
一种电池托盘连接杆及其加工方法.pdf

努力****冰心

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种电池托盘连接杆及其加工方法.pdf
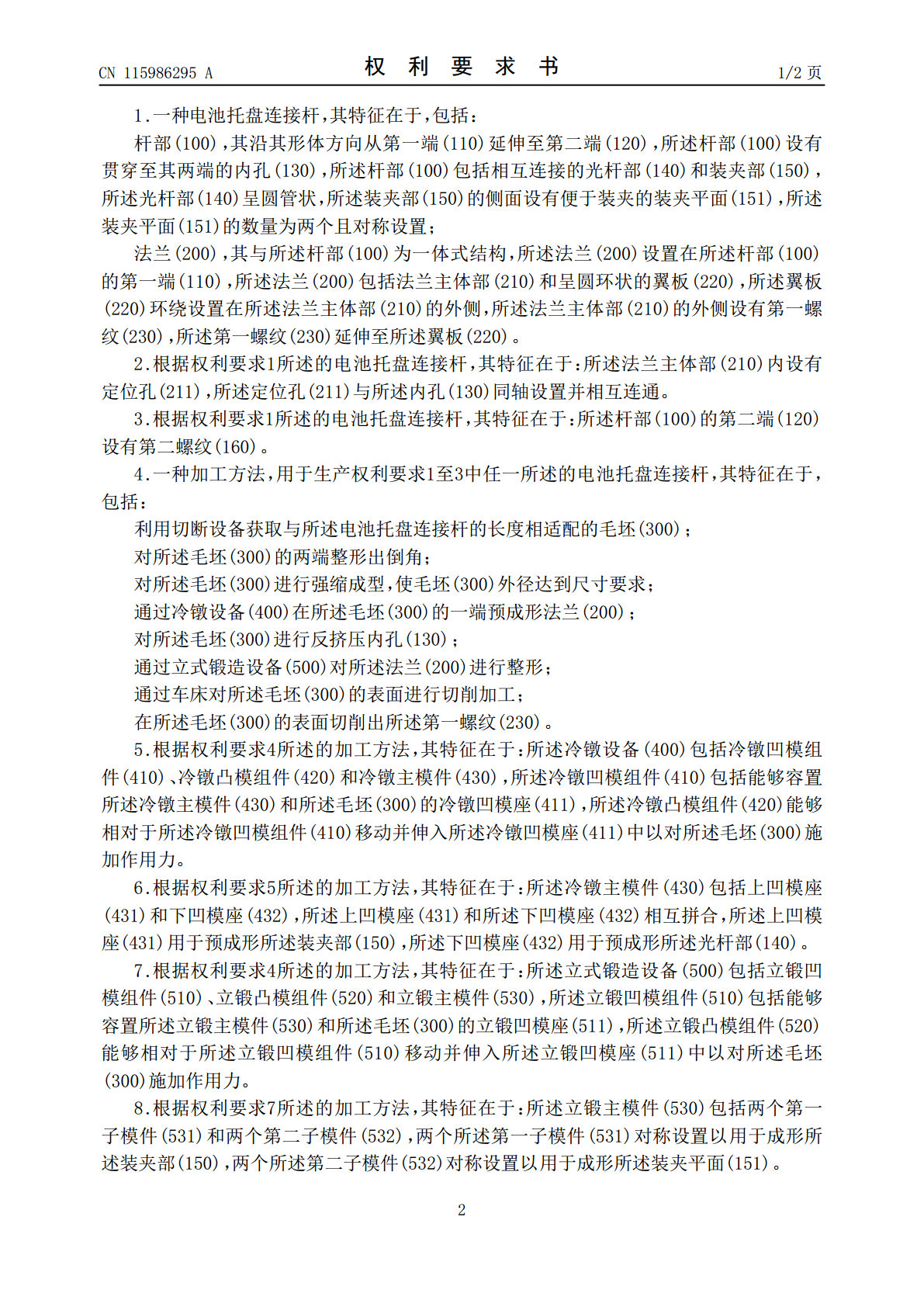
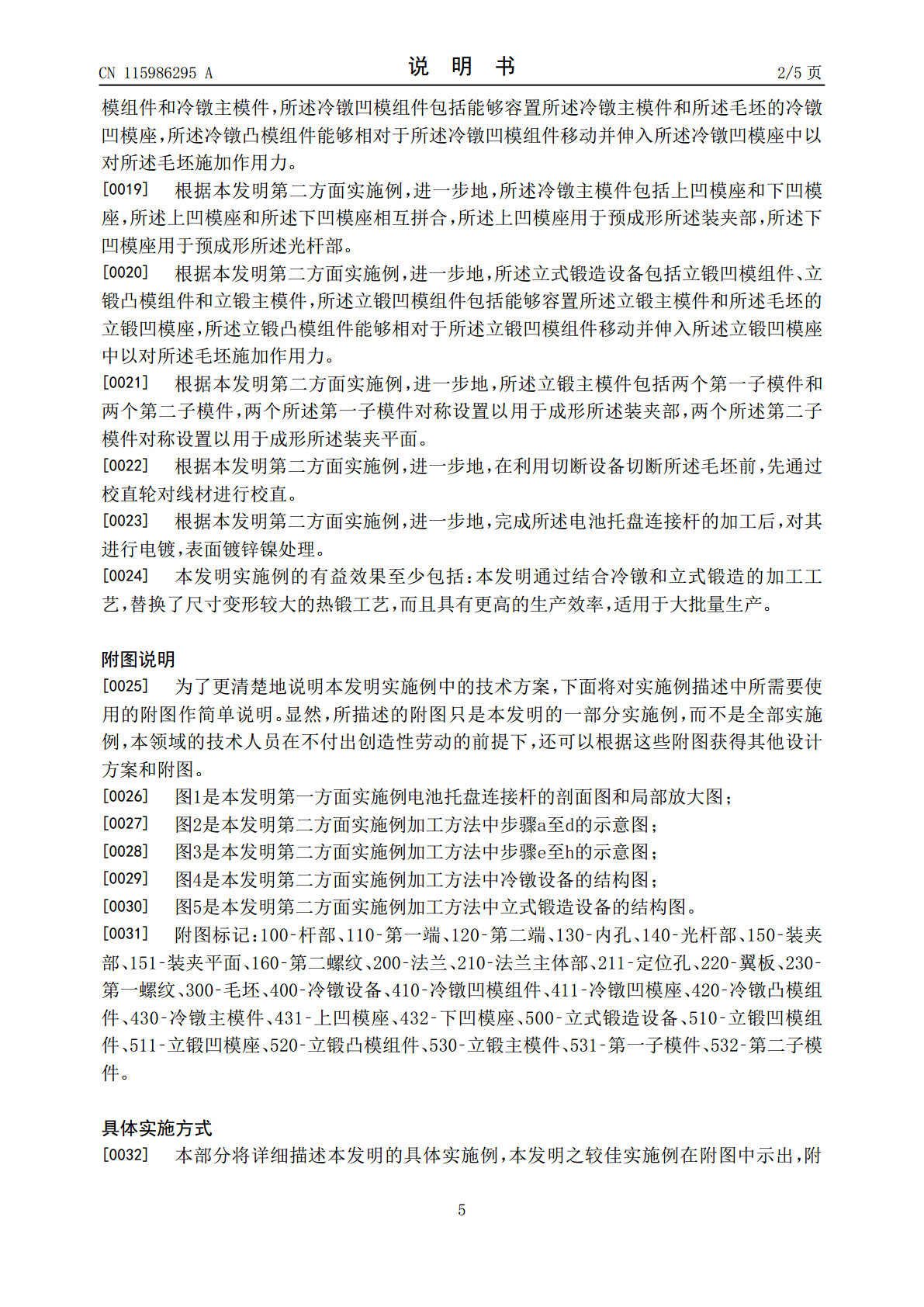
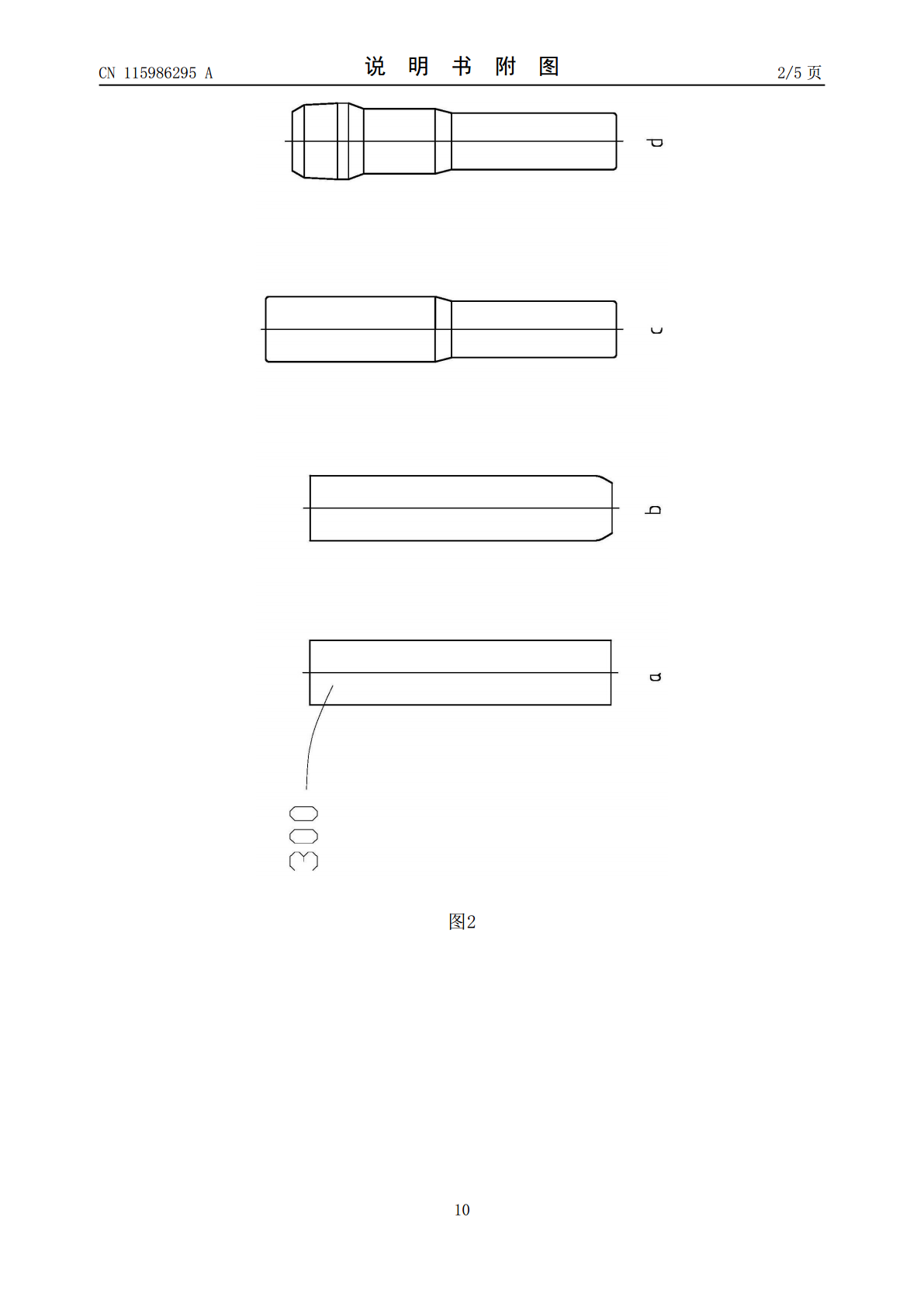
本发明公开了一种电池托盘连接杆及其加工方法,电池托盘连接杆包括杆部,其沿其形体方向从第一端延伸至第二端,杆部设有贯穿至其两端的内孔,杆部包括相互连接的光杆部和装夹部,光杆部呈圆管状,装夹部的侧面设有便于装夹的装夹平面,装夹平面的数量为两个且对称设置;法兰,其与杆