
一种金属板材焊接工艺及其焊接机、变位机.pdf

一吃****书竹


1/10

2/10

3/10

4/10

5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种金属板材焊接工艺及其焊接机、变位机.pdf
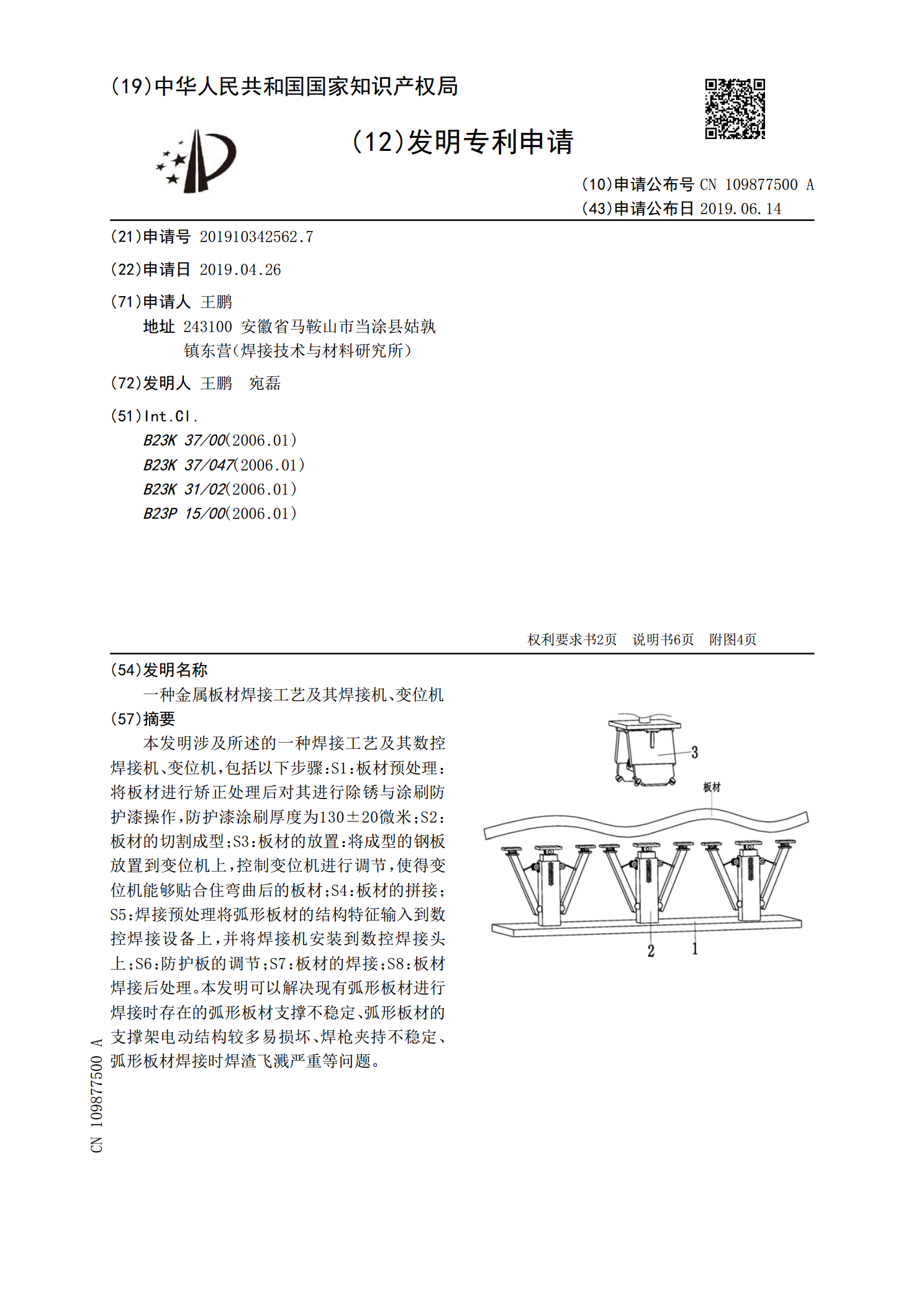
本发明涉及所述的一种焊接工艺及其数控焊接机、变位机,包括以下步骤:S1:板材预处理:将板材进行矫正处理后对其进行除锈与涂刷防护漆操作,防护漆涂刷厚度为130±20微米;S2:板材的切割成型;S3:板材的放置:将成型的钢板放置到变位机上,控制变位机进行调节,使得变位机能够贴合住弯曲后的板材;S4