
一种自动焊接光电接触式焊缝跟踪检测系统及方法.pdf

慧娇****文章

1/10
2/10
3/10

4/10

5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种自动焊接光电接触式焊缝跟踪检测系统及方法.pdf
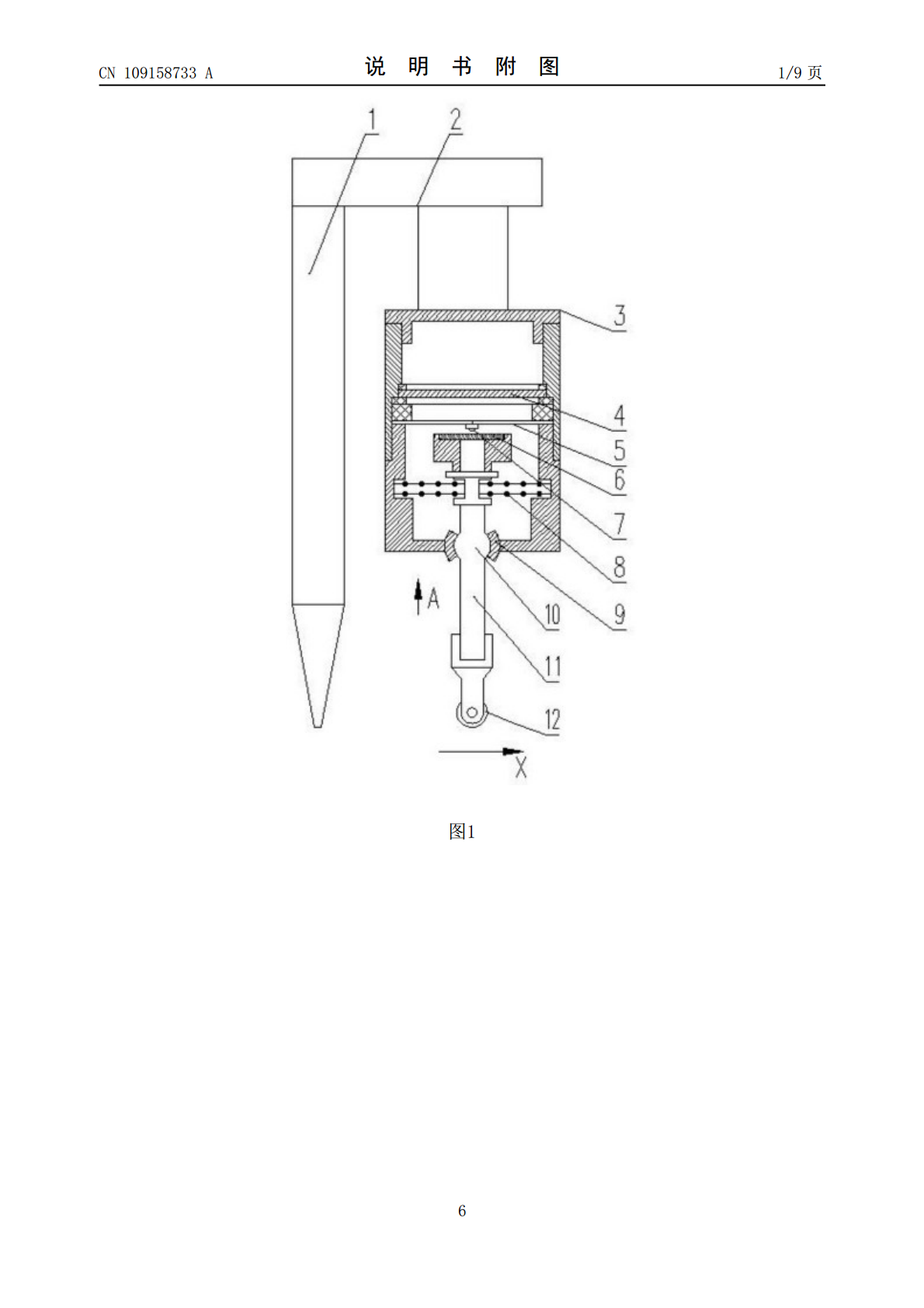
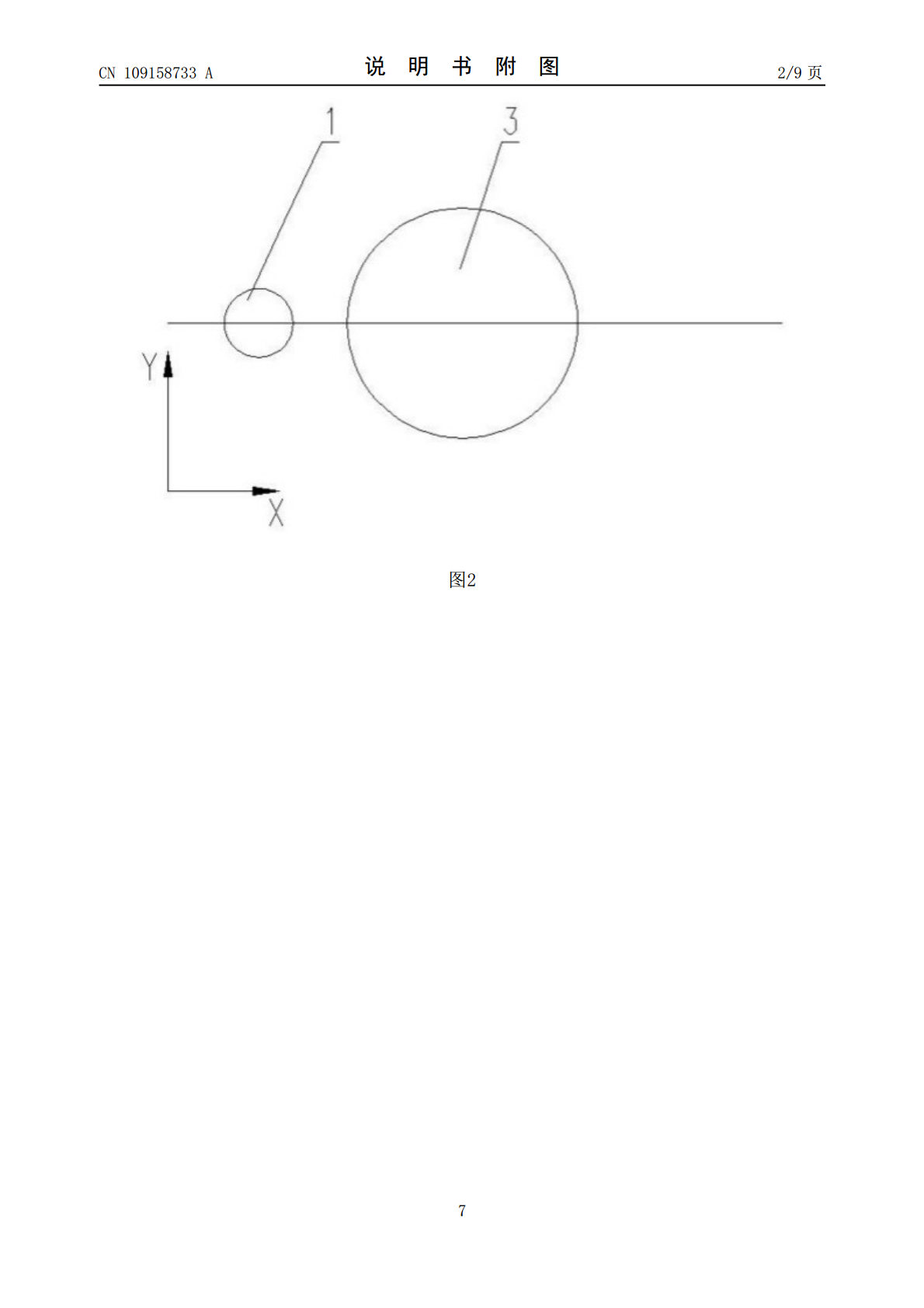
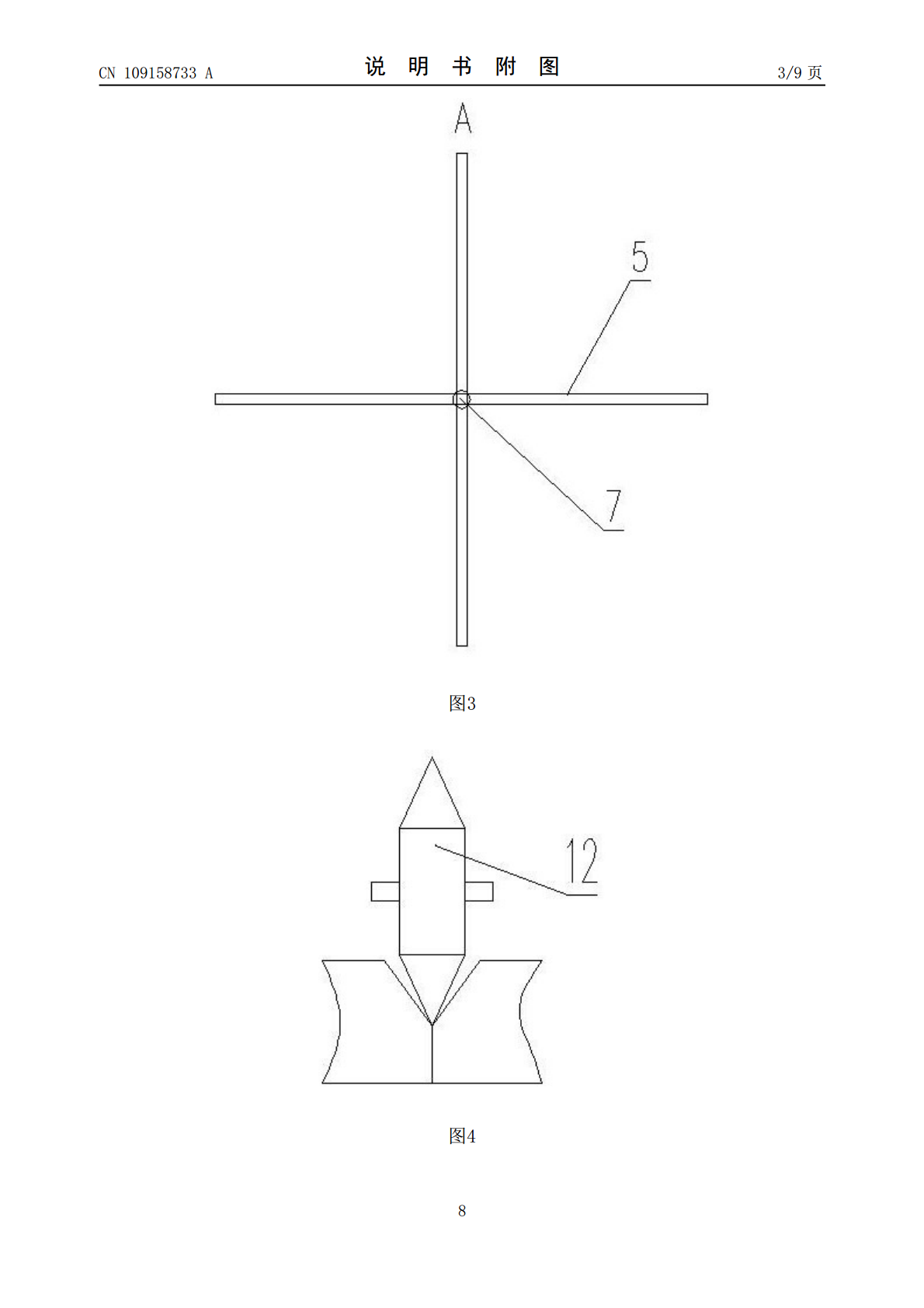
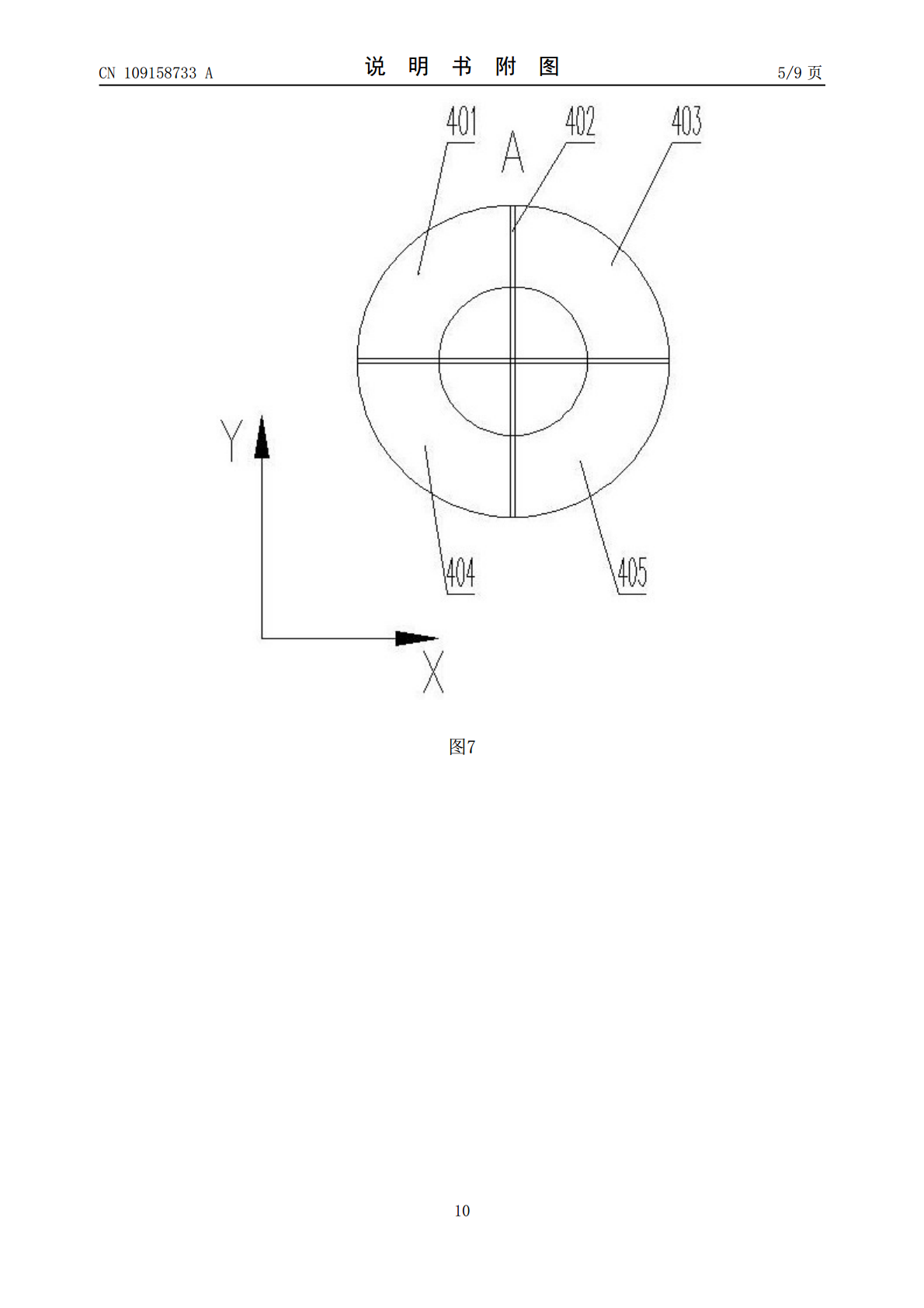
