
一种用于箔式绕线设备的卷绕压紧装置及箔带料卷的绕制方法.pdf

靖烟****魔王

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种用于箔式绕线设备的卷绕压紧装置及箔带料卷的绕制方法.pdf
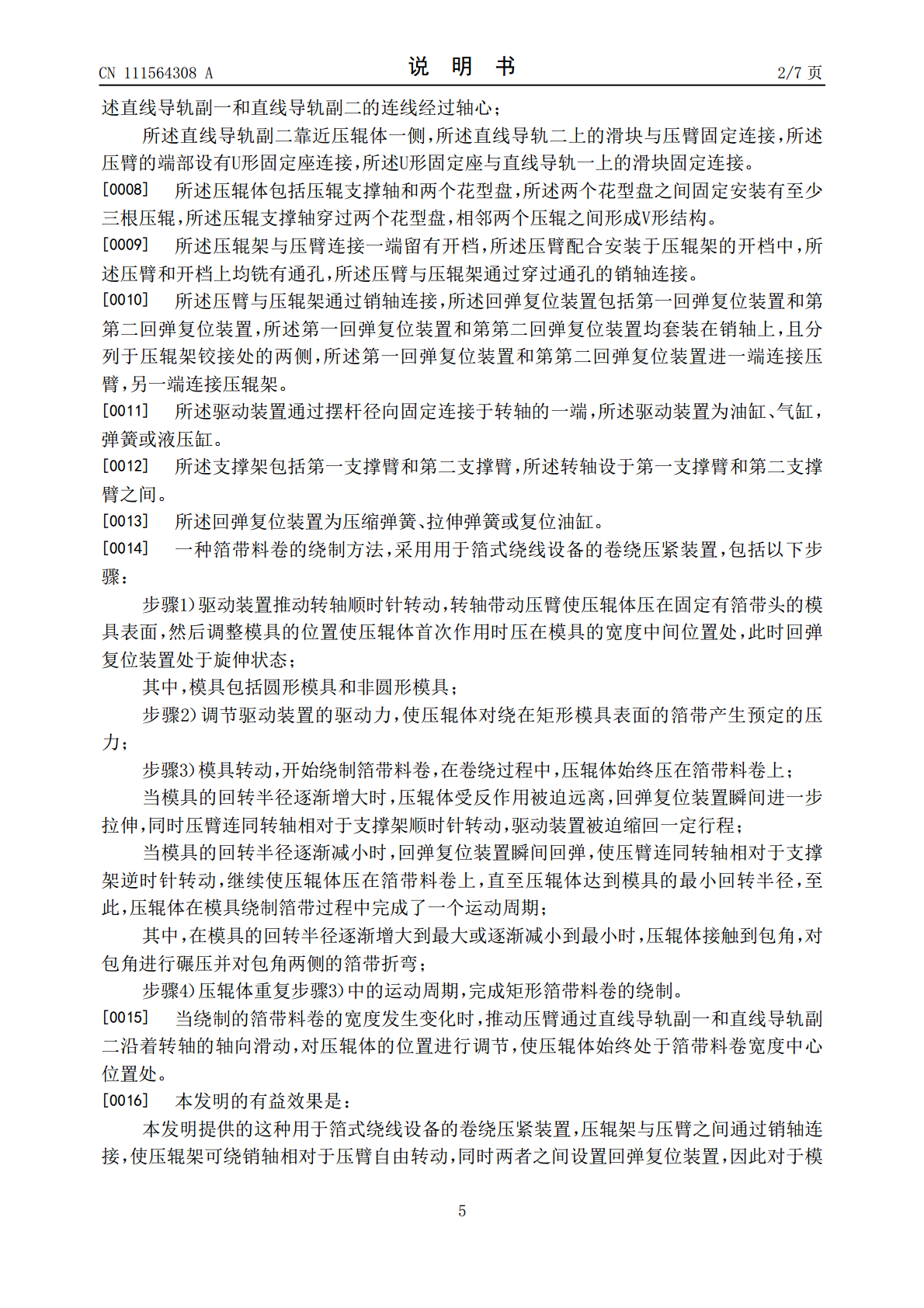
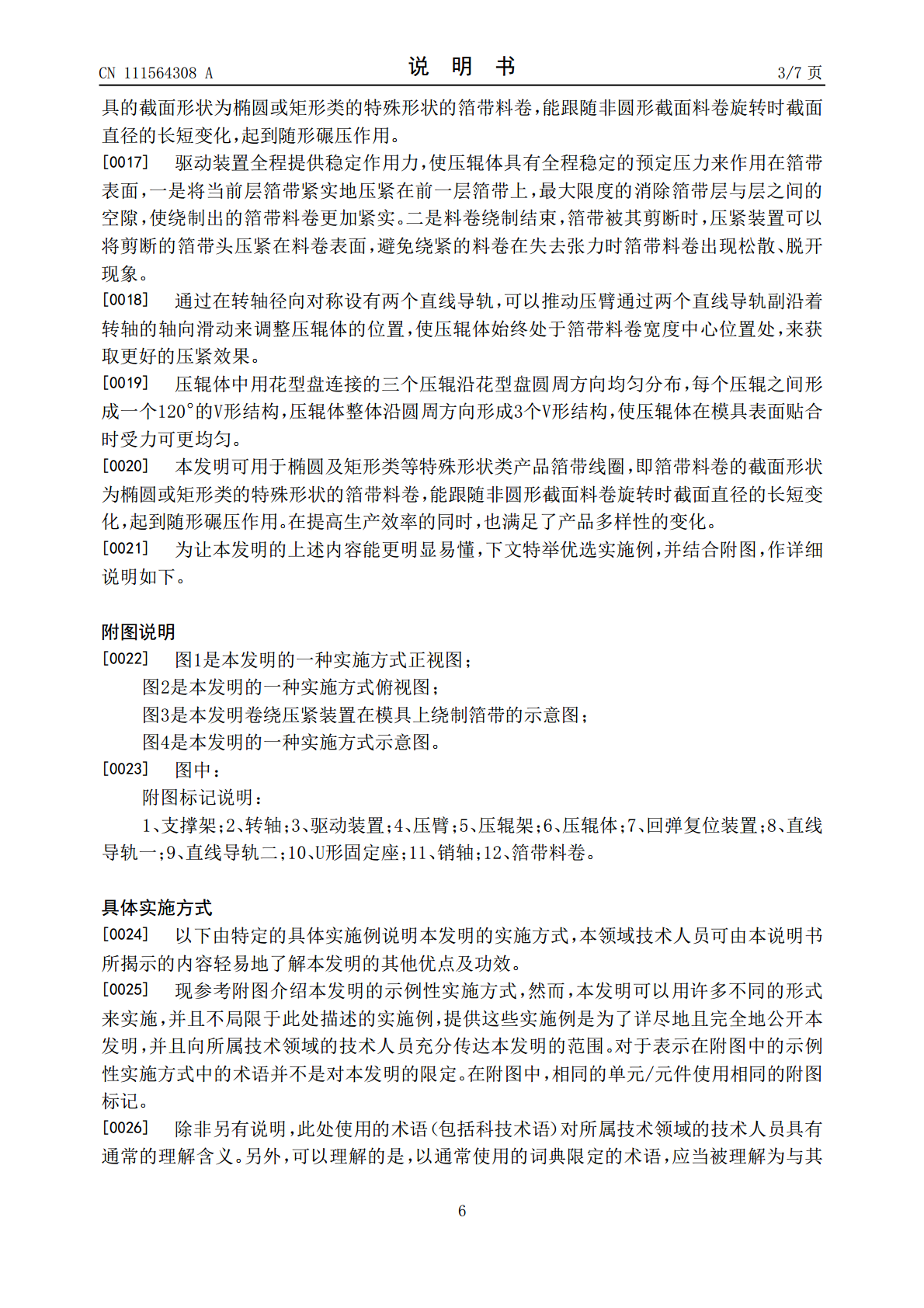
