
一种调整带钢卷取内外圈塔形的方法.pdf

书生****瑞梦


1/10
2/10

3/10
4/10
5/10

6/10

7/10

8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种调整带钢卷取外圈塔形的方法.pdf
本申请公开一种调整钢卷外圈塔型的方法,包括:确定伸缩组件行程;带钢在卷取机卷筒上卷取剩余最后N圈长度时,带钢进入甩尾状态;重卷设备的压弯辊压下;在带钢尾部经过张力装置之前,压尾辊装置的摆动液压缸向下摆动使得多功能压尾辊的中间辊压住钢卷;带钢完全收卷在卷取机卷筒时,多功能压尾辊上的对中机构对带尾N圈进行靠近对中;对中完成后,卸卷车上升,以触碰式压力顶住钢卷的带钢尾部;压弯辊和多功能压尾辊同时抬起,对中机构由伸缩组件驱动至最大开口度处待机;卷筒收缩,钳口打开,卸卷车把钢卷抬起;卸卷车进行卸卷。本申请在卷取机卷
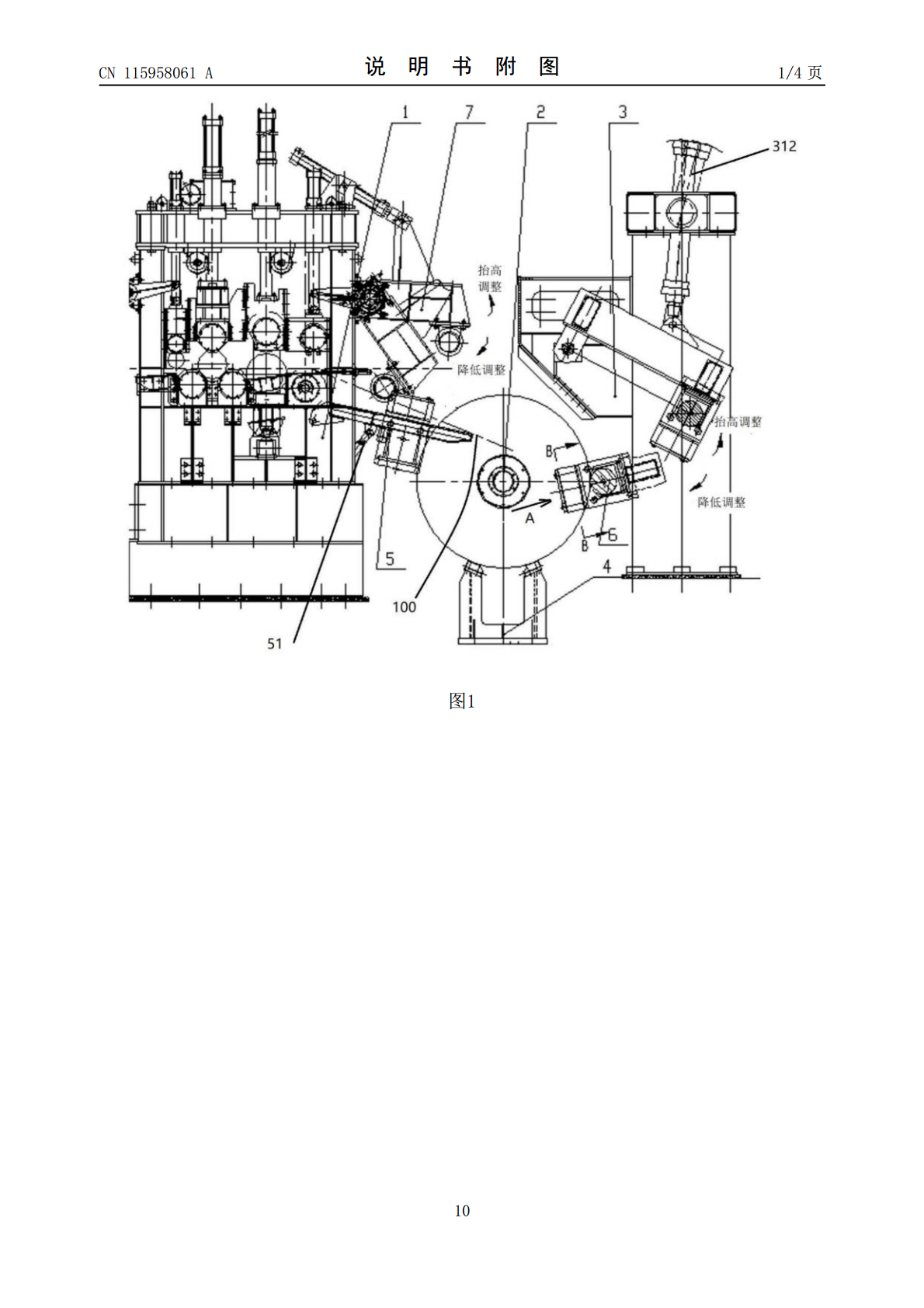
一种调整带钢卷取内外圈塔形的方法.pdf
本申请公开一种调整带钢卷取内外圈塔形的方法,包括:带钢头部通过导板台本体上进入卷取机卷筒的钳口;多功能导板台的伸缩组件驱动对其中机构达到对中开口度,从而对带钢头部夹持与重卷设备的中线对中;重卷设备建张,卷筒运转M圈,带钢头部卷取完成,并继续进行卷取动作;带钢在卷取机卷筒上卷取剩余最后N圈长度时,带钢进入甩尾状态;重卷设备的压弯辊压下;压尾辊装置的摆动液压缸向下摆动,使得多功能压尾辊的中间辊压住钢卷;带钢完全收卷在卷取机卷筒时,多功能压尾辊上的对中机构对带尾N圈进行靠近对中;对中完成后,卸卷车进行卸卷。本申