本发明公开了一种自动焊接光电接触式焊缝跟踪检测系统及方法,检测系统包括:光电池片被十字形的隔板分割成第一电池片、第二电池片、第三电池片、第四电池片,导杆的中部固定有钢球,钢球设置在球座内,球座固定在密封盒的底板上,导杆的上端固定有反射板,反射板与光电池片之间设有光源,光源通过十字形的支撑架与密封盒的内壁相连接,导杆的上部与密封盒内壁之间通过四组呈十字形布置的弹簧相连接,导杆的下端固定有滚轮,检测方法包括:信号采集装置采集第一电池片、第二电池片、第三电池片、第四电池片上的电压,控制系统对u2、u4进行比较,

机械接触光电式焊缝跟踪系统研究.docx
机械接触光电式焊缝跟踪系统研究机械接触光电式焊缝跟踪系统研究摘要:在焊接领域,焊缝跟踪系统是一个重要的研究方向。本文研究了机械接触光电式焊缝跟踪系统。首先介绍了焊缝跟踪系统的背景和意义。然后,详细描述了机械接触光电式焊缝跟踪系统的结构和工作原理。接着,介绍了机械接触光电式焊缝跟踪系统的关键技术。最后,给出了机械接触光电式焊缝跟踪系统的应用和发展前景。关键词:焊缝跟踪系统;机械接触;光电式;研究;发展。1.引言焊接是一种常用的加工方式,广泛应用于制造业。在焊接过程中,焊缝的准确定位对保证焊接质量至关重要。传

一种机械接触式焊缝跟踪检测系统及方法.pdf
本发明公开了一种机械接触式焊缝跟踪检测系统及方法,检测系统的特征是:左右位置传感器设置在固定套内腔的中部,水平导杆穿过水平滑孔,所述上下位置传感器设置在连接套内腔的中上部,所述上下位置传感器与固定套之间通过竖直弹簧相连接,所述机座内设有水平方向的槽孔,所述槽孔内对称的设置有滚轮座,所述滚轮座的下端固定有滚轮,所述滚轮的侧面为与V形剖口相适配的锥面。