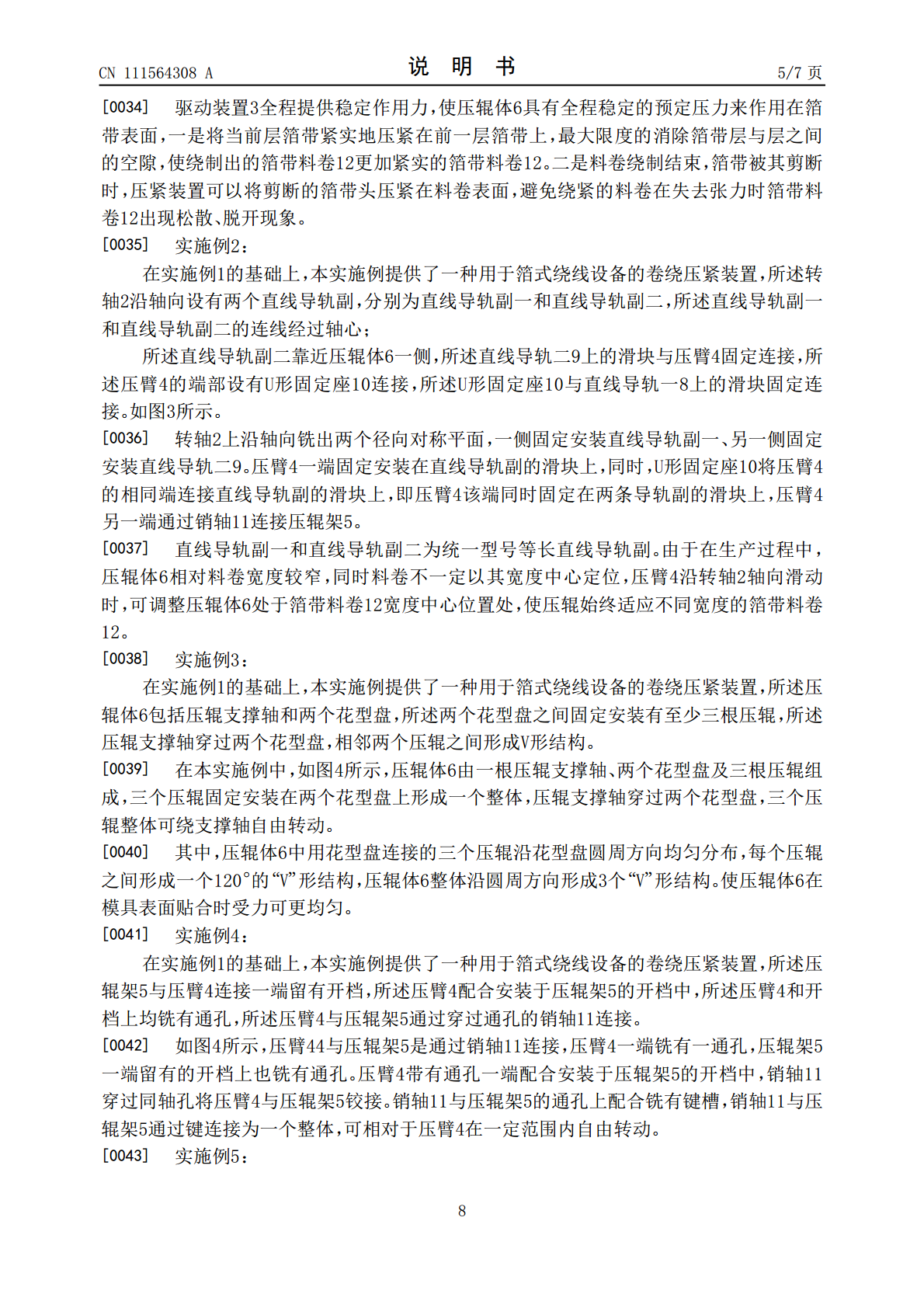
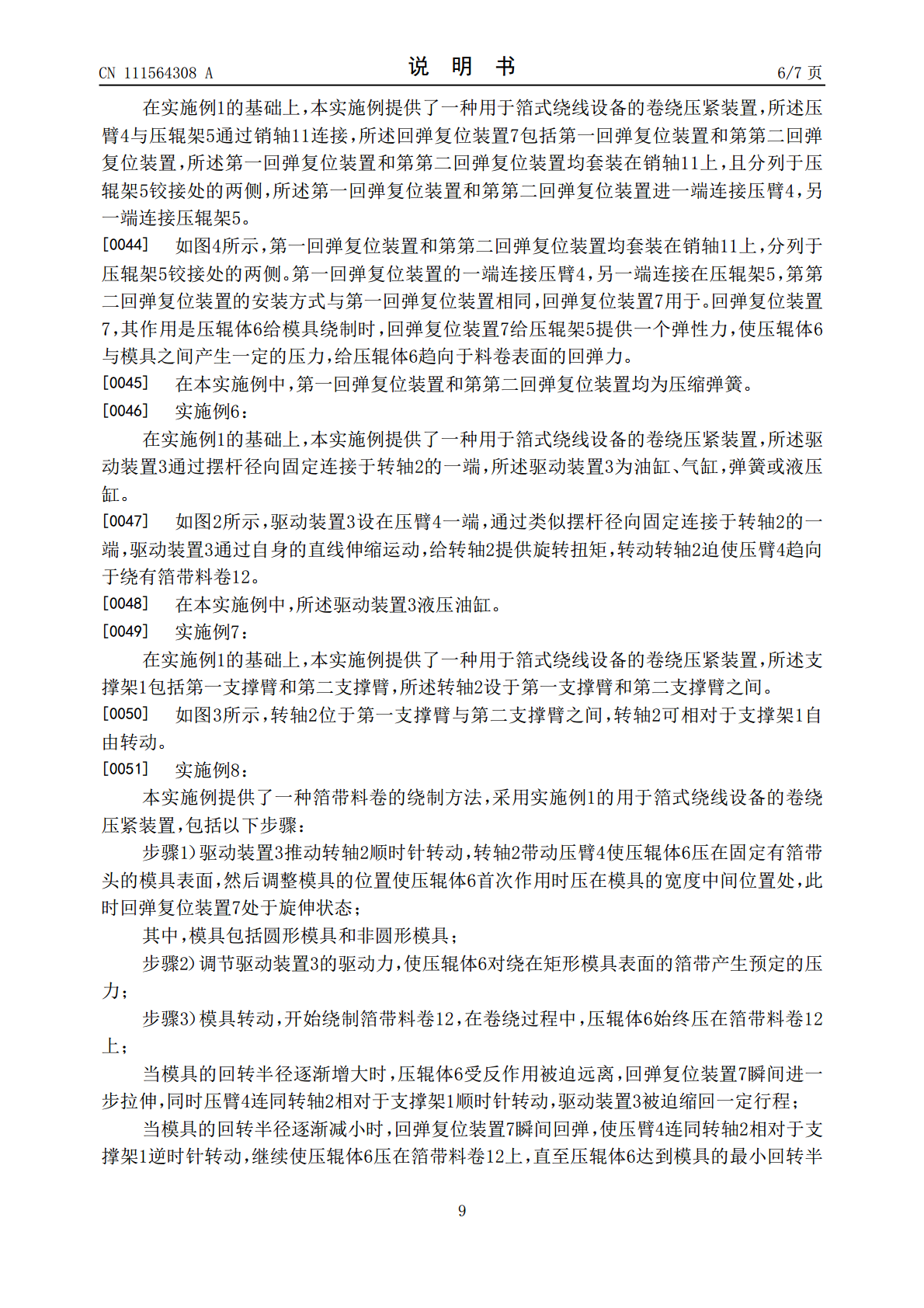
本发明提供了一种用于箔式绕线设备的卷绕压紧装置及箔带料卷的绕制方法,包括支撑架、转轴、压臂和压辊架,所述转轴设于支撑架上且相对于支撑架自由转动,所述压臂一端与转轴连接,所述压臂另一端与压辊架连接,所述压辊架可相对于压臂自由转动,所述压臂与压辊架之间设有回弹复位装置,所述转轴连接有驱动装置,所述压辊架上安装有压辊体,所述压辊体接触挤压在箔带料卷表面。