
一种波形钢板自动定位拼装焊接设备及方法.pdf

森林****来了


1/10
2/10

3/10

4/10
5/10

6/10
7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种波形钢板自动定位拼装焊接设备及方法.pdf
本发明公开了一种波形钢板自动定位拼装焊接设备及方法,涉及焊接技术领域,包括底座,底座内依次设有第一履带机构、焊接平台和第二履带机构,焊接平台上方通过龙门架安装多自由度焊枪;焊接平台一端设有固定夹持装置,另一端设有可动夹持装置,焊接平台两端还固定有红外线信号装置;所述底座对应于第一履带机构的侧面安装侧向顶推机构,可动夹持装置与侧向顶推机构同步移动。本发明可实现波形钢板的姿态自动矫正、几何参数的自动测量计算、波形钢板拼接口的自动对齐以及波形钢板的自动夹持固定,节省了人工成本与时间成本,提高了波形钢板拼装效率。
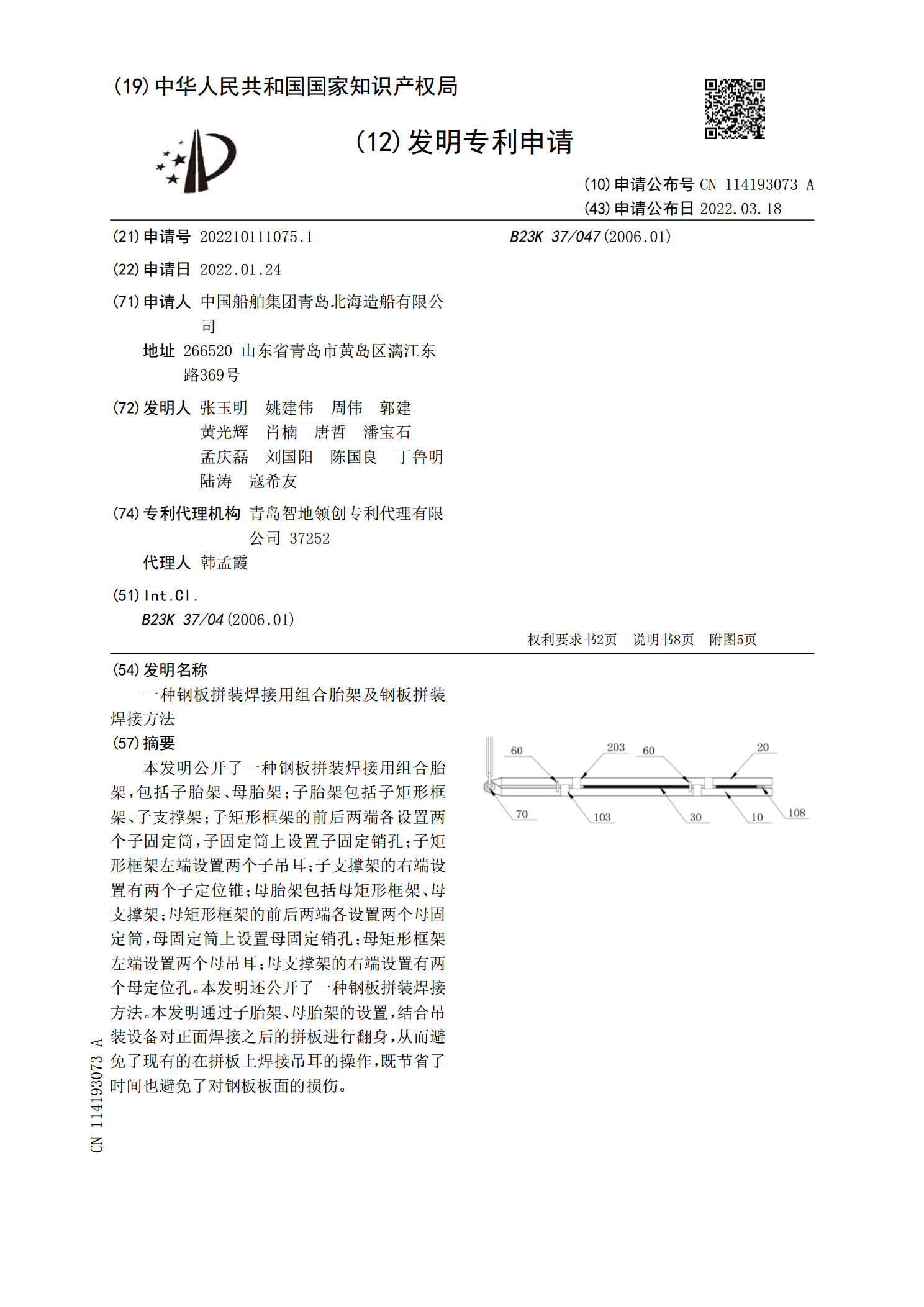
一种钢板拼装焊接用组合胎架及钢板拼装焊接方法.pdf
本发明公开了一种钢板拼装焊接用组合胎架,包括子胎架、母胎架;子胎架包括子矩形框架、子支撑架;子矩形框架的前后两端各设置两个子固定筒,子固定筒上设置子固定销孔;子矩形框架左端设置两个子吊耳;子支撑架的右端设置有两个子定位锥;母胎架包括母矩形框架、母支撑架;母矩形框架的前后两端各设置两个母固定筒,母固定筒上设置母固定销孔;母矩形框架左端设置两个母吊耳;母支撑架的右端设置有两个母定位孔。本发明还公开了一种钢板拼装焊接方法。本发明通过子胎架、母胎架的设置,结合吊装设备对正面焊接之后的拼板进行翻身,从而避免了现有的

