
一种自动码垛机.pdf

是你****晨呀

1/7
2/7
3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种自动码垛机.pdf
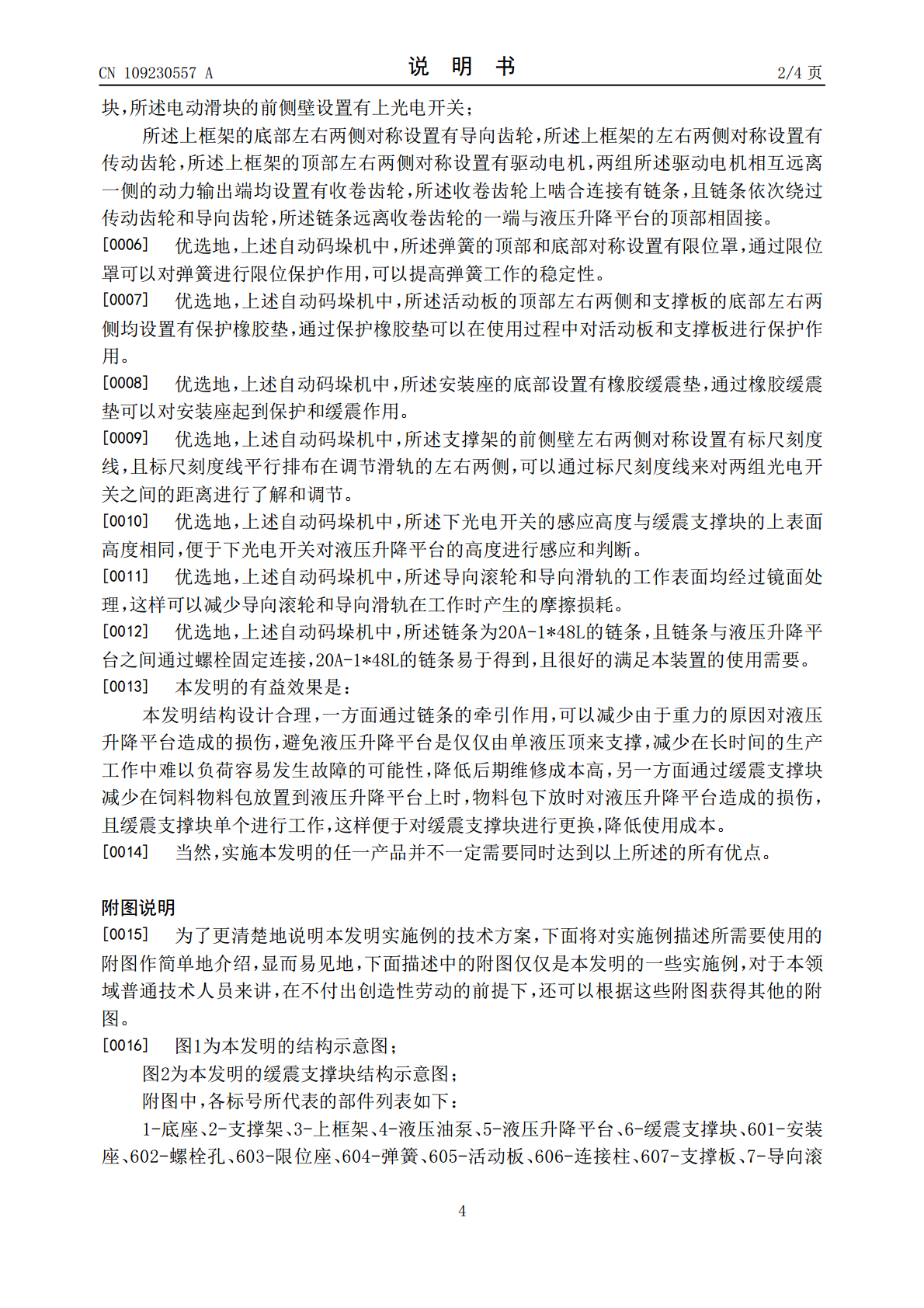
本发明公开了一种自动码垛机,包括PLC触控集成控制系统、皮带自动输送机、落包系统、码垛机框架、光电开关组件、液压油泵系统,码垛机框架包括底座,底座的顶部左右两侧均设置有支撑架,两组支撑架的顶部设置有上框架,底座的左侧设置有液压油泵,底座的顶部中心处设置有液压升降平台,液压升降平台的顶部等间距的排布有缓震支撑块;缓震支撑块包括安装座,安装座的顶部左右两侧对称开设