压辊架与压臂之间通过销轴连接,使压辊架可绕销轴相对于压臂自由转动,同时两者之间设置回弹复位装置,因此对于模具的截面形状为椭圆或矩形类的特殊形状的箔带料卷,能跟随

一种用于箔式绕线设备的仿形压辊装置.pdf
本发明一种用于箔式绕线设备的仿形压辊装置,属于箔绕机装备领域,本发明一种用于箔式绕线设备的仿形压辊装置,包括:支撑架;摆架,摆架转动连接在支撑架上;第一回弹复位装置,第一回弹复位装置相对于支撑架位置固定;压臂架,压臂架一端转动连接在摆架上,另一端连接有压辊体;第二回弹复位装置,第二回弹复位装置一端连接摆架,另一端连接压臂架;第一回弹复位装置设在摆架一端,压臂架设在摆架的另一端。本发明能最大限度的消除箔带层之间的空隙,绕制出紧凑的箔带卷,使终绕制的成品紧实,免除人工后期的添补工作,提高了产品性能和生产效率。
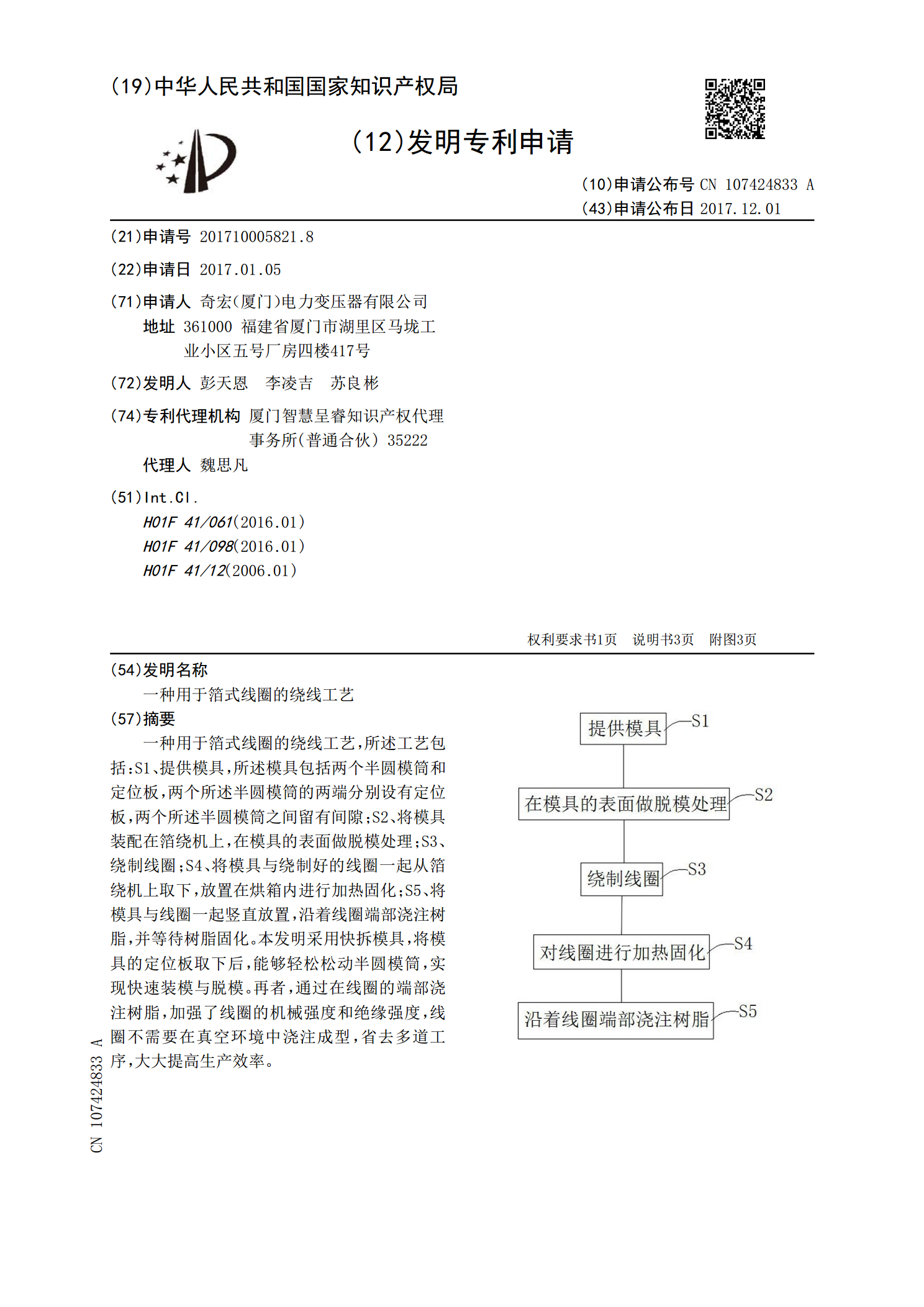
一种用于箔式线圈的绕线工艺.pdf
