
一种电池模组入箱控制系统及方法.pdf

春景****23

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种电池模组入箱控制系统及方法.pdf
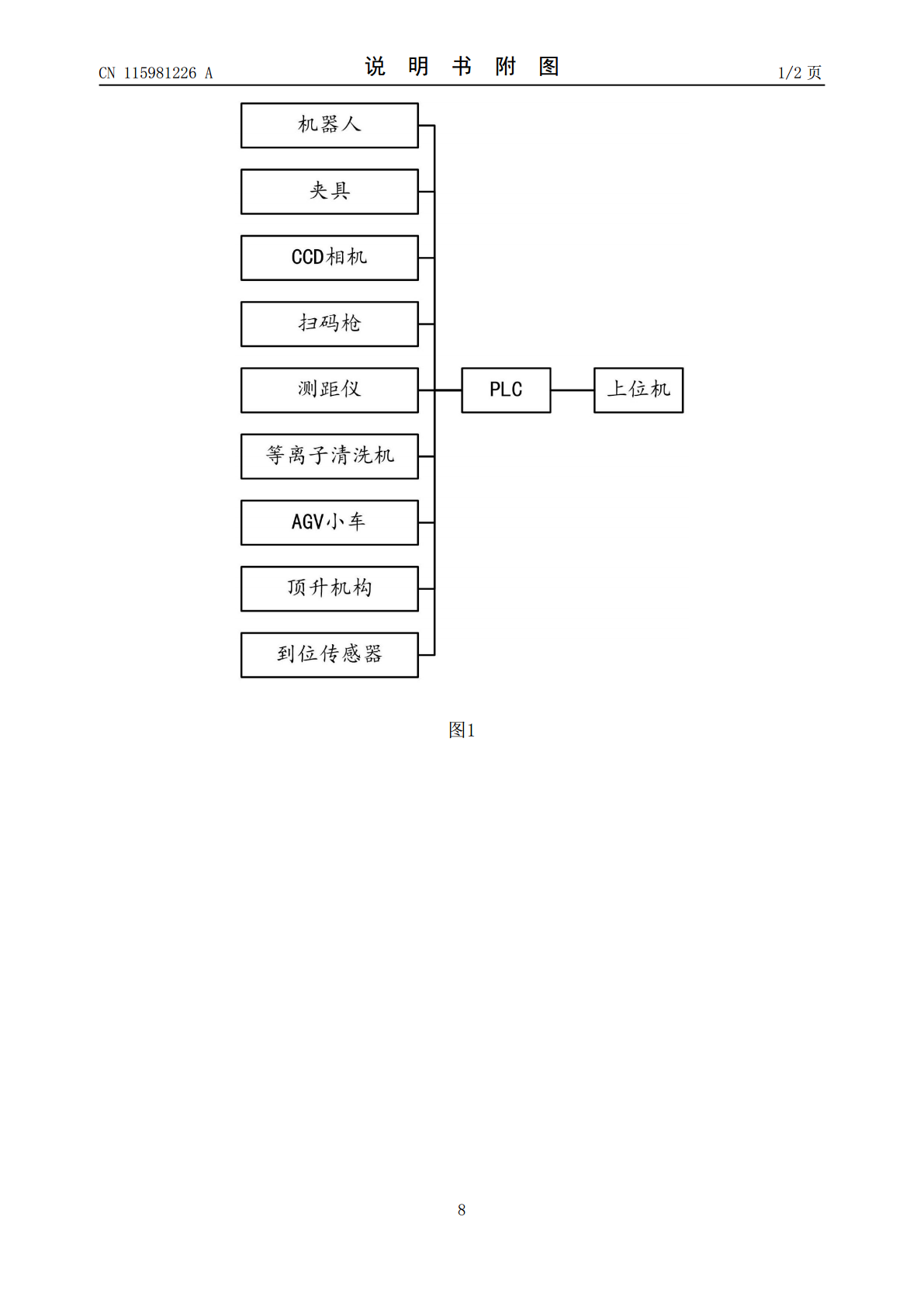
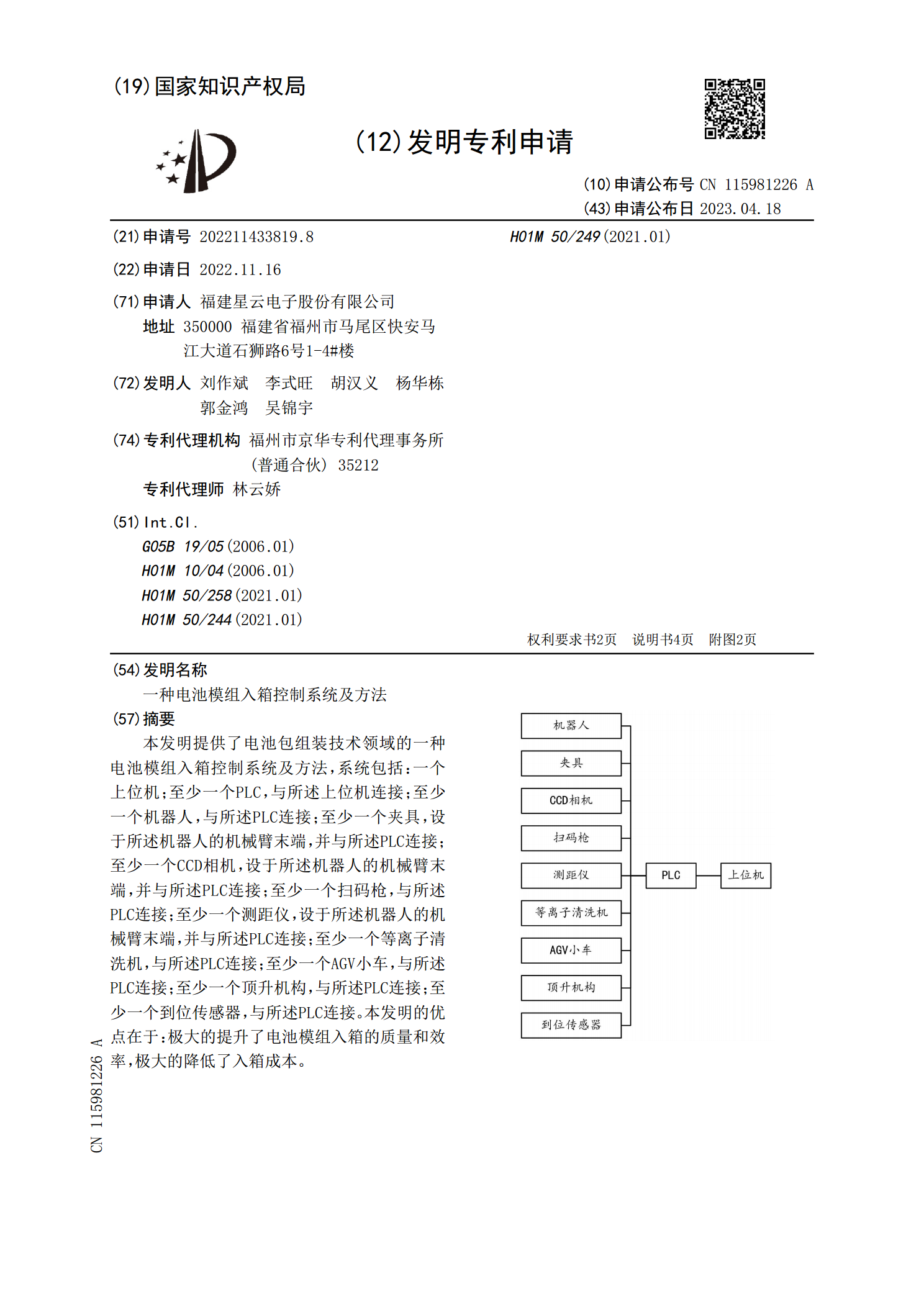
本发明提供了电池包组装技术领域的一种电池模组入箱控制系统及方法,系统包括:一个上位机;至少一个PLC,与所述上位机连接;至少一个机器人,与所述PLC连接;至少一个夹具,设于所述机器人的机械臂末端,并与所述PLC连接;至少一个CCD相机,设于所述机器人的机械臂末