:板材的拼接;S5:焊接预处理将弧形板材的结构特征输入到数控焊接设备上,并将焊接机安装到数控焊接头上;S6:防护板的调节;S7:板材的焊接;S8:板材焊接后处理。本发明可以解决现有弧形板材进行焊接时存在的弧形板材支撑
一种变位机栏杆焊接机.pdf
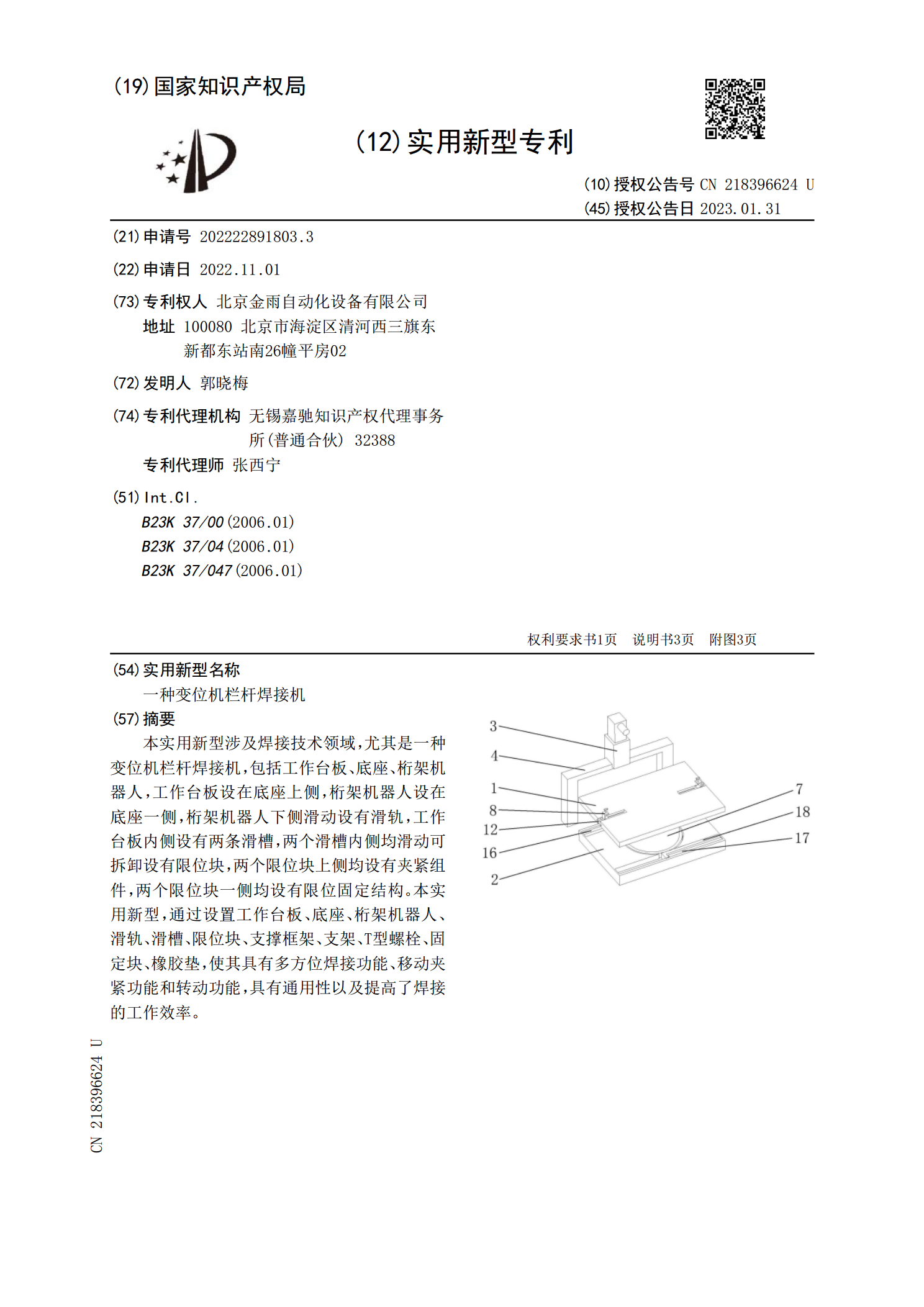
本实用新型涉及焊接技术领域,尤其是一种变位机栏杆焊接机,包括工作台板、底座、桁架机器人,工作台板设在底座上侧,桁架机器人设在底座一侧,桁架机器人下侧滑动设有滑轨,工作台板内侧设有两条滑槽,两个滑槽内侧均滑动可拆卸设有限位块,两个限位块上侧均设有夹紧组件,两个限位块一侧均设有限位固定结构。