一种用于箔式线圈的绕线工艺,所述工艺包括:S1、提供模具,所述模具包括两个半圆模筒和定位板,两个所述半圆模筒的两端分别设有定位板,两个所述半圆模筒之间留有间隙;S2、将模具装配在箔绕机上,在模具的表面做脱模处理;S3、绕制线圈;S4、将模具与绕制好的线圈一起从箔绕机上取下,放置在烘箱内进行加热固化;S5、将模具与线圈一起竖直放置,沿着线圈端部浇注树脂,并等待树脂固化。本发明采用快拆模具,将模具的定位板取下后,能够轻松松动半圆模筒,实现快速装模与脱模。再者,通过在线圈的端部浇注树脂,加强了线圈的机械强度和绝

一种带气道的箔式线圈绕制模具.pdf
本发明公开了一种带气道的箔式线圈绕制模具,属于干式变压器线圈技术领域。它包括内模、气道棒定位板、气道棒、外模、端模板、内模引正模;所述内模为筒形,内模两端分别固定有环形的气道棒定位板,气道棒定位板端面上开设有用于固定气道棒的安装孔,两块气道棒定位板的安装孔之间均匀固定有多根气道棒,多根气道棒在内模外侧形成气道棒层;所述气道棒层与内模之间绕制下层绕组,气道棒层外侧绕制上层绕组。