
用于自润滑电梯平衡补偿链的生产工艺.pdf

是你****元呀


1/8

2/8

3/8
4/8
5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用于自润滑电梯平衡补偿链的生产工艺.pdf
本发明公开了用于自润滑电梯平衡补偿链的生产工艺,包括以下步骤:步骤一,制前处理;步骤二,烘干切断;步骤三,成型喷丸;步骤四,焊接修整;步骤五,退火处理;步骤六,时效处理;步骤七,校正出库;本发明,通过制前处理去除了材料表面残留的氧化物和杂质,避免氧化物和杂质影响后期的焊接过程,从而降低了焊接加工的工艺难度,提高了焊接加工的合格率,通过喷丸处理改变了补偿链表面的晶格结构,消除了加工过程中累积在补偿链表面的残余应力,防止补偿链发生形变,从而提高了生产后补偿链的表面质量,通过时效处理调整了补偿链内部的晶体结构,

电梯平衡补偿链.pdf
电梯平衡补偿链一、什么是电梯平衡补偿链?为什么要使用平衡补偿链?首先对电梯系统有一个基本的认识:电梯分为曳引式电梯与液压电梯,而目前市场上使用最普遍的为曳引式电梯。任何一部曳引式电梯都包括以下几个最基本的组成部件:轿厢、曳引钢丝绳、对重、随行电缆。如图所示:电梯在运行过程中,轿厢侧和对重侧的钢丝绳的长度在不断变化,从而引起曳引轮两侧钢丝绳重量的变化。当轿厢位于最低层站时,钢丝绳的重量大部分作用于轿厢侧;当轿厢位于最高层站时,钢丝绳的重量大部分作用于对重侧。这种变化在电梯提升高度不大时,对电梯的运行性能影响