检测方法包括:调整滚轮之间的间距;控制系统左右位置传感器和上下位置传感器的位置信号,当发生偏差,控制系统发出调整信号。本发明通过机械接触原理实现焊缝的追踪和纠偏

机械接触光电式焊缝跟踪系统研究的开题报告.docx
机械接触光电式焊缝跟踪系统研究的开题报告一、选题背景及意义现代焊接技术在工业生产中起着至关重要的作用,在机械制造、能源开发、汽车工业、电子电气等领域都有广泛应用。焊接质量的好坏直接关系到机械设备的安全稳定性和使用寿命。光电式焊缝跟踪系统即为焊接过程中的一种实用技术,可以在焊接过程中对焊缝进行并跟踪检测,从而达到控制焊接质量和提高焊接效率的目的。近年来,随着自动化技术的快速发展,焊缝跟踪系统在制造业中得到了广泛应用。然而,目前光电式焊缝跟踪系统中普遍使用的焊缝跟踪传感器为光学式传感器,该种传感器对工件表面的
一种机器人自动焊接焊缝跟踪检测方法.pdf
本发明公开了一种机器人自动焊接焊缝跟踪检测方法,包括以下步骤:采用人工神经网络算法模拟脉冲焊接熔池的动态过程;用实时采集和处理得到的焊接熔池动态特征参数来训练人工神经网模型,进行自学习;在CO2滴落的短路过度过程中摄取熔池的视觉图像,从而获取焊接场景特征;图像经过计算机处理后提取焊接熔池几何参数,焊接熔池几何参数为熔池面积、熔池长度、熔池宽度及熔池轮廓曲线,根据焊接熔池几何参数,实时调节焊接电流,从而控制焊接熔深。本发明通过在CO2滴落短路过度过程摄取熔池特征,避免电弧闪烁、飞溅和烟尘对摄像过程产生的干扰