有螺栓孔,安装座的顶部中心处设置有限位座,限位座的内腔底部设置有弹簧,弹簧的顶部设置有活动块,活动块的顶部设置有连接柱,连接柱的顶部设置有支撑板,本
一种角钢自动码垛机.pdf
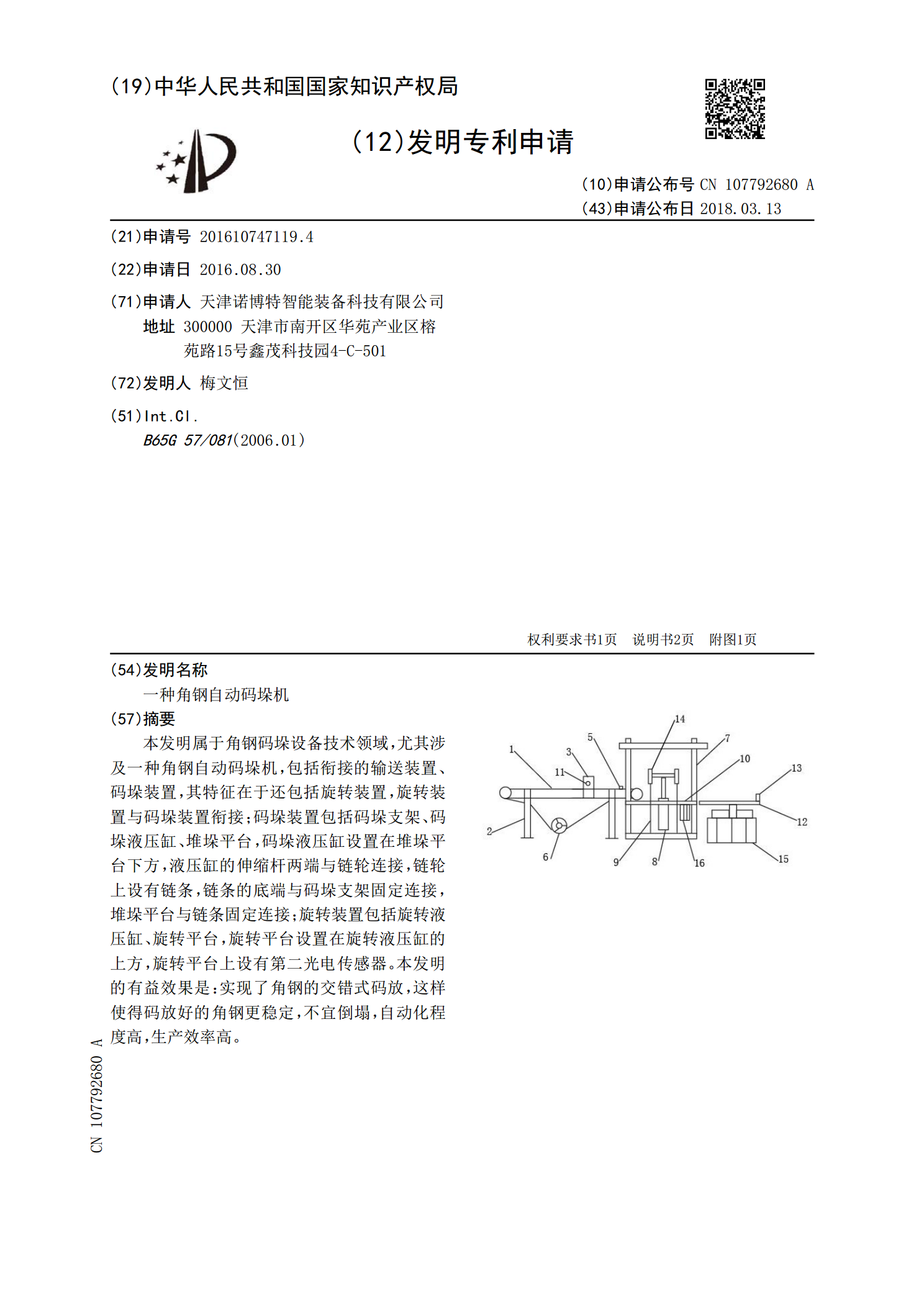
本发明属于角钢码垛设备技术领域,尤其涉及一种角钢自动码垛机,包括衔接的输送装置、码垛装置,其特征在于还包括旋转装置,旋转装置与码垛装置衔接;码垛装置包括码垛支架、码垛液压缸、堆垛平台,码垛液压缸设置在堆垛平台下方,液压缸的伸缩杆两端与链轮连接,链轮上设有链条,链条的底端与码垛支架固定连接,堆垛平台与链条固定连接;旋转装置包括旋转液压缸、旋转平台,旋转平台设置在旋转液压缸的上方,旋转平台上设有第二光电传感器。