本实用新型,通过设置工作台板、底座、桁架机器人、滑轨、滑槽、限位块、支撑框架、支架、T型螺栓、固定块、橡胶垫,使其具有多方位焊接功能、移动夹紧功能和转动功能,具有通用性以及提高了焊接的工作效率。
一种金属板材焊接工艺.pdf
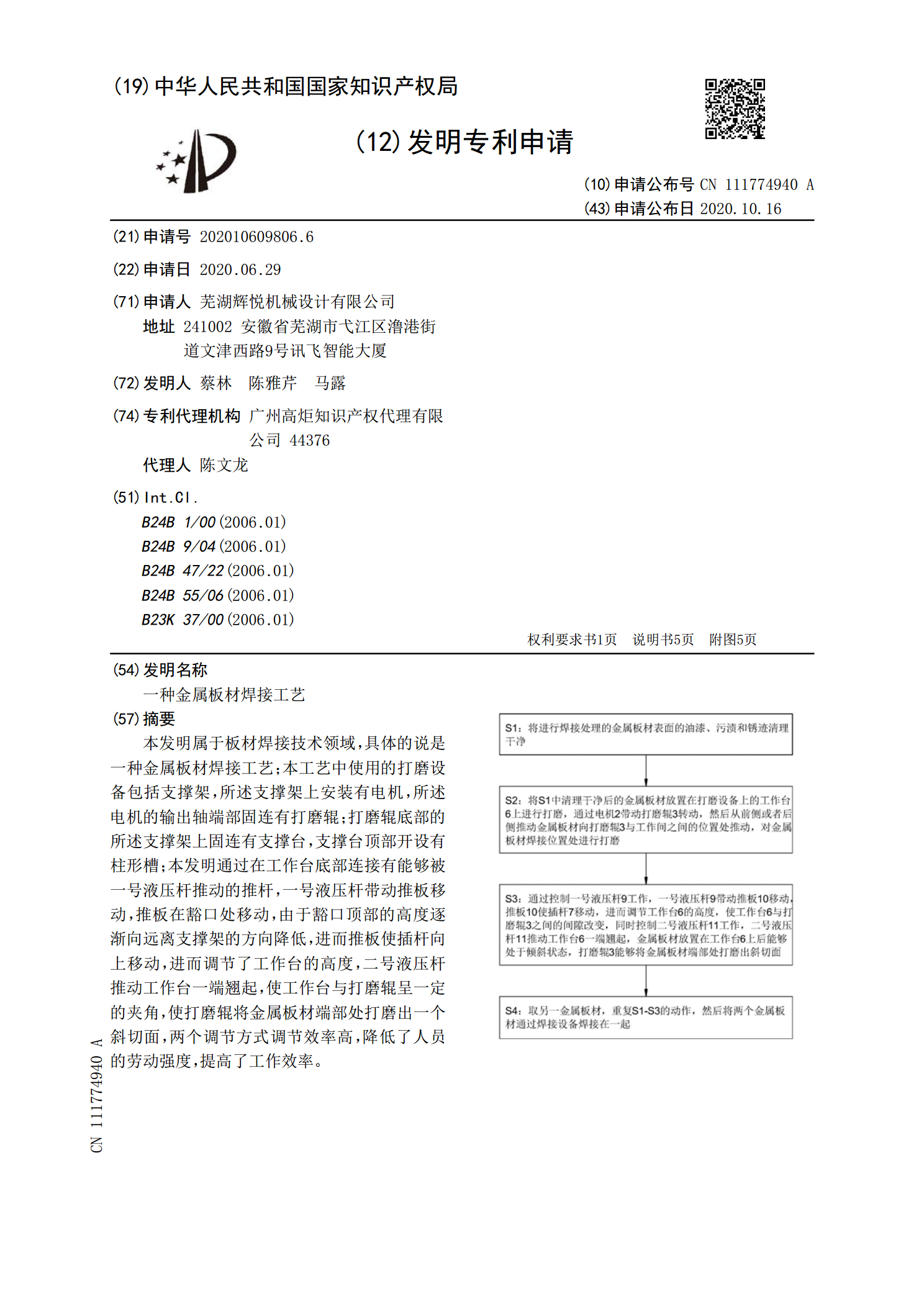
本发明属于板材焊接技术领域,具体的说是一种金属板材焊接工艺;本工艺中使用的打磨设备包括支撑架,所述支撑架上安装有电机,所述电机的输出轴端部固连有打磨辊;打磨辊底部的所述支撑架上固连有支撑台,支撑台顶部开设有柱形槽;本发明通过在工作台底部连接有能够被一号液压杆推动的推杆,一号液压杆带动推板移动,推板在豁口处移动,由于豁口顶部的高度逐渐向远离支撑架的方向降低,进而推板使插杆向上移