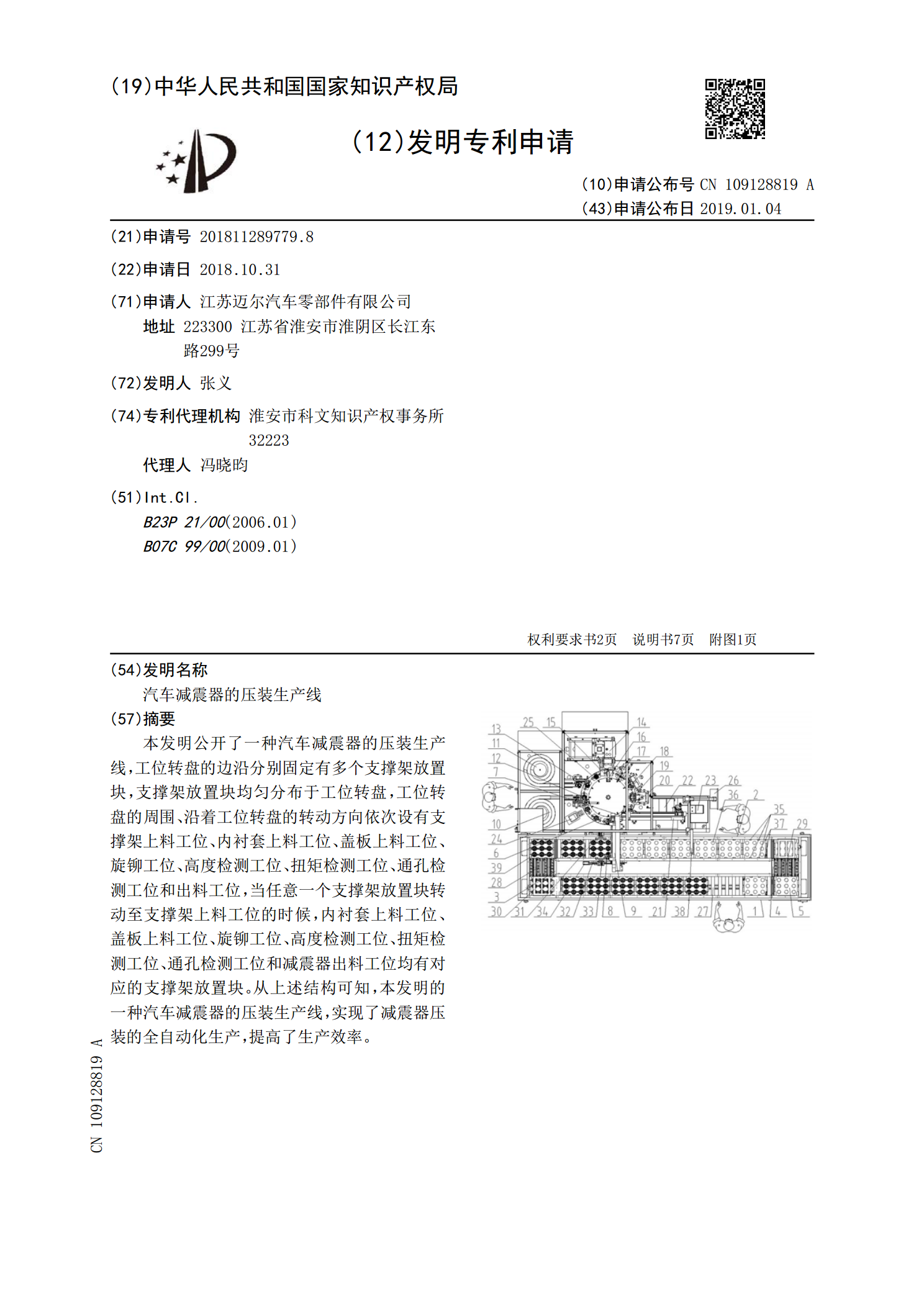
本发明公开了一种汽车减震器的压装生产线,工位转盘的边沿分别固定有多个支撑架放置块,支撑架放置块均匀分布于工位转盘,工位转盘的周围、沿着工位转盘的转动方向依次设有支撑架上料工位、内衬套上料工位、盖板上料工位、旋铆工位、高度检测工位、扭矩检测工位、通孔检测工位和出料工位,当任意一个支撑架放置块转动至支撑架上料工位的时候,内衬套上料工位、盖板上料工位、旋铆工位、高度检测工位、扭矩检测工位、通孔检测工位和减震器出料工位均有对应的支撑架放置块。从上述结构可知,本发明的一种汽车减震器的压装生产线,实现了减震器压装的全
汽车减震器压装生产线的支撑架上料装置.pdf
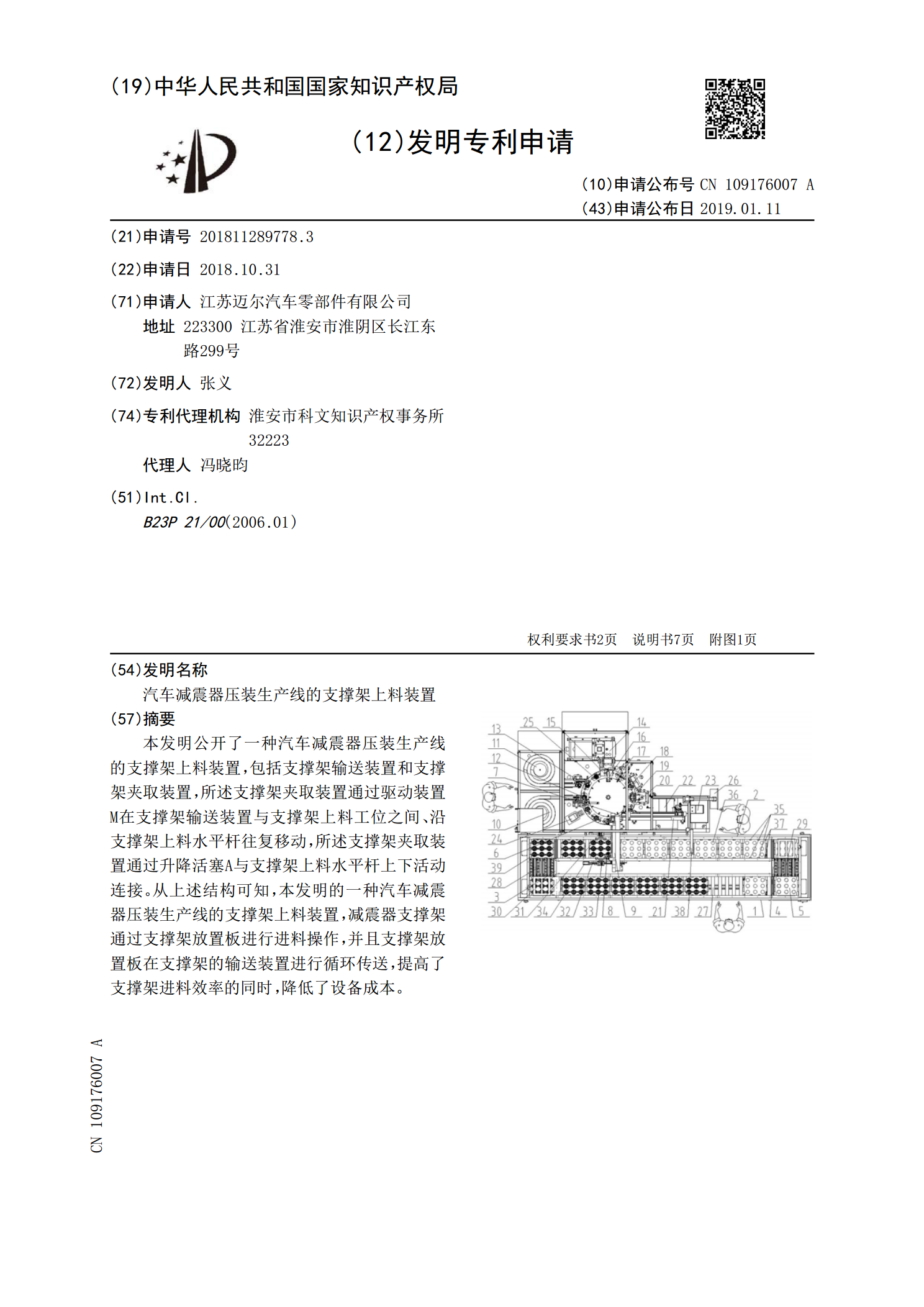
本发明公开了一种汽车减震器压装生产线的支撑架上料装置,包括支撑架输送装置和支撑架夹取装置,所述支撑架夹取装置通过驱动装置M在支撑架输送装置与支撑架上料工位之间、沿支撑架上料水平杆往复移动,所述支撑架夹取装置通过升降活塞A与支撑架上料水平杆上下活动连接。从上述结构可知,本发明的一种汽车减震器压装生产线的支撑架上料装置,减震器支撑架通过支撑架放置板进行进料操作,并且支撑架放置板在支撑架的输送装置进行循环传送,提高了支撑架进料效率的同时,降低了设备成本。