通过在内模外侧安装气道棒定位板,绕制下层绕组后,插上气道棒,再绕制上层绕组,绕制线圈时能够更方便的预留散热气道;本箔式线圈绕制模具结
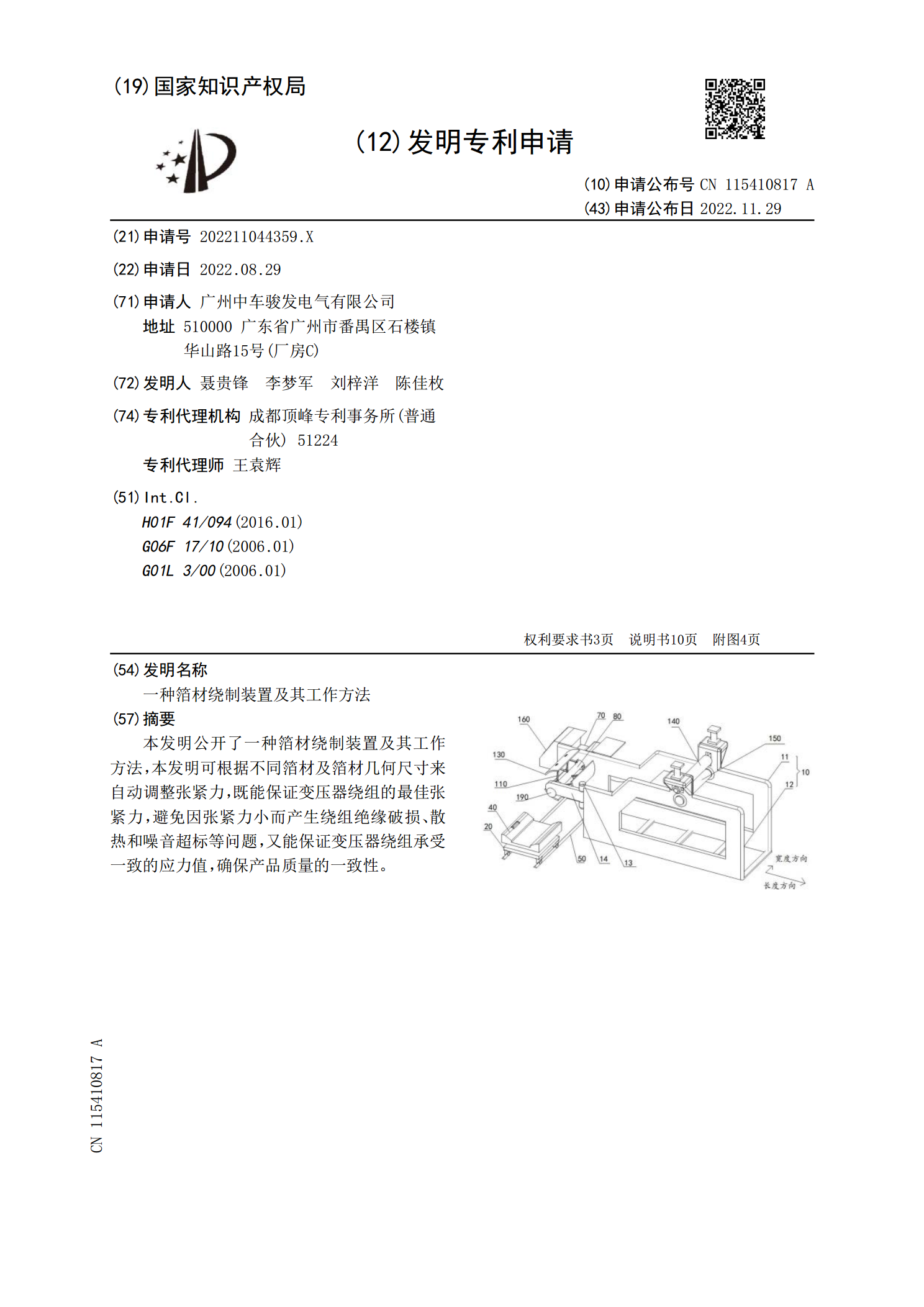
一种箔材绕制装置及其工作方法.pdf
本发明公开了一种箔材绕制装置及其工作方法,本发明可根据不同箔材及箔材几何尺寸来自动调整张紧力,既能保证变压器绕组的最佳张紧力,避免因张紧力小而产生绕组绝缘破损、散热和噪音超标等问题,又能保证变压器绕组承受一致的应力值,确保产品质量的一致性。