端,并与所述PLC连接;至少一个扫码枪,与所述PLC连接;至少一个测距仪,设于所述机器人的机械臂末端,并与所述PLC连接;至少一个等离子清洗机,与所述PLC连接;至少一个AGV小车,与所述PLC连接;至少一个顶升机构,与所述PLC连接;至少一个到位传
一种电池模组入箱设备.pdf
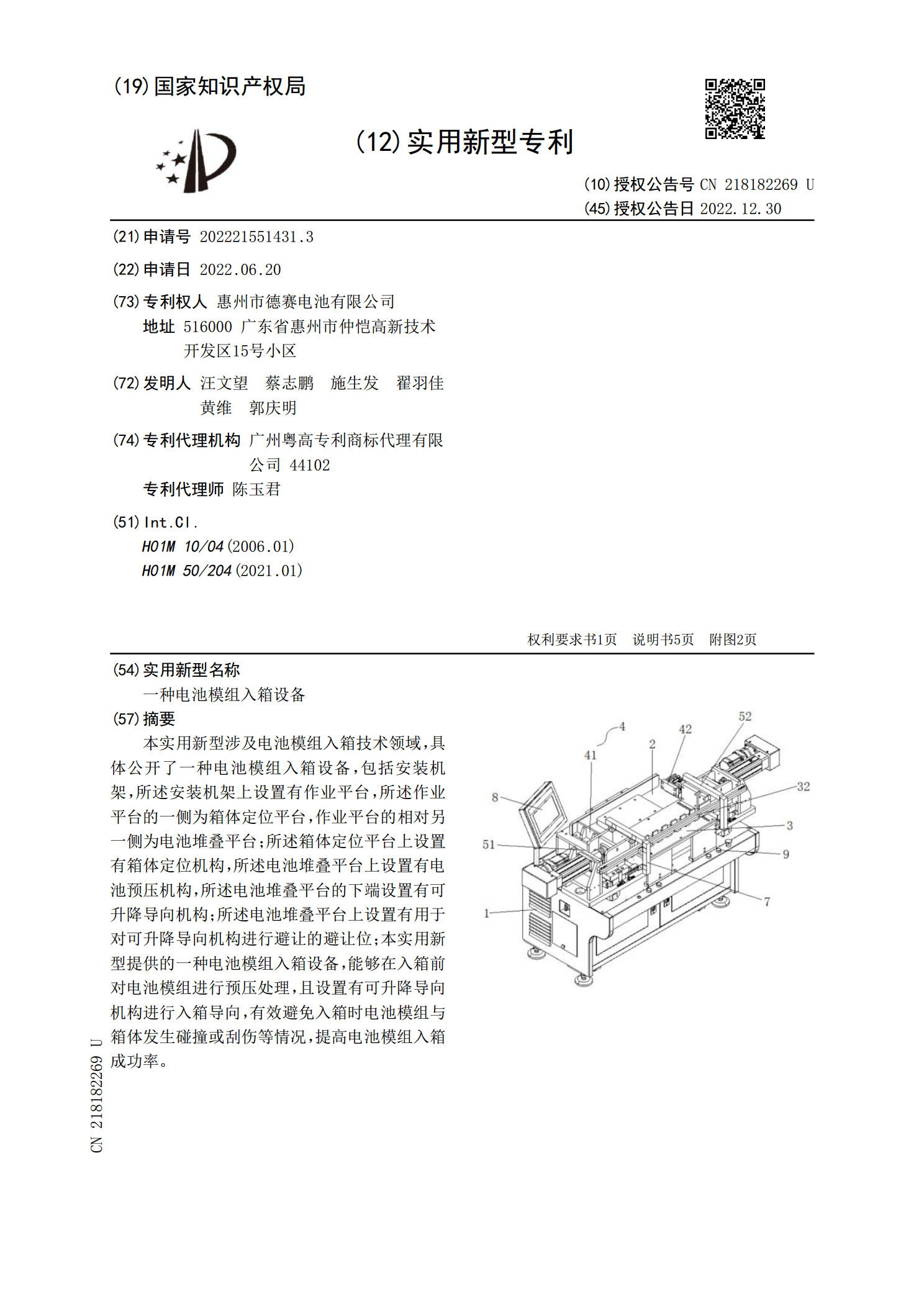
本实用新型涉及电池模组入箱技术领域,具体公开了一种电池模组入箱设备,包括安装机架,所述安装机架上设置有作业平台,所述作业平台的一侧为箱体定位平台,作业平台的相对另一侧为电池堆叠平台;所述箱体定位平台上设置有箱体定位机构,所述电池堆叠平台上设置有电池预压机构,所述电池堆叠