本发明的有益效果是:实现了角钢的交错式码放,这样使得码放好的角钢更稳定,不宜倒塌,自动化程度高,生产
一种全自动码垛机.pdf
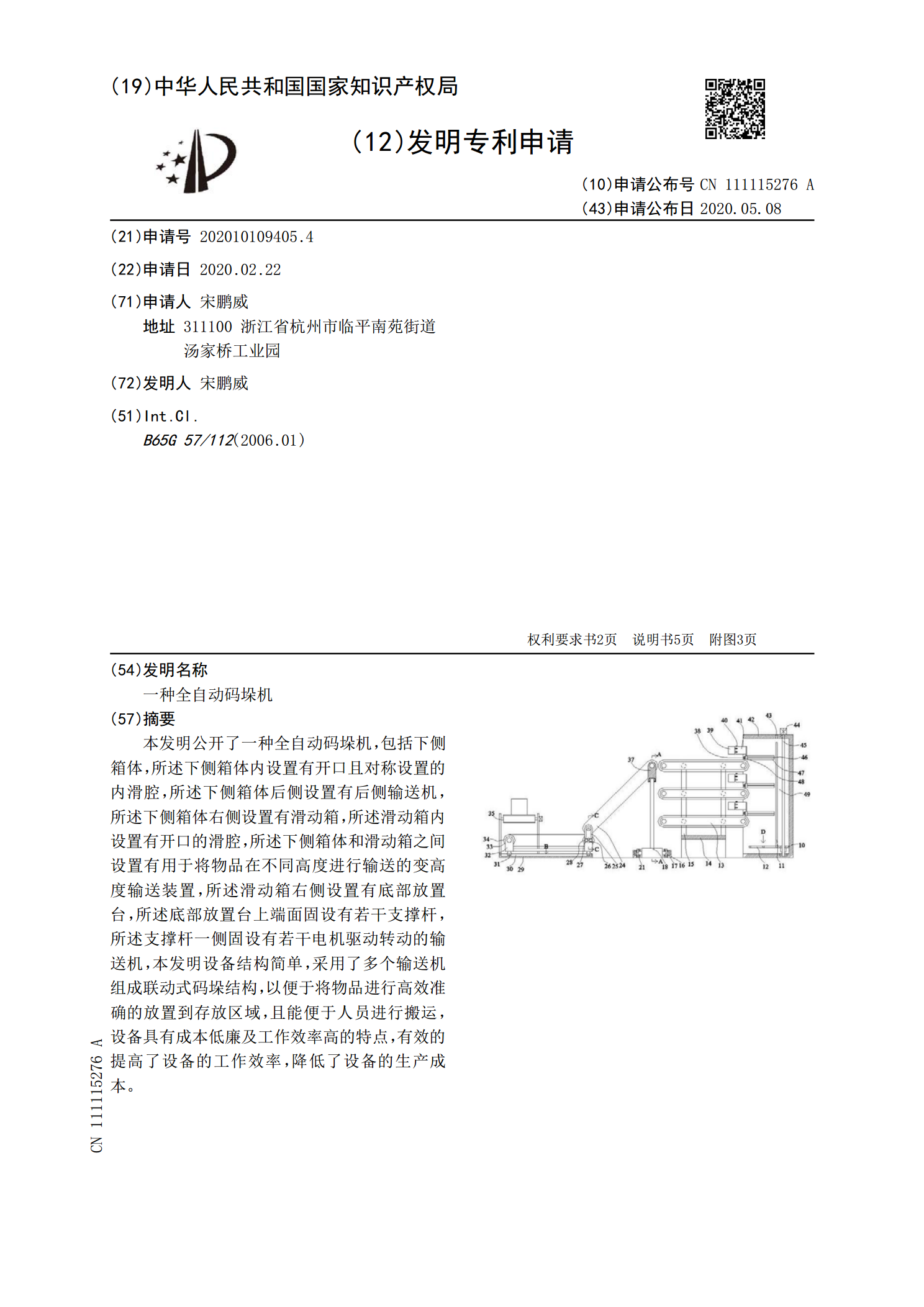
本发明公开了一种全自动码垛机,包括下侧箱体,所述下侧箱体内设置有开口且对称设置的内滑腔,所述下侧箱体后侧设置有后侧输送机,所述下侧箱体右侧设置有滑动箱,所述滑动箱内设置有开口的滑腔,所述下侧箱体和滑动箱之间设置有用于将物品在不同高度进行输送的变高度输送装置,所述滑动箱右侧设置有底部放置台,所述底部放置台上端面固设有若干支撑杆,所述支撑杆一侧固设有若干电机驱动转动的输送机,本发明设备结构简单,