
一种铝塑板冲压成型装置.pdf

康平****ng


1/8

2/8
3/8
4/8

5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝塑板冲压成型装置.pdf
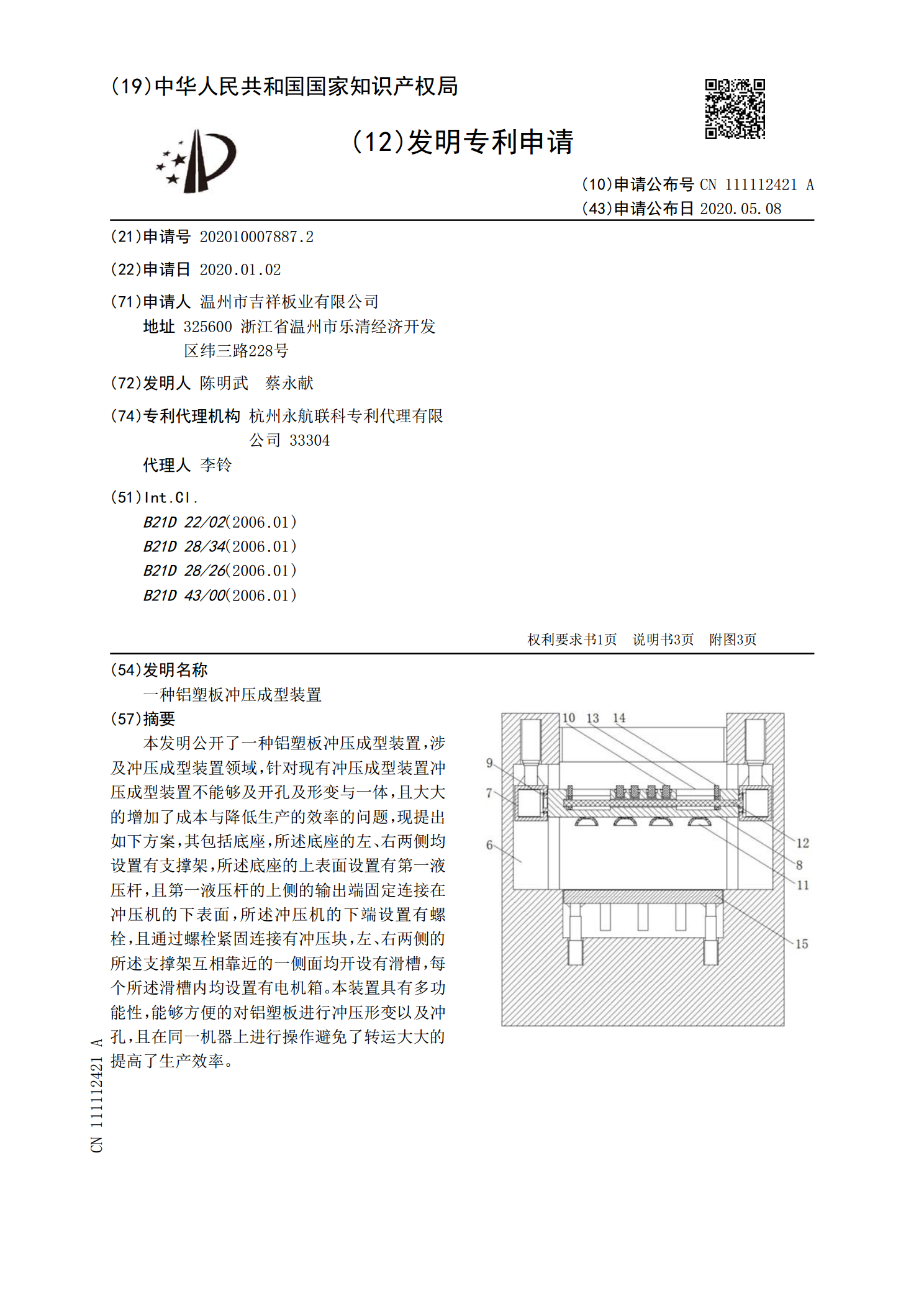
本发明公开了一种铝塑板冲压成型装置,涉及冲压成型装置领域,针对现有冲压成型装置冲压成型装置不能够及开孔及形变与一体,且大大的增加了成本与降低生产的效率的问题,现提出如下方案,其包括底座,所述底座的左、右两侧均设置有支撑架,所述底座的上表面设置有第一液压杆,且第一液压杆的上侧的输出端固定连接在冲压机的下表面,所述冲压机的下端设置有螺栓,且通过螺栓紧固连接有冲压块,左、右两侧的所述支撑架互相靠近的一侧面均开设有滑槽,每个所述滑槽内均设置有电机箱。本装置具有多功能性,能够方便的对铝塑板进行冲压形变以及冲孔,且在