部为一体式结构,法兰设置在杆部的第一端,法兰包括法兰主体部和呈圆环状的翼板,翼板环绕设置在法兰主体部的外侧,法兰主体部的外侧设有第一螺纹,第一螺纹延伸至翼板。加工方法为生产本电池托盘连接杆的生产方法。本发明通过结合冷镦和立式锻造的加工工艺,替换了尺

一种制作新型连接杆的方法及其带该连接杆的衣物架.pdf
本发明一种制作新型连接杆的方法属于家具用品领域,涉及于在厨房或卫生间用于放置日用品、衣物和毛巾的架子连接杆的制作方法。该方法连接杆包括有外管(8)和内管(9),首先采取韧性较强的金属材质制作内管(9),其次在内管外利用人造木质材料制作附在内管外侧的外管(8)。同时,本发明还公布了利用该新型连接杆制作成的衣物架。本发明新型连接杆使用金属和木质材料相结合制作而成,其成本低,也具有良好的防潮、防腐蚀功能,且能在木质制作的各种平行支杆、固定杆、平行杆和连接杆中设置多种颜色、花式等,制作简单、方便、美观。

一种片烟托盘及其加工方法.pdf
本发明属于托盘技术领域,公开了一种片烟托盘,其包括支腿,所述支腿之间设有插持孔;所述支腿的上面设有网格板;所述网格板的上面设有防滑垫;所述网格板和支腿上设有纵横交错的钢筋龙骨。本发明片烟托盘承重能力强、使用方便。
一种带盖板的托盘及其加工方法.pdf
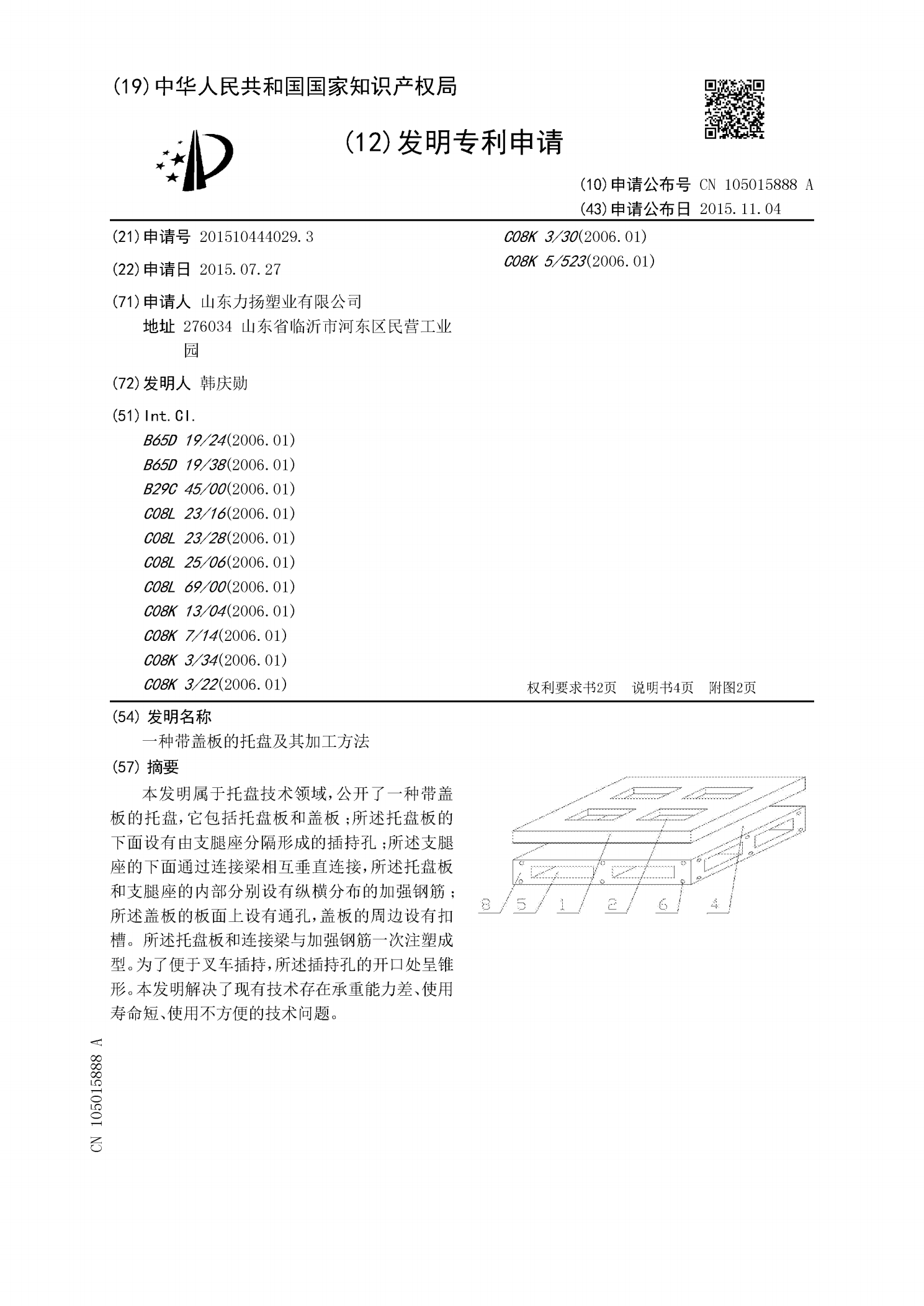
本发明属于托盘技术领域,公开了一种带盖板的托盘,它包括托盘板和盖板;所述托盘板的下面设有由支腿座分隔形成的插持孔;所述支腿座的下面通过连接梁相互垂直连接,所述托盘板和支腿座的内部分别设有纵横分布的加强钢筋;所述盖板的板面上设有通孔,盖板的周边设有扣槽。所述托盘板和连接梁与加强钢筋一次注塑成型。为了便于叉车插持,所述插持孔的开口处呈锥形。本发明解决了现有技术存在承重能力差、使用寿命短、使用不方便的技术问题。

座椅托盘连接杆的自动组装装置和方法.pdf
本发明公开了一种座椅托盘连接杆的自动组装装置和方法,包括第一机架、送料机构、第三支架、第四支架、第一推动组件和第一承接组件,所述送料机构用于将连接杆自动送至第一承接组件上并将连接杆平放;所述第一推动组件包括第一推动件和第五移动驱动件,所述第五移动驱动件安装在第三支架上,所述第一推动件安装在第四支架上;并且当两个承接件位于第二停留位置时,所述第五移动驱动件驱动第一推动件推动连接杆向第一装配工位移动进而将连接杆组装到待装配托盘上;本技术方案能够精准的将连接杆组装到待装配托盘上,并且各个机构之间空间位置分布合理