采用了多个输送机组成联动式码垛结构,以便于将物品进行高效准确的放置到存放区域,且能便于人员进行搬运,设备具有成本低廉
自动码垛机.pdf
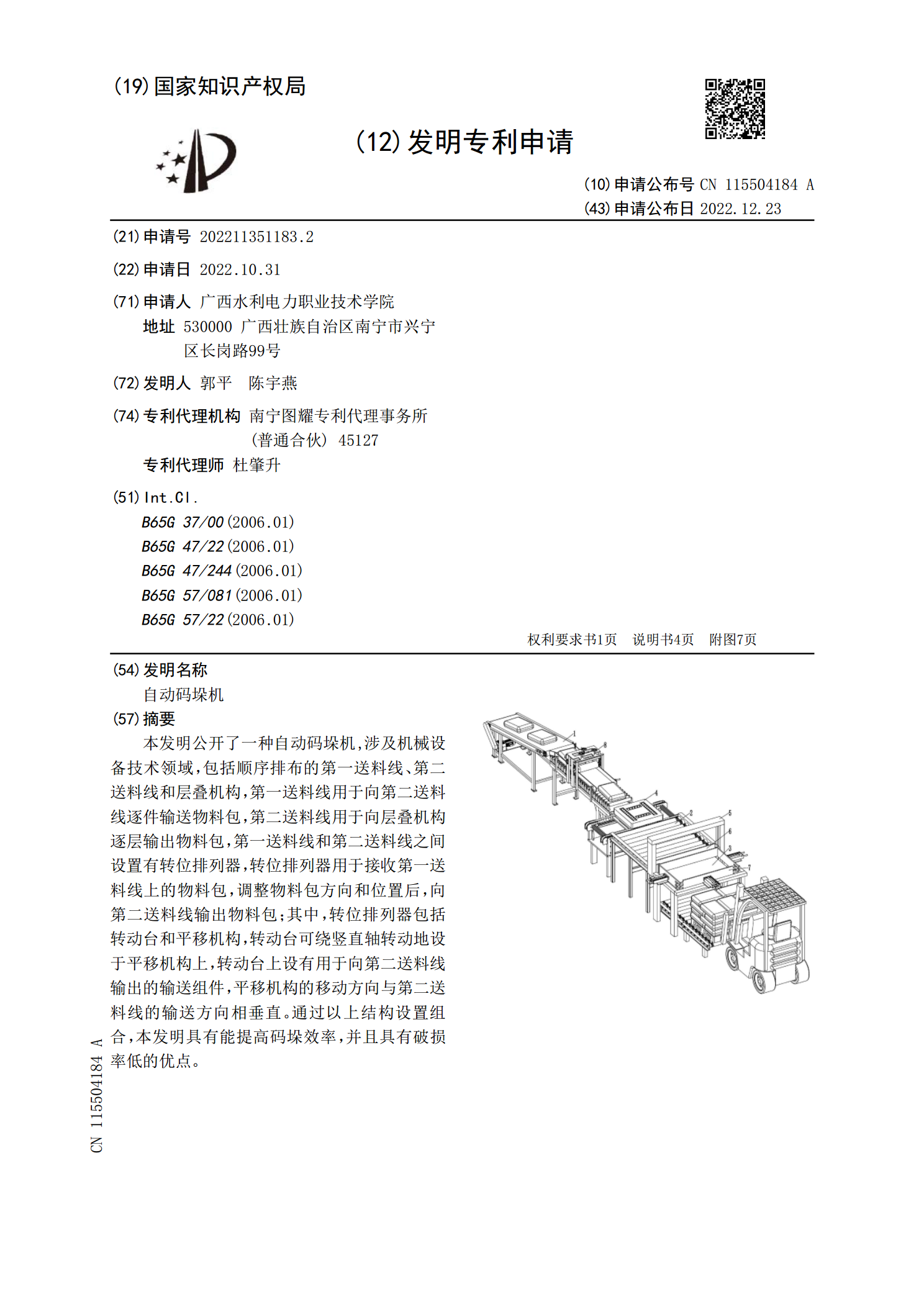
本发明公开了一种自动码垛机,涉及机械设备技术领域,包括顺序排布的第一送料线、第二送料线和层叠机构,第一送料线用于向第二送料线逐件输送物料包,第二送料线用于向层叠机构逐层输出物料包,第一送料线和第二送料线之间设置有转位排列器,转位排列器用于接收第一送料线上的物料包,调整物料包方向和位置后,向第二送料线输出物料包;其中,转位排列器包括转动台和平移机构,转动台可绕竖直轴转动地设于平移机构上,转动台上设有用于向第二送料线输出的输送组件,平移机构的移动方向与第二送料线的输送方向相垂直。通过以上结构设置组合,本发明具

一种高速自动装车码垛机.pdf
本发明公开了一种高速自动装车码垛机。现有码垛机结构复杂,码垛效率低。本发明包括车架、立式框架、升降装置、推箱装置、纵向推送装置、车轮驱动装置和来料输送装置;立式框架固定在车架前部;立式框架的一侧设有纵向通道,纵向推送装置设置在纵向通道顶部;来料输送装置设置在纵向通道后部,为纵向通道送料;推箱装置设置在立式框架的前部;纵向推送装置将来料输送装置传来的箱体推送至推箱装置;升降装置驱动推箱装置升降;车轮驱动装置驱动车架。本发明的纵向推送装置可不间断将来料输送装置传来的箱体由纵向通道传至水平传动组件上,当水平从动