
一种预浸料斜切连续生产装置.pdf

春波****公主

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种预浸料斜切连续生产装置.pdf
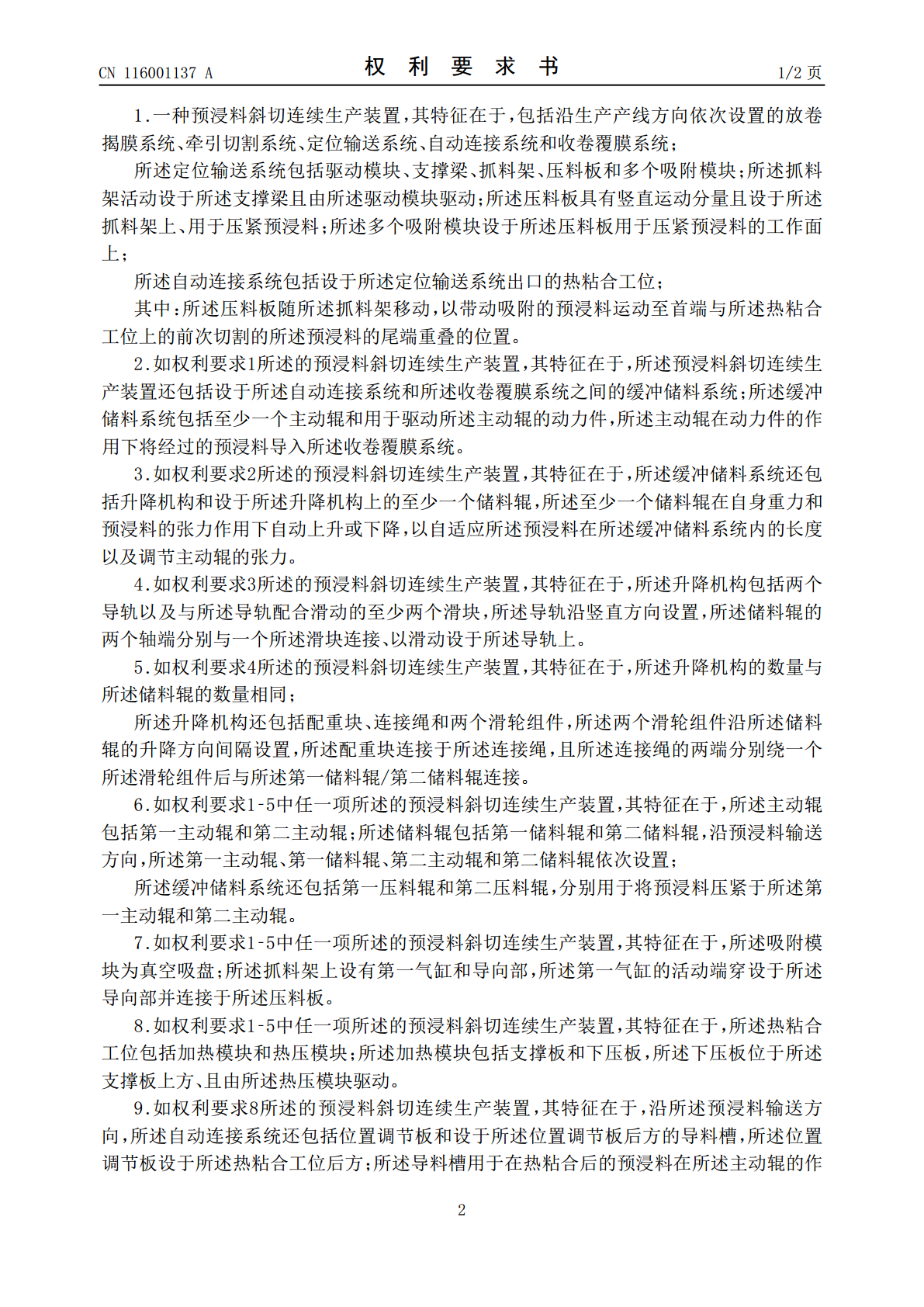
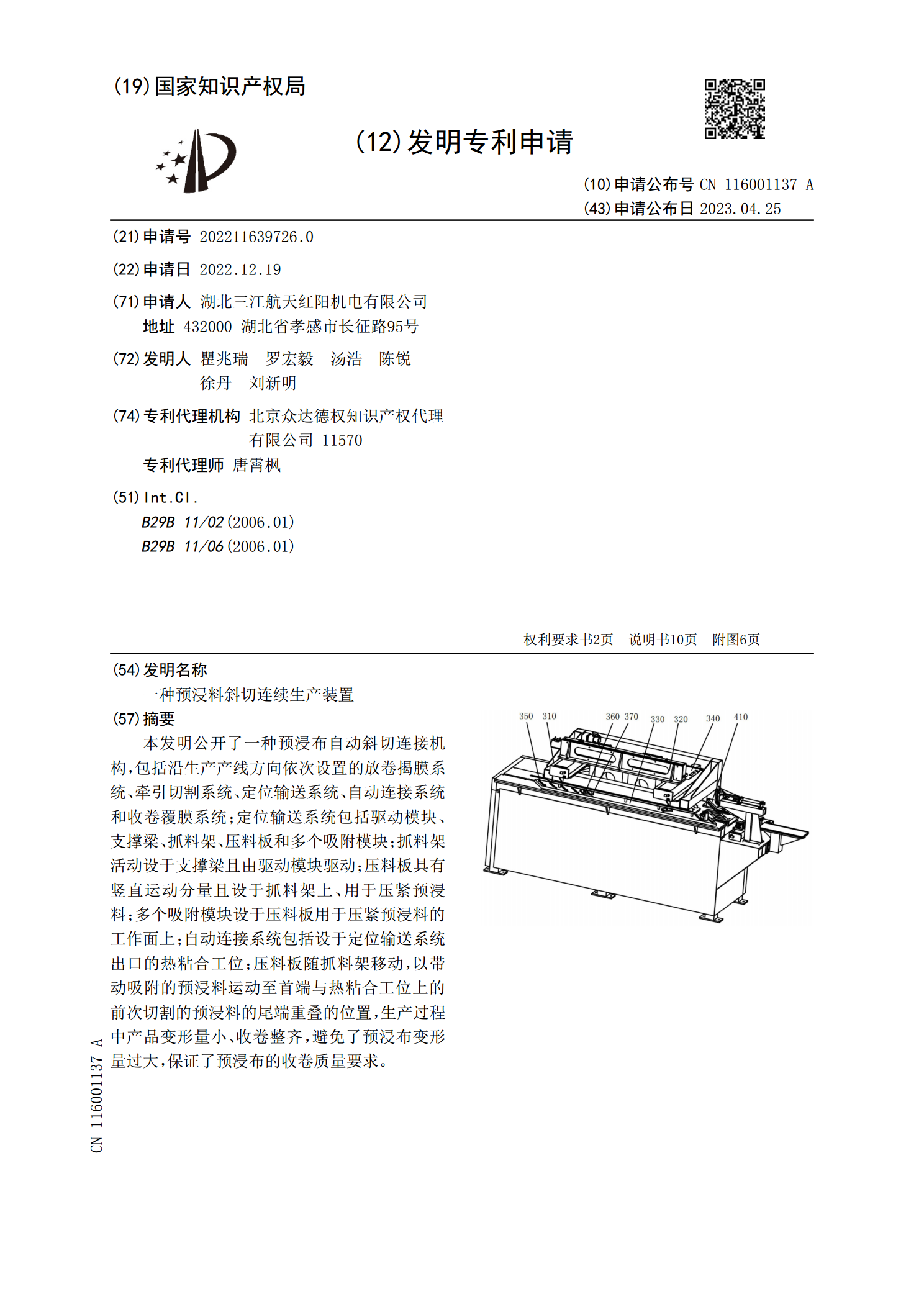
本发明公开了一种预浸布自动斜切连接机构,包括沿生产产线方向依次设置的放卷揭膜系统、牵引切割系统、定位输送系统、自动连接系统和收卷覆膜系统;定位输送系统包括驱动模块、支撑梁、抓料架、压料板和多个吸附模块;抓料架活动设于支撑梁且由驱动模块驱动;压料板具有竖直运动分量且设于抓料架上、用于压紧预浸料;多个吸附模块设于压料板用于压紧预浸料的工作面上;自动连接系统包括设于定位输送系统出口的热粘合工位;压料板随抓料架移动,以带动吸附的预浸料运动至首端与热粘合工位上的前次切割的预浸料的尾端重叠的位置,生产过程中产品变形量