平台的下端设置有可升降导向机构;所述电池堆叠平台上设置有用于对可升降导向机构进行避让的避让位;本实用新型提供的一种电池模组入箱设备,能够在入箱前对电池模组进行预压处理,且设置有可升降导向机构进行入箱导向,有效避免入箱时电池模组与箱体发生碰撞
电池模组及电池箱.pdf
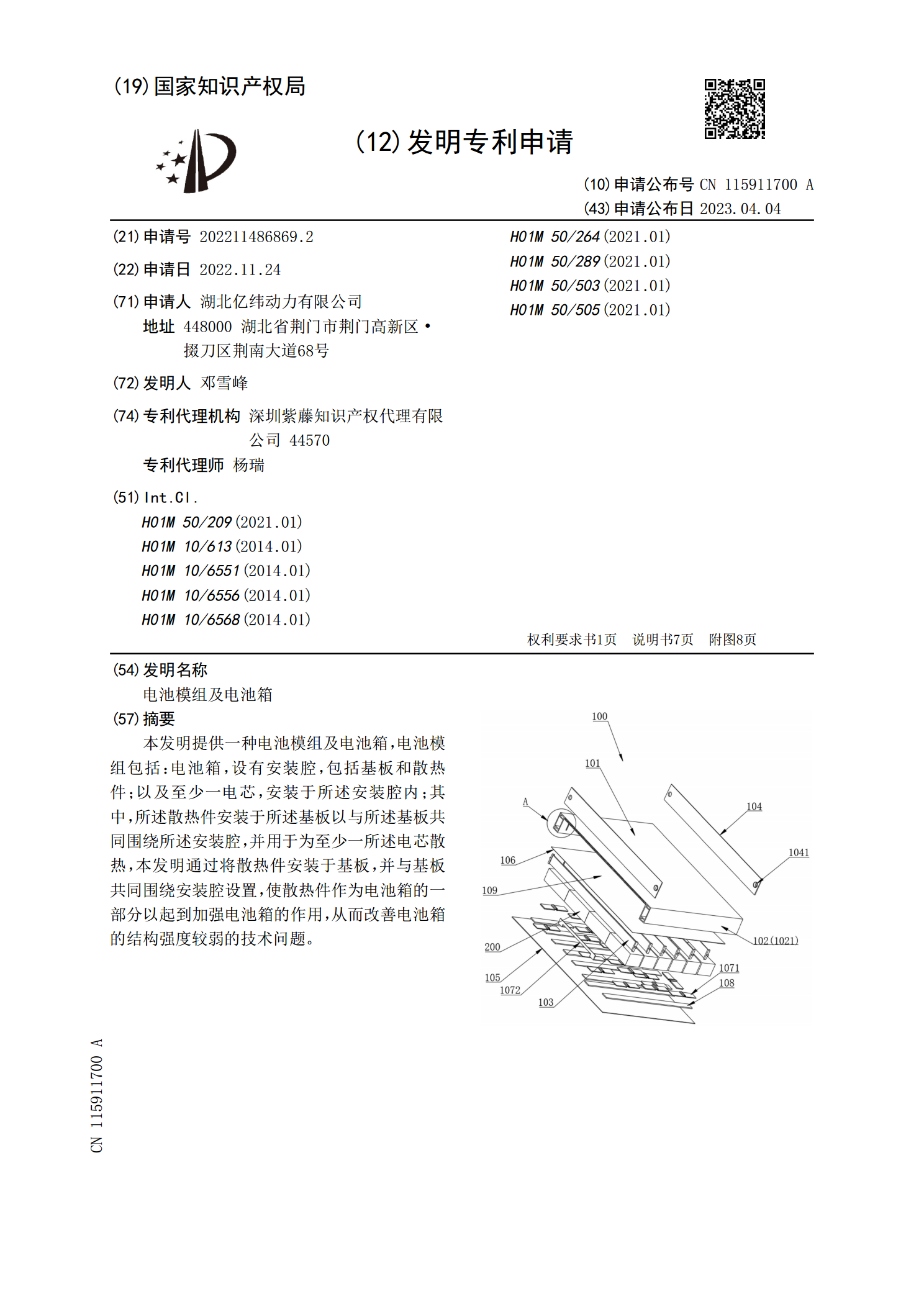
本发明提供一种电池模组及电池箱,电池模组包括:电池箱,设有安装腔,包括基板和散热件;以及至少一电芯,安装于所述安装腔内;其中,所述散热件安装于所述基板以与所述基板共同围绕所述安装腔,并用于为至少一所述电芯散热,本发明通过将散热件安装于基板,并与基板共同围绕安装腔设置,使散热件作为电池箱的一部分以起到加强电池箱的作用,从而改善电池箱的结构强度较弱的技术问题。