一种高空储存钢板且自动调整角度焊接设备.pdf
本发明公开了一种高空储存钢板且自动调整角度焊接设备,包括机体外壳,所述机体外壳内设有动力腔,所述机体外壳内左端设有触发腔,所述机体外壳内上端设有移动腔,所述机体外壳内上端设有焊接腔,所述焊接腔在所述移动腔下侧且所述焊接腔与所述移动腔贯通,本发明结构简单,操作简便,在进行建筑建造时,往往需要在高空中进行,本发明通过构建一个高空工作台,通过在工作台内储存钢板,且在工作台上能够自动把钢板运输到加工台上,使钢板能够形成任意的角度以便人们进行焊接,不需要在地面上焊接之后在进行运输,具有较高的安全性,具有较高的一体化

PCBA板自动定位焊接设备.pdf
本申请属于PCBA板技术领域,公开了PCBA板自动定位焊接设备,包括主板,主板顶端的侧边设有定位机构,定位机构包括支承架,支承架位于主板一侧的上方,且支承架底端的内腔开设有贯穿槽,贯穿槽内壁的中部固定安装有内置块,内置块的内腔固定套接有双向推杆,双向推杆两侧的驱动端均固定连接有活动块,两组活动块的顶端均贯穿贯穿槽的顶部,且两组活动块顶部的中心均固定安装有顶杆,内置块的底部固定连接有连接臂。