
一种锥形箱底装配焊接方法及装置.pdf

是你****盟主


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种锥形箱底装配焊接方法及装置.pdf
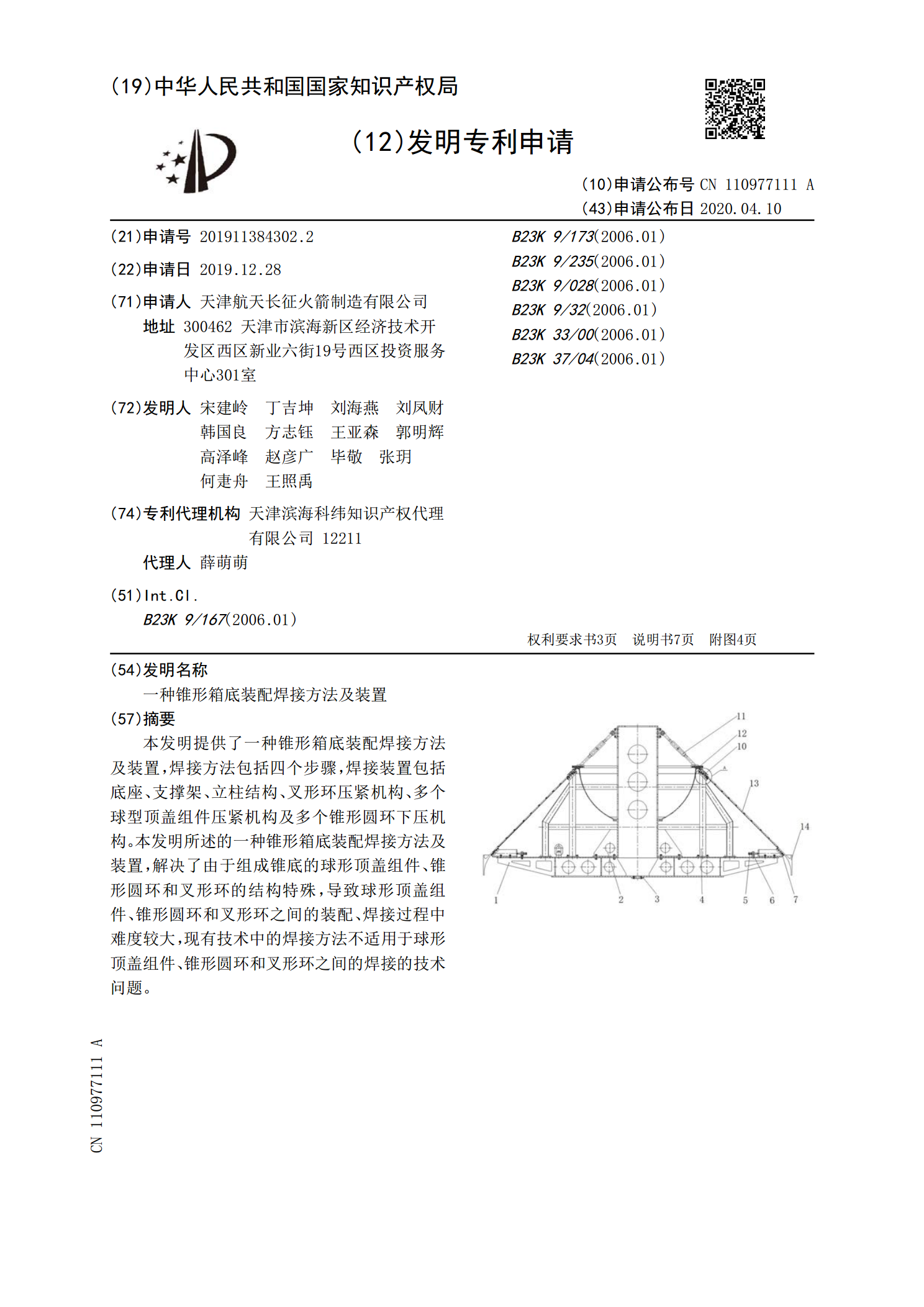
本发明提供了一种锥形箱底装配焊接方法及装置,焊接方法包括四个步骤,焊接装置包括底座、支撑架、立柱结构、叉形环压紧机构、多个球型顶盖组件压紧机构及多个锥形圆环下压机构。本发明所述的一种锥形箱底装配焊接方法及装置,解决了由于组成锥底的球形顶盖组件、锥形圆环和叉形环的结构特殊,导致球形顶盖组件、锥形圆环和叉形环之间的装配、焊接过程中难度较大,现有技术中的焊接方法不适用于球形顶盖组件、锥形圆环和叉形环之间的焊接的技术问题。

一种5米直径球形箱底装配焊接形位尺寸控制方法.pdf
本发明提供了一种5米直径球形箱底装配焊接形位尺寸控制方法,包括在大端环缝装配和小端环缝装配环节均使用反变形的方法抵消焊接带来的收缩和凹陷变形的步骤。本发明所述的5米直径球形箱底装配焊接形位尺寸控制方法,在环缝装配焊接时,采用了垫高焊接对合处,预留变形量的方式,控制了两条环缝焊接所带来的形位尺寸变化,从而控制了整个箱底的形位尺寸。

车箱底架的装配胎具和焊接工艺.docx
车箱底架的装配胎具和焊接工艺车箱底架的装配胎具和焊接工艺摘要:车箱底架是汽车底盘系统的重要组成部分,其装配胎具和焊接工艺直接影响到车辆的安全性和使用寿命。本论文将从装配胎具和焊接工艺两个方面展开研究,探讨其对车箱底架质量的影响和优化方法。关键词:车箱底架,装配胎具,焊接工艺,安全性,使用寿命1.背景介绍车箱底架是承载车身和主要零部件的结构框架,在汽车制造过程中起到关键作用。装配胎具和焊接工艺是车箱底架制造过程中的两个重要环节,对车辆的安全性和使用寿命具有重要影响。本节将介绍车箱底架的作用、装配胎具和焊接工