一种冲压成型装置.pdf
本实用新型公开了一种冲压成型装置,具体涉及冲压成型设备技术领域,包括支撑板,所述支撑板顶部设有两个螺纹杆,两个螺纹杆关于支撑板中心轴线左右对称设置,两个螺纹杆顶端设有同一个固定支架,所述固定支架截面设为冂形,所述固定支架两端底部均与支撑板顶部固定连接。本实用新型通过主锥齿轮与从锥齿轮的啮合可以带动联动轴转动,联动轴同时带动由皮带相连接的两个皮带轮转动,以此可以带动两个螺纹杆同步运动,并驱使滑座和其上的两个连接柱带动连接板和推板上移,进而便于将成型盒内成型后的物件推送至成型盒外部,提高用户取出物件时的便捷性

一种冲压成型装置.pdf
本发明属于冲压成型工装领域,涉及一种冲压成型装置,用于对U型底部带侧突出圆弧的钣金零件进行冲压成型。常常需要在钳工台上利用型模手工敲打成型,成型过程较为繁琐。本发明的冲压成型装置在后模座内部的模腔中可转动地安装有芯模,后模座还具有与模腔连通的横向导孔,其中具有弹簧;芯模在面对横向导孔的端面上与弹簧的另一端连接,自然状态下芯模在弹簧的拉力作用下转动在打开位置,芯模在背对横向导孔的端面上具有不对称的U型缺口。该装置主要安装在冲压设备上,能够实现借用机床的作用力将平板铝制钣金板料绕制成特定要求的圆弧形状,实现了