动,进而调节了工作台的高度,二号液压杆推动工作台一端翘起,使工作台与打磨辊呈一定的夹角,使打磨辊将金属板材端部处打磨出一个斜切面,两

一种眼镜板材焊接机.pdf
本发明涉及一种眼镜加工设备,特别是指一种眼镜板材焊接机。本发明采用如下技术方案:包括放料座、位于放料座上部的上模板及驱动机构,驱动机构与上模板连接,驱动机构驱动上模板沿水平面做圆周运动,驱动机构包括驱动源、偏心轴及振动组件,偏心轴包括同心部及与同心部连接的第一偏心部,振动组件套设于第一偏心部上,且上模板连接于振动组件上,驱动源驱动偏心轴转动;本发明在于:采用微动的圆周加工方式取代现有的手工加工,只需驱动上模板对部件之间实现高频振动,便可实现焊接,杜绝了采用丙酮粘合导致桩头或者叶子与眼镜板材容易分离的情况发
一种数控焊接机及其焊接工艺.pdf
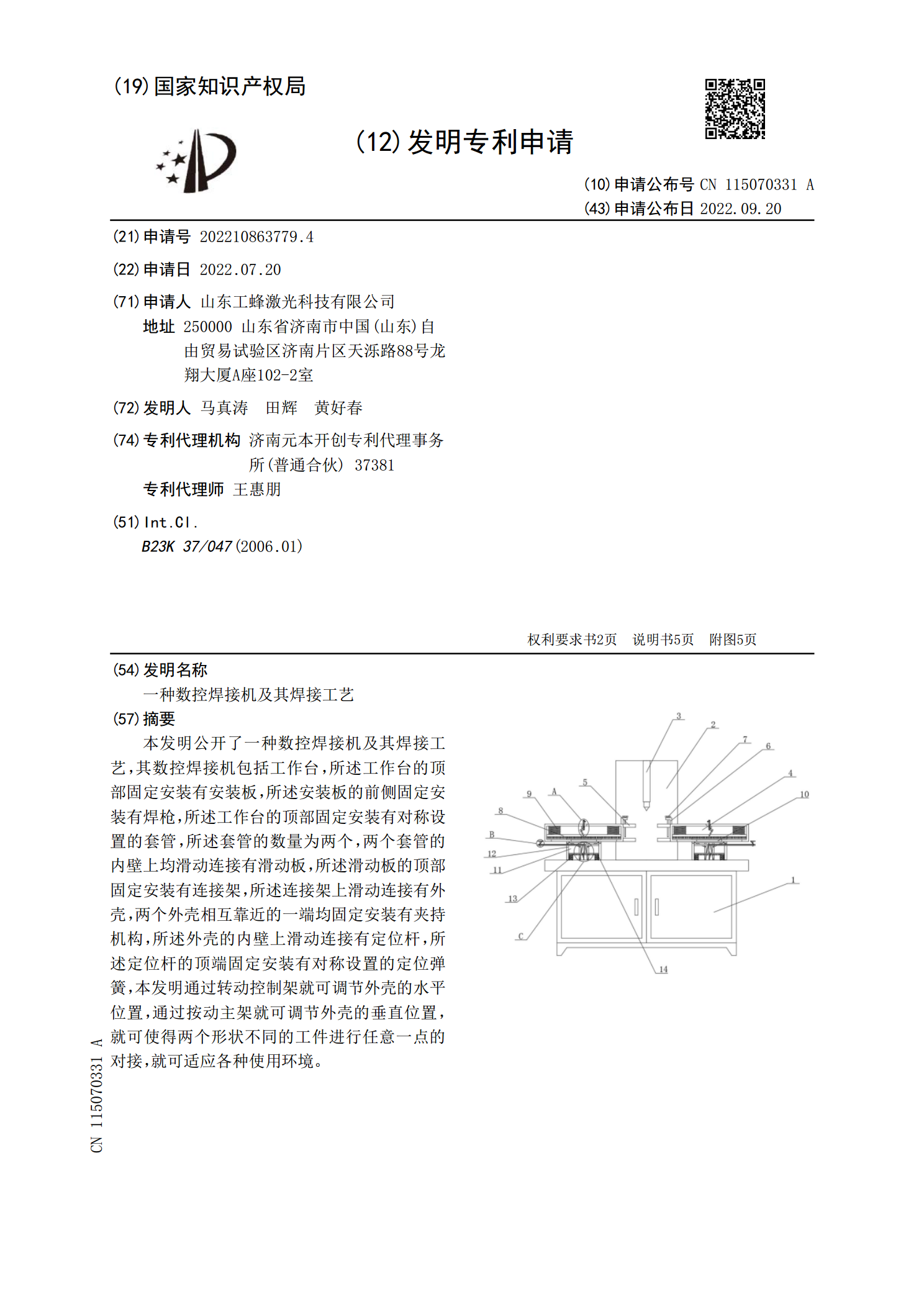
本发明公开了一种数控焊接机及其焊接工艺,其数控焊接机包括工作台,所述工作台的顶部固定安装有安装板,所述安装板的前侧固定安装有焊枪,所述工作台的顶部固定安装有对称设置的套管,所述套管的数量为两个,两个套管的内壁上均滑动连接有滑动板,所述滑动板的顶部固定安装有连接架,所述连接架上滑动连接有外壳,两个外壳相互靠近的一端均固定安装有夹持机构,所述外壳的内壁上滑动连接有定位杆,所述定位杆的顶端固定安装有对称设置的定位弹簧,本发明通过转动控制架就可调节外壳的水平位置,通过按动主架就可调节外壳的垂直位置,就可使得两个形