发动机减震器压装生产线研究及压装系统有限元分析.docx
发动机减震器压装生产线研究及压装系统有限元分析一、引言发动机减震器是发动机系统中的重要组件之一,其主要功能是减少发动机的振动并减少对车辆驾乘者的噪音。在发动机减震器的制造过程中,压装是其中一个关键环节。通过对发动机减震器压装生产线的研究及其压装系统有限元分析,可以了解生产线的工艺流程和压装系统的结构,为生产线的稳定性和压装质量的保障提供理论依据。二、发动机减震器压装生产线研究1.生产线工艺流程发动机减震器压装生产线由多个工位组成,其中包括底盘分装、准备装置、自动压装、总成装配等环节。其中,自动压装是整个生

发动机减震器压装生产线研究及压装系统有限元分析的中期报告.docx
发动机减震器压装生产线研究及压装系统有限元分析的中期报告中期报告:1.研究目的和意义目前,汽车行业发动机减震器的压装一般是通过传统的手动压装方式完成的,这种方式存在准确性较差,效率低下,劳动强度大等问题。本文旨在研究发动机减震器的压装生产线,并进行有限元分析,以提高生产线的效率和准确性,并降低劳动强度。2.研究内容(1)发动机减震器压装生产线的设计与制作。(2)对生产线进行有限元分析,确定生产线的稳定性和可靠性。(3)实验对比传统手动压装方式和生产线压装方式的效率、准确性等指标。3.进展情况(1)已完成发

汽车轮胎压装生产线的物流仿真与优化.pptx
汇报人:/目录0102物流仿真技术的概述物流仿真在生产线优化中的作用汽车轮胎压装生产线物流仿真的重要性物流仿真技术的发展趋势03生产线物流仿真模型的构建方法生产线物流仿真模型的参数设置生产线物流仿真模型的验证与调整生产线物流仿真模型的应用场景04生产线物流优化的目标与原则生产线物流优化策略的制定生产线物流优化方案的实施步骤生产线物流优化效果的评估与反馈05案例选择的标准与依据案例分析的方法与步骤案例分析的结果与结论案例分析的启示与建议06总结汽车轮胎压装生产线物流仿真与优化的研究成果分析研究的不足之处与局