酒钢CSP带钢卷取塔形的控制实践.doc
酒钢CSP带钢卷取塔形的控制实践摘要:酒钢csp卷取机卷取高强度厚规格和冷轧基料钢种时钢卷产生塔形和错层,严重影响产品质量和后续加工。针对这种情况,对各种塔形产生的原因进行了分析,对卷取过程中输出辊道、夹送辊、芯轴和助卷辊的速度控制、芯轴与轧机间的张力控制、侧导板控制,以及卷取区设备维护等方面进行了实践改进,通过实践总结出了常见塔形处理方法,目前卷取塔形问题有了很大改善。关键词:卷取机;侧导板;塔形;原因分析;控制改进analysisandcontroltelescopecoilsincspplantof
一种调整带钢卷取温度的装置及控制方法.pdf
一种调整带钢卷取温度的装置及控制方法,所述调整带钢卷取温度的装置包括布置在带钢卷取设备的整平五辊前后两侧的若干组冷却水管组件,并在带钢卷取设备的五辊进口挡板及五辊出口挡板上设置冷却水过流槽;所述冷却水管组件设有冷却水管、控制阀和喷嘴,所述冷却水管通过管托固定在带钢卷取设备机座上,冷却水管进水口端与冷却水源连接,冷却水管出水口端设置喷嘴,所述控制阀安装在冷却水管上,可通过控制阀调整冷却水的压力和流量,所述喷嘴的喷射口与五辊进口挡板或五辊出口挡板上的冷却水过流槽相对,喷嘴的喷射方向与带钢进给方向垂直。本发明实

热轧带钢卷取塔形的分析和解决措施.docx
热轧带钢卷取塔形的分析和解决措施1.热轧带钢卷取塔形的形成原因热轧带钢卷取塔形是一种常见的缺陷,主要是由于卷材中心区域的钢带拉伸过度造成的。热轧带钢在卷取过程中,因卷材中心区域钢带的环向长度较短,因此在受到外力拉伸的情况下,中心会产生轻微的收缩,从而形成了塔形。2.热轧带钢卷取塔形对产品的影响热轧带钢卷取塔形会影响产品的质量和使用寿命。在制成产品后,塔形会导致产品的弯曲程度不均匀,影响产品的平整度和外观。此外,塔形还可能导致产品在使用过程中产生应力集中,从而降低产品的使用寿命。3.解决热轧带钢卷取塔形的措