电梯平衡补偿链.doc
电梯平衡补偿链什么是电梯平衡补偿链?为什么要使用平衡补偿链?一、什么是电梯平衡补偿链?为什么要使用平衡补偿链?首先对电梯系统有一个基本的认识:电梯分为曳引式电梯与液压电梯,而目前市场上使用最普遍的为曳引式电梯。任何一部曳引式电梯都包括以下几个最基本的组成部件:轿厢、曳引钢丝绳、对重、随行电缆。如图所示:电梯在运行过程中,轿厢侧和对重侧的钢丝绳的长度在不断变化,从而引起曳引轮两侧钢丝绳重量的变化。当轿厢位于最低层站时,钢丝绳的重量大部分作用于轿厢侧;当轿厢位于最高层站时,钢丝绳的重量大部分作用于对重侧。这种
一种电梯平衡补偿链的导向装置.pdf
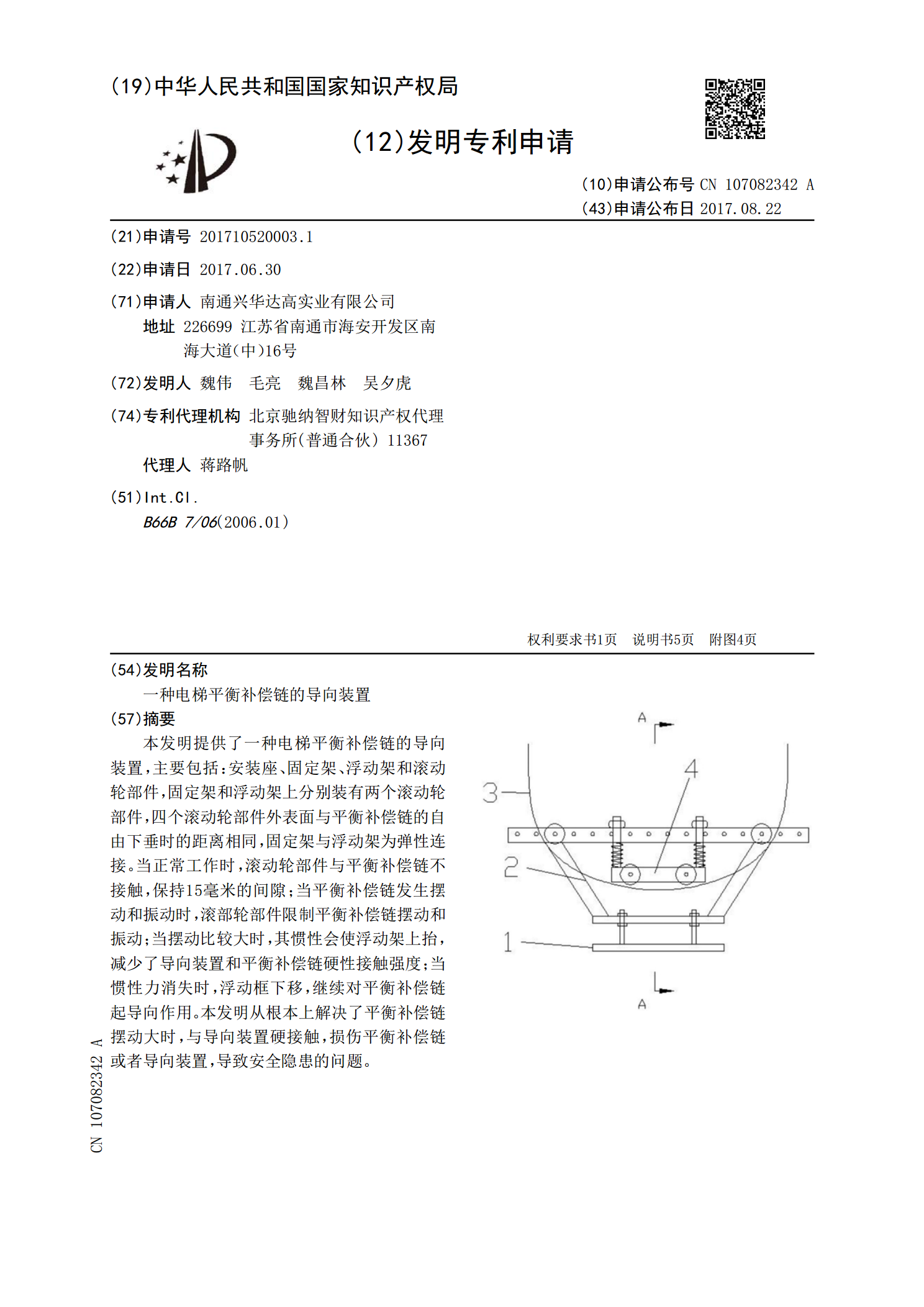
本发明提供了一种电梯平衡补偿链的导向装置,主要包括:安装座、固定架、浮动架和滚动轮部件,固定架和浮动架上分别装有两个滚动轮部件,四个滚动轮部件外表面与平衡补偿链的自由下垂时的距离相同,固定架与浮动架为弹性连接。