焊接锥形钢管校正装置.pdf
本发明涉及一种焊接锥形钢管校正装置,属于锥形钢管加工技术领域。焊接锥形钢管校正装置,其特征在于,包括门字形支撑架,所述支撑架顶端中部设有气缸,气缸的伸缩杆铰接有V形校正块,所述V形校正块的下部设有支撑台,所述支撑台底部设有导轨,支撑台在导轨上滑行;还包括夹紧装置,所述夹紧装置由两个安装在支撑架两侧的伸缩气缸组成。本发明焊接锥形钢管校正装置,结构简单,操作简便,适应性较广,可广泛适用于锥形钢管的校正操作。
一种焊缝装配定位装置及其装配定位焊接工艺方法.pdf
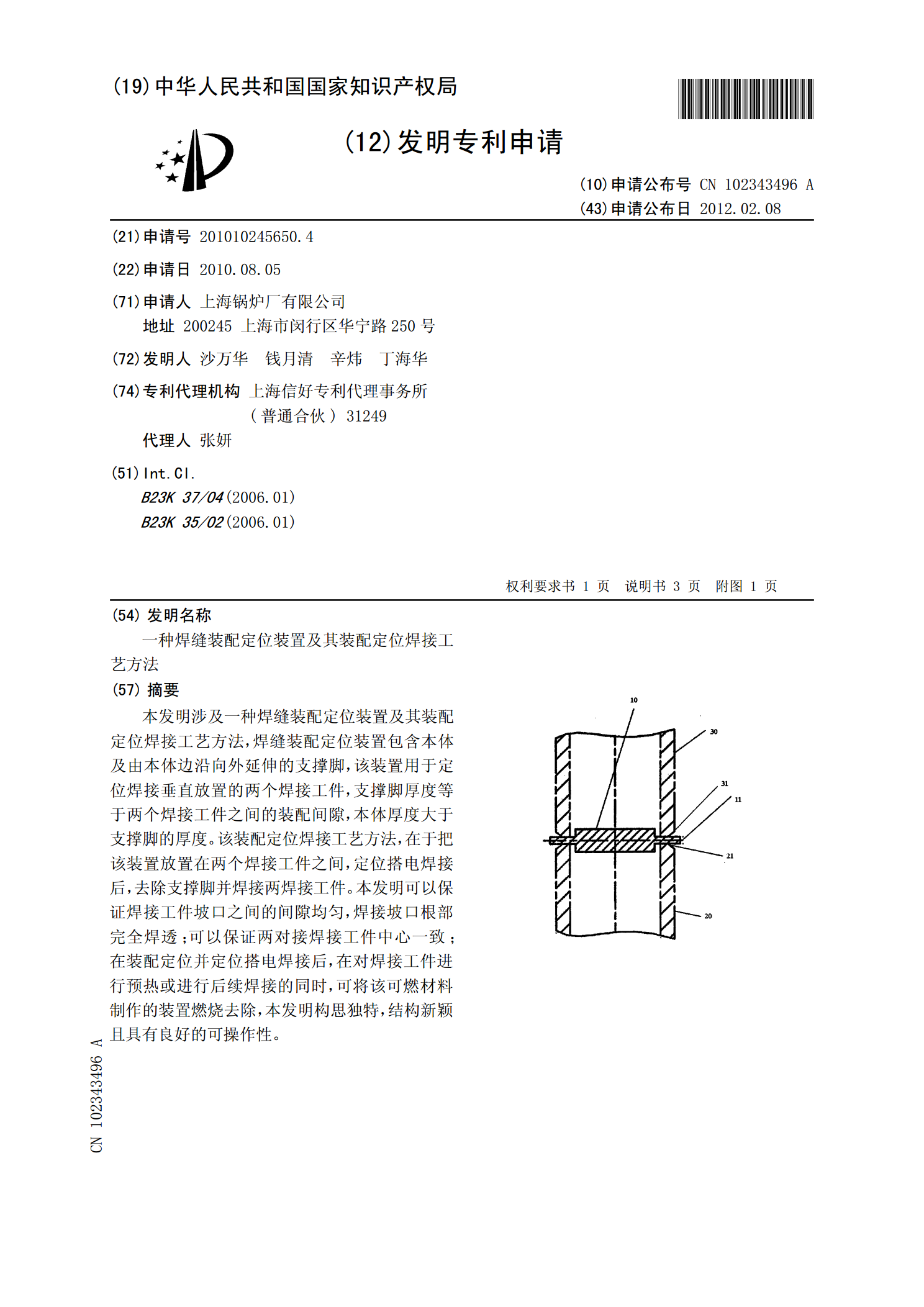
本发明涉及一种焊缝装配定位装置及其装配定位焊接工艺方法,焊缝装配定位装置包含本体及由本体边沿向外延伸的支撑脚,该装置用于定位焊接垂直放置的两个焊接工件,支撑脚厚度等于两个焊接工件之间的装配间隙,本体厚度大于支撑脚的厚度。该装配定位焊接工艺方法,在于把该装置放置在两个焊接工件之间,定位搭电焊接后,去除支撑脚并焊接两焊接工件。本发明可以保证焊接工件坡口之间的间隙均匀,焊接坡口根部完全焊透;可以保证两对接焊接工件中心一致;在装配定位并定位搭电焊接后,在对焊接工件进行预热或进行后续焊接的同时,可将该可燃材料制作的