
一种机器人自动焊接焊缝跟踪检测方法.pdf

Th****s3


1/4
2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种机器人自动焊接焊缝跟踪检测方法.pdf
本发明公开了一种机器人自动焊接焊缝跟踪检测方法,包括以下步骤:采用人工神经网络算法模拟脉冲焊接熔池的动态过程;用实时采集和处理得到的焊接熔池动态特征参数来训练人工神经网模型,进行自学习;在CO2滴落的短路过度过程中摄取熔池的视觉图像,从而获取焊接场景特征;图像经过计算机处理后提取焊接熔池几何参数,焊接熔池几何参数为熔池面积、熔池长度、熔池宽度及熔池轮廓曲线,根据焊接熔池几何参数,实时调节焊接电流,从而控制焊接熔深。本发明通过在CO2滴落短路过度过程摄取熔池特征,避免电弧闪烁、飞溅和烟尘对摄像过程产生的干扰

一种自动焊接光电接触式焊缝跟踪检测系统及方法.pdf
本发明公开了一种自动焊接光电接触式焊缝跟踪检测系统及方法,检测系统包括:光电池片被十字形的隔板分割成第一电池片、第二电池片、第三电池片、第四电池片,导杆的中部固定有钢球,钢球设置在球座内,球座固定在密封盒的底板上,导杆的上端固定有反射板,反射板与光电池片之间设有光源,光源通过十字形的支撑架与密封盒的内壁相连接,导杆的上部与密封盒内壁之间通过四组呈十字形布置的弹簧相连接,导杆的下端固定有滚轮,检测方法包括:信号采集装置采集第一电池片、第二电池片、第三电池片、第四电池片上的电压,控制系统对u2、u4进行比较,
一种水下焊接机器人焊缝跟踪系统的焊缝跟踪控制方法.pdf
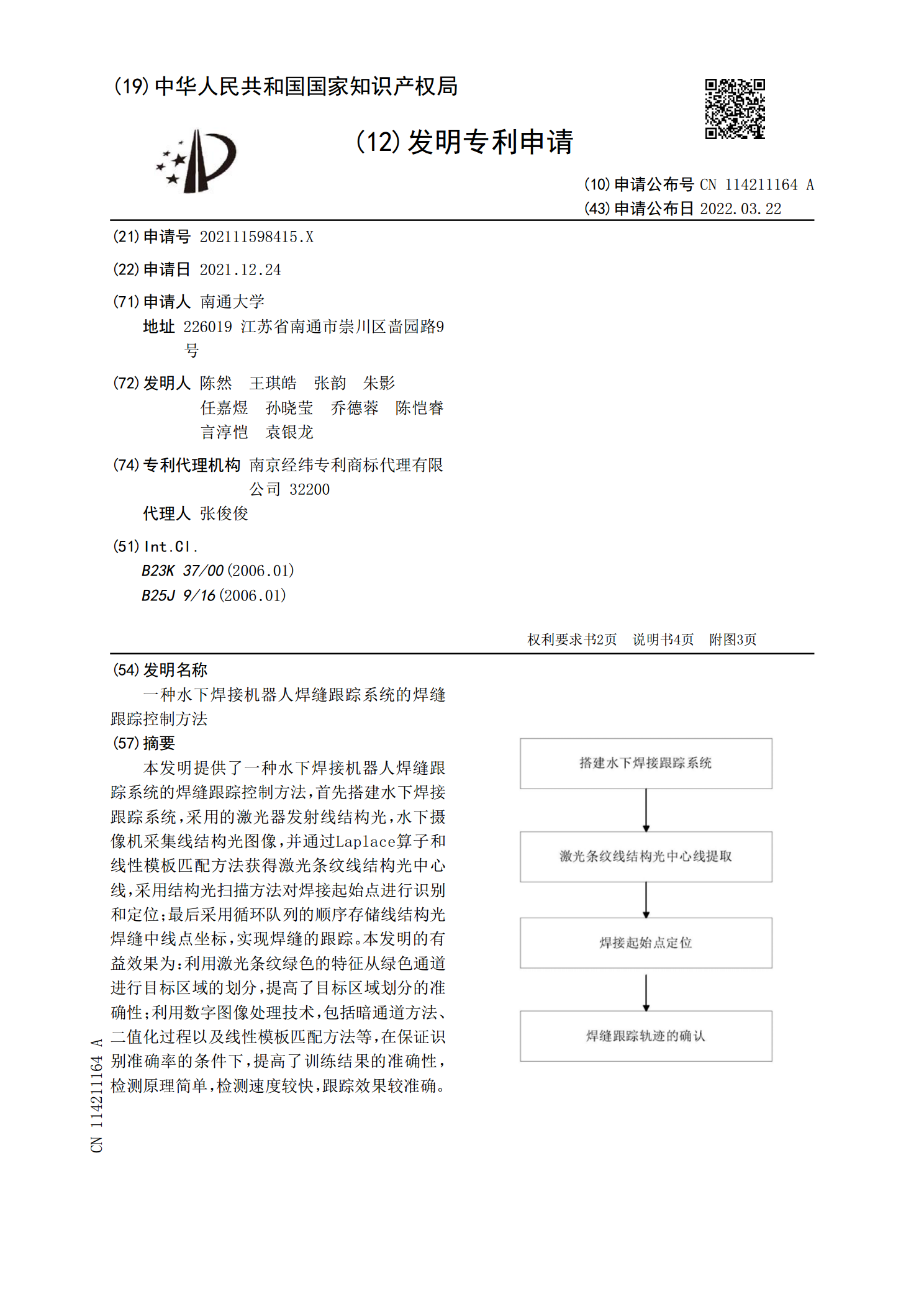
本发明提供了一种水下焊接机器人焊缝跟踪系统的焊缝跟踪控制方法,首先搭建水下焊接跟踪系统,采用的激光器发射线结构光,水下摄像机采集线结构光图像,并通过Laplace算子和线性模板匹配方法获得激光条纹线结构光中心线,采用结构光扫描方法对焊接起始点进行识别和定位;最后采用循环队列的顺序存储线结构光焊缝中线点坐标,实现焊缝的跟踪。本发明的有益效果为:利用激光条纹绿色的特征从绿色通道进行目标区域的划分,提高了目标区域划分的准确性;利用数字图像处理技术,包括暗通道方法、二值化过程以及线性模板匹配方法等,在保证识别准确