当正常工作时,滚动轮部件与平衡补偿链不接触,保持15毫米的间隙;当平衡补偿链发生摆动和振动时,滚部轮部件限制平衡补偿链摆动和振动;当摆动比较大时,其惯性会使浮动架上抬,减少了导向装置和平衡补偿链硬性接触强度;当惯性力消失时,浮动框下移,继续对平衡补偿链起导向作用。本发明从根本上解决了平衡补偿链摆动大
一种电梯平衡补偿链的导向装置.pdf
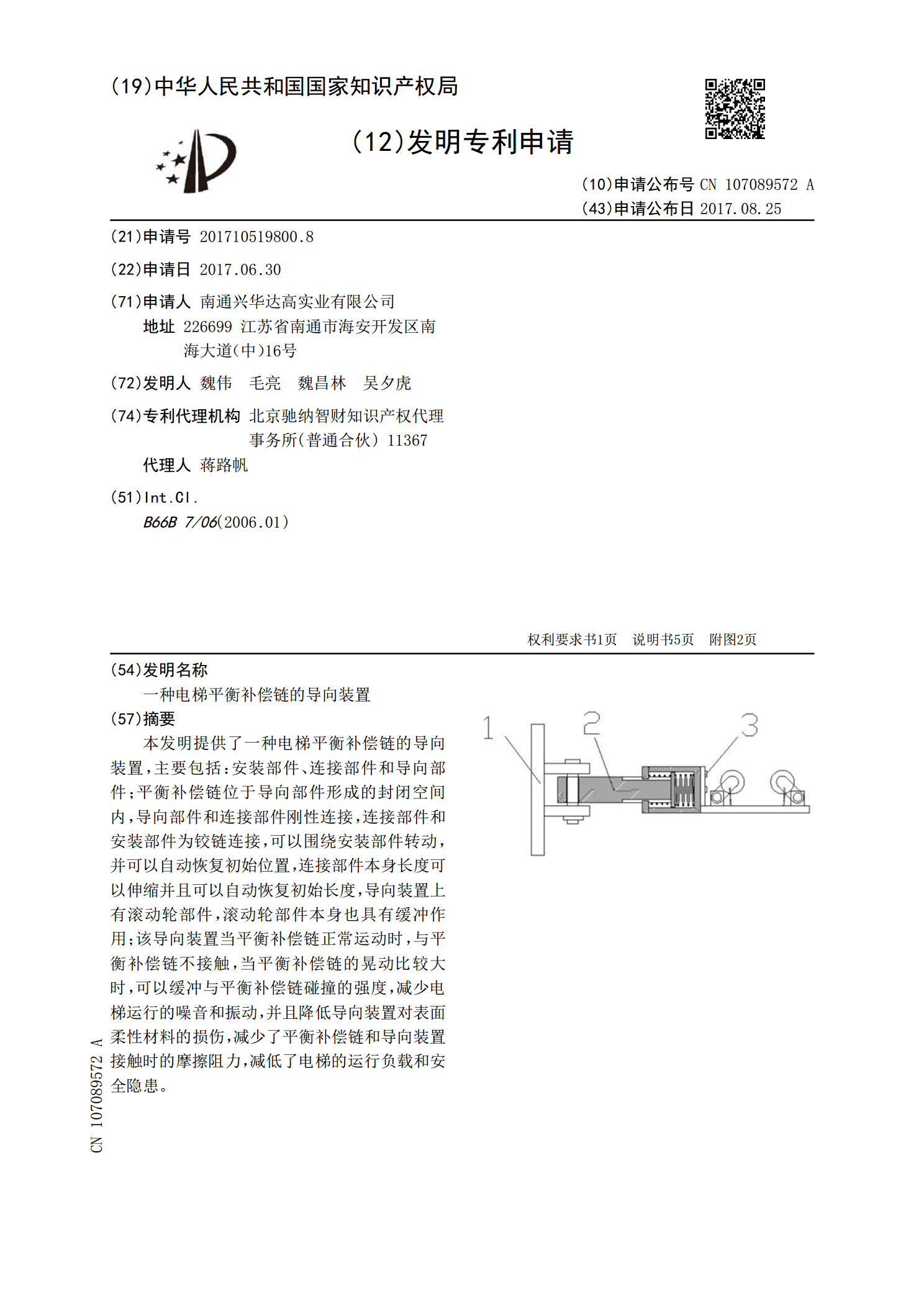
本发明提供了一种电梯平衡补偿链的导向装置,主要包括:安装部件、连接部件和导向部件;平衡补偿链位于导向部件形成的封闭空间内,导向部件和连接部件刚性连接,连接部件和安装部件为铰链连接,可以围绕安装部件转动,并可以自动恢复初始位置,连接部件本身长度可以伸缩并且可以自动恢复初始长度,导向装置上有滚动轮部件,滚动轮部件本身也具有缓冲作用;该导向装置当平衡补偿链正常运动时,与平衡补偿链不接触,当平衡补偿链的晃动比较大时,可以缓冲与平衡补偿链碰撞的强度,减少电梯运行的噪音和振动,并且降低导向装置对表面柔性材料的损伤,减