一种冲压薄板成型装置.pdf
本发明公开了一种冲压薄板成型装置,括上模和下模,所述上模设置有标准冲头,所述下模设置有冲模落料孔,所述标准冲头设置有镂空槽体,所述标准冲头在上模随机均匀平衡分布,薄板为厚度为2mm的可冲压板材,所述衬板本体的两侧均开设有预留孔,在每个预留孔内均铆接有铆杆,其中铆杆的台阶面与预留孔的上口沿顶接,铆杆的铆接面与预留孔的下口沿顶接。本发明得到的冲压薄板成型装置,其结构稳定性高,定位准确度高,使用寿命长,冲压比较平稳均衡、节省冲压力,避免和减少了大量的冲模后压伤、表面损坏、表面异常、表面附着力不足等缺陷。
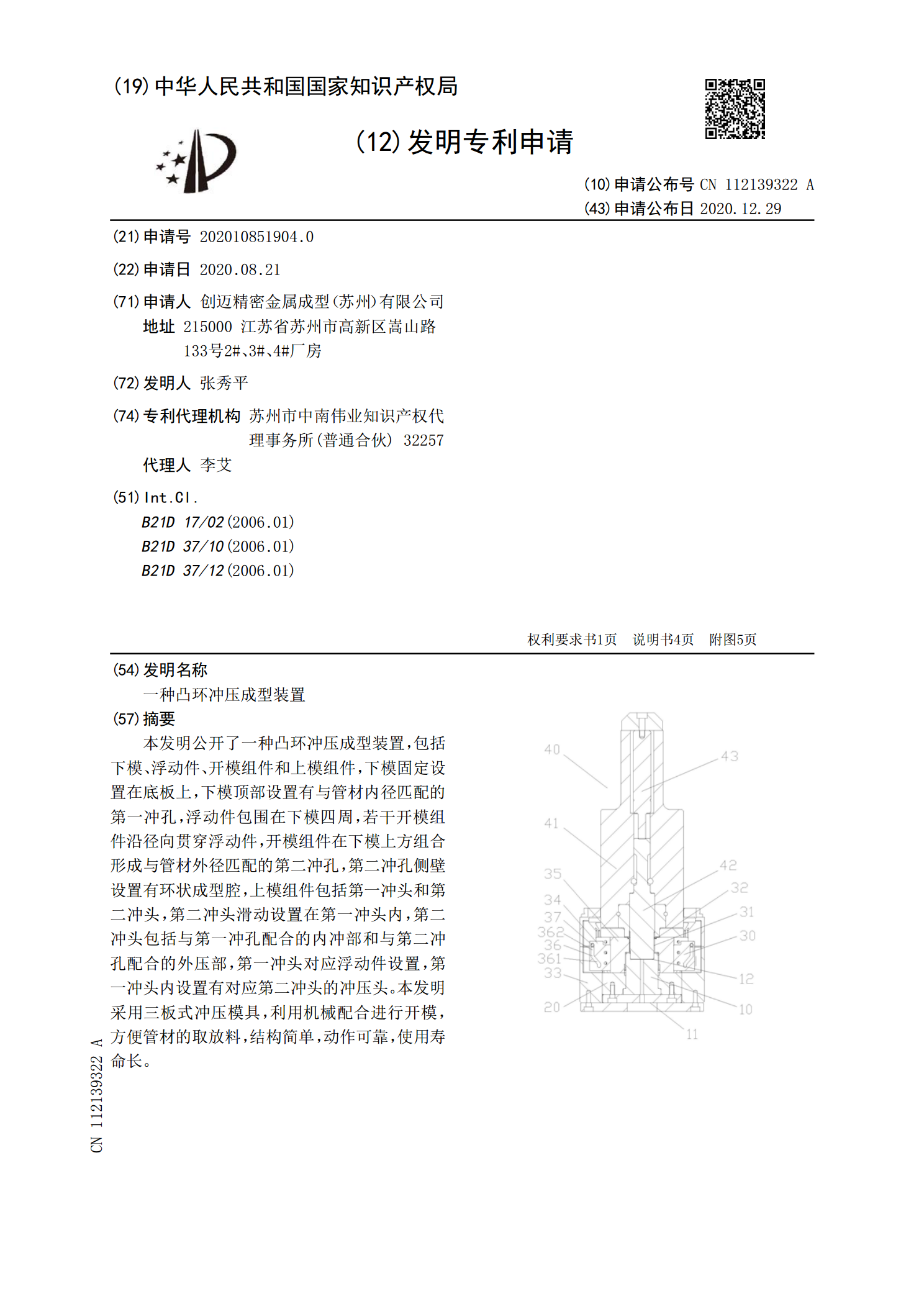
一种凸环冲压成型装置.pdf
本发明公开了一种凸环冲压成型装置,包括下模、浮动件、开模组件和上模组件,下模固定设置在底板上,下模顶部设置有与管材内径匹配的第一冲孔,浮动件包围在下模四周,若干开模组件沿径向贯穿浮动件,开模组件在下模上方组合形成与管材外径匹配的第二冲孔,第二冲孔侧壁设置有环状成型腔,上模组件包括第一冲头和第二冲头,第二冲头滑动设置在第一冲头内,第二冲头包括与第一冲孔配合的内冲部和与第二冲孔配合的外压部,第一冲头对应浮动件设置,第一冲头内设置有对应第二冲头的冲压头。本发明采用三板式冲压模具,利用机械配合进行开模,方便管材的