激光焊接机器人焊缝跟踪方法.doc
激光焊接机器人焊缝跟踪控制方法陈智龙120160033摘要:当前激光焊接机器人在实际的工业生产中应用的越来越广泛,在汽车制造业以及其他机器制造业激光焊接机器人在生产中的作用也越来越大。如何提高焊接机器人的焊缝精度问题以及控制焊缝轨迹已成为激光焊接机器人发展的首要难题。关键词:激光焊接机器人;焊缝轨迹;控制0引言激光作为焊接和切割的新手段应用于工业制造,具有很大发展潜力。在国际汽车工业领域,激光加工技术已广泛得到了应用,激光切割与焊接逐渐成为标准的汽车车身生产工艺.国内也已积极推广应用,但目前主要还是以引进

角焊缝机械跟踪自动焊接装置.pdf
一种角焊缝机械跟踪自动焊接装置,包括焊枪、伸缩套、导向套、旋转轴和支撑座。焊枪通过焊枪夹持块平行固定在伸缩套一侧,伸缩套下端设有导向轮,伸缩套与导向套滑动配合,伸缩套内同轴固定有伸缩杆,伸缩杆滑动伸入在导向套中,导向套上端设有弹簧挡,伸缩杆顶部与弹簧挡之间设有压缩弹簧,从而使焊枪随伸缩套一起相对于导向套轴向移动。旋转轴通过轴承组件安装在支撑座内,支撑座的一侧同轴安装有弹簧套筒,旋转轴伸入弹簧套筒内的一段套装有控制其转动的扭转弹簧,旋转轴伸出支撑座的另一侧设有夹持头,夹持头与导向套上部夹持配合,从而使焊枪随