一种无模组电池插箱.pdf
本发明公开了一种无模组电池插箱,包括箱体和设置在箱体内部均匀排列的若干只电芯,每只电芯的外部均设置有框架,相邻两框架之间均留有空隙,框架顶部依次设置有正极连接孔、排气孔和负极连接孔,电气连接件与排气孔交叉设置。箱体包括前端板、侧板、后端板、箱盖和底托板,前端板的上部两侧设置有连接件,连接件的一端穿过前端板与设置在电芯上的输出端相连,电芯与输出端通过快插头连接。本发明采用上述结构的一种无模组电池插箱,能将电芯一次组装到电池插箱,可以减少组装成模组所需要的结构件,节省组装工序和组装工时,还能只更换一只电芯,减
一种更换电池模组的拉钩机构及电池模组更换方法.pdf
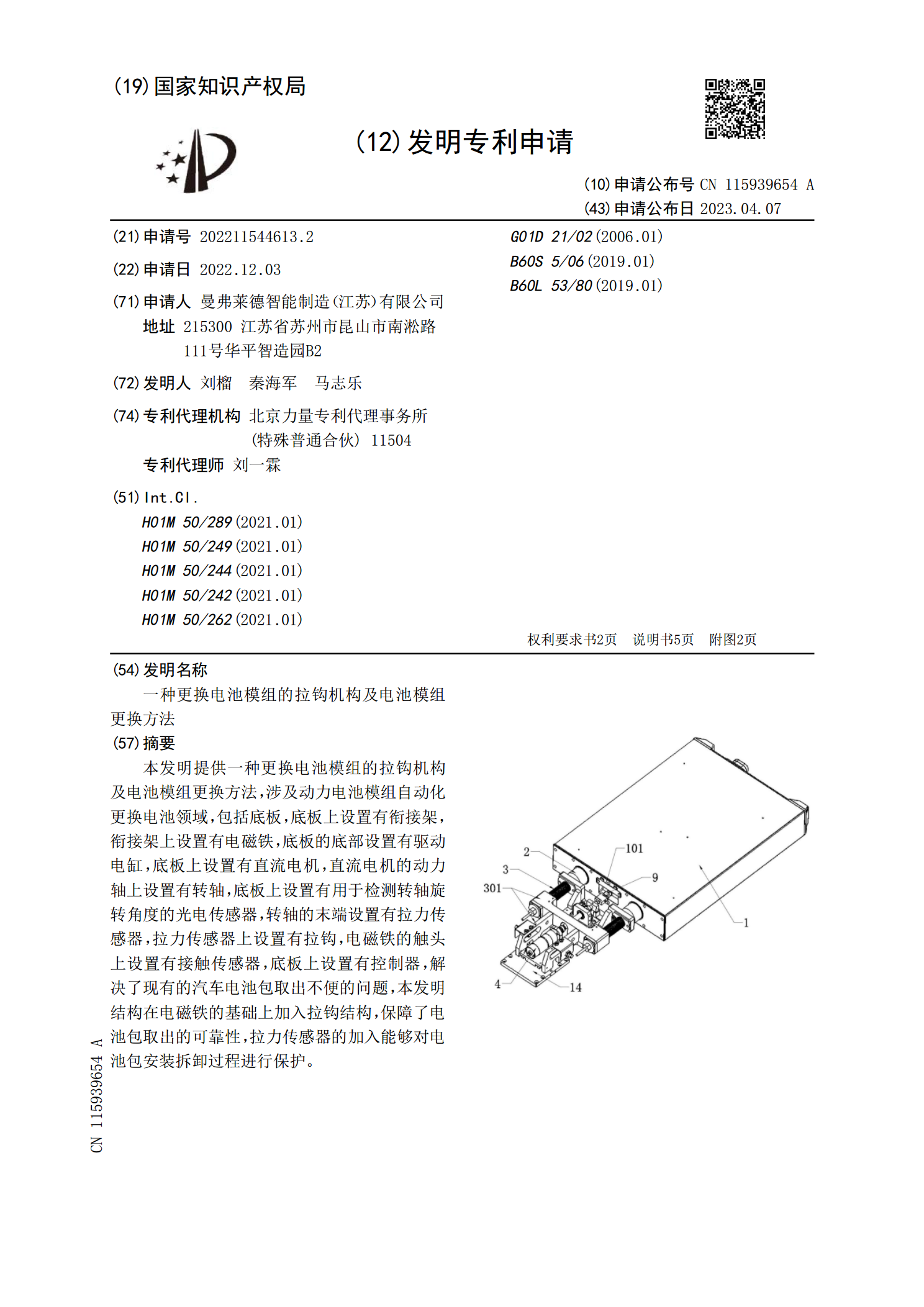
本发明提供一种更换电池模组的拉钩机构及电池模组更换方法,涉及动力电池模组自动化更换电池领域,包括底板,底板上设置有衔接架,衔接架上设置有电磁铁,底板的底部设置有驱动电缸,底板上设置有直流电机,直流电机的动力轴上设置有转轴,底板上设置有用于检测转轴旋转角度的光电传感器,转轴的末端设置有拉力传感器,拉力传感器上设置有拉钩,电磁铁的触头上设置有接触传感器,底板上设置有控制器,解决了现有的汽车电池包取出不便的问题,本发明结构在电磁铁的基础上加入拉钩结构,保障了电池包取出的可靠性,拉力传感器的加入能够对电池包安装拆