通过设置的两组定位机构,能够利用其内部支承架、贯穿槽、内置块、双向推杆、活动块、顶杆以及连接臂、滑槽、滚轮的共同作用下
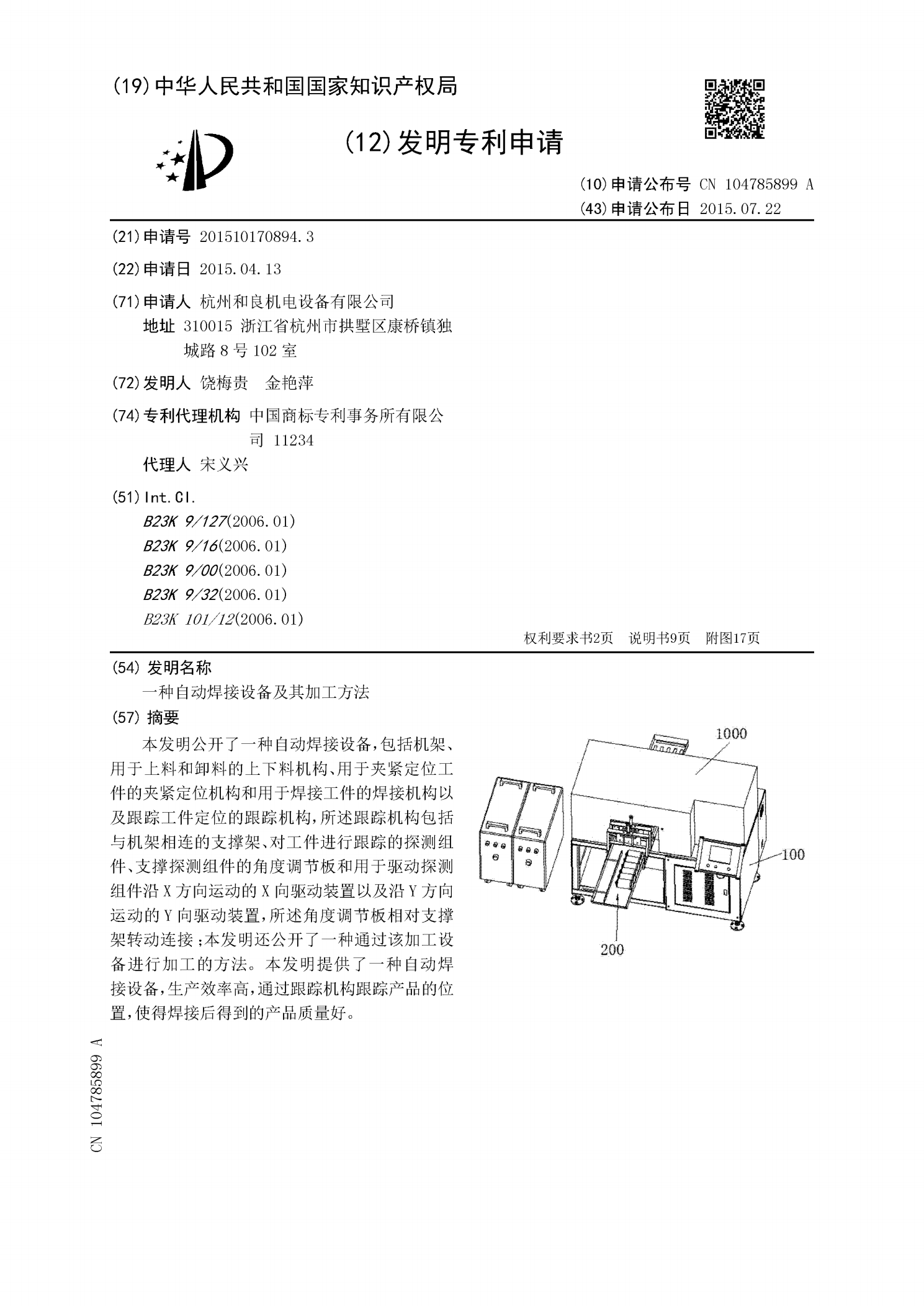
一种自动焊接设备及其加工方法.pdf
本发明公开了一种自动焊接设备,包括机架、用于上料和卸料的上下料机构、用于夹紧定位工件的夹紧定位机构和用于焊接工件的焊接机构以及跟踪工件定位的跟踪机构,所述跟踪机构包括与机架相连的支撑架、对工件进行跟踪的探测组件、支撑探测组件的角度调节板和用于驱动探测组件沿X方向运动的X向驱动装置以及沿Y方向运动的Y向驱动装置,所述角度调节板相对支撑架转动连接;本发明还公开了一种通过该加工设备进行加工的方法。本发明提供了一种自动焊接设备,生产效率高,通过跟踪机构跟踪产品的位置,使得焊接后得到的产品质量好。