预浸料坯的制造方法、涂布装置及预浸料坯的制造装置.pdf
本发明涉及向增强纤维片材赋予基体树脂的预浸料坯的制造方法,课题在于提供即使在行进速度快的情况下也能够在所产生的绒毛部发生堵塞的情况下连续行进、且能够使基体树脂高效含浸于增强纤维片材的预浸料坯的制造方法,通过如下的预浸料坯的制造方法进行制造,该方法包括使增强纤维片材在贮留有基体树脂2的涂布部20内部沿水平方向或倾斜方向通过从而向增强纤维片材赋予基体树脂2的工序,涂布部20具备相互连通的储液部和狭窄部,上述储液部具有截面积沿增强纤维片材的行进方向连续减小的部分,上述狭窄部具有狭缝状的截面、且截面积比储液部的截

预浸料制备装置及利用其的预浸料制备方法.pdf
本发明公开预浸料制备装置及利用其的预浸料制备方法。本发明一实施例的预浸料制备装置包括流路形含浸部,用于将沿着流路移送的增强纤维含浸到树脂中;以及箱形含浸部,用于将经过上述流路形含浸部后通过箱形空间移送增强纤维含浸到树脂中。

预浸料制备装置及利用其的预浸料制备方法.pdf
本发明公开预浸料制备装置及利用其的预浸料制备方法。本发明一实施例的预浸料制备装置包括:第一树脂流入部,形成于上部模具的内部,通过接收从挤压机供给的树脂来使上述树脂向朝向上述上部模具的下部流动的增强纤维排出;以及第二树脂流入部,形成于下部模具的内部,通过接收从上述挤压机供给的树脂来使上述树脂向朝向上述下部模具的上部流动的增强纤维排出。
一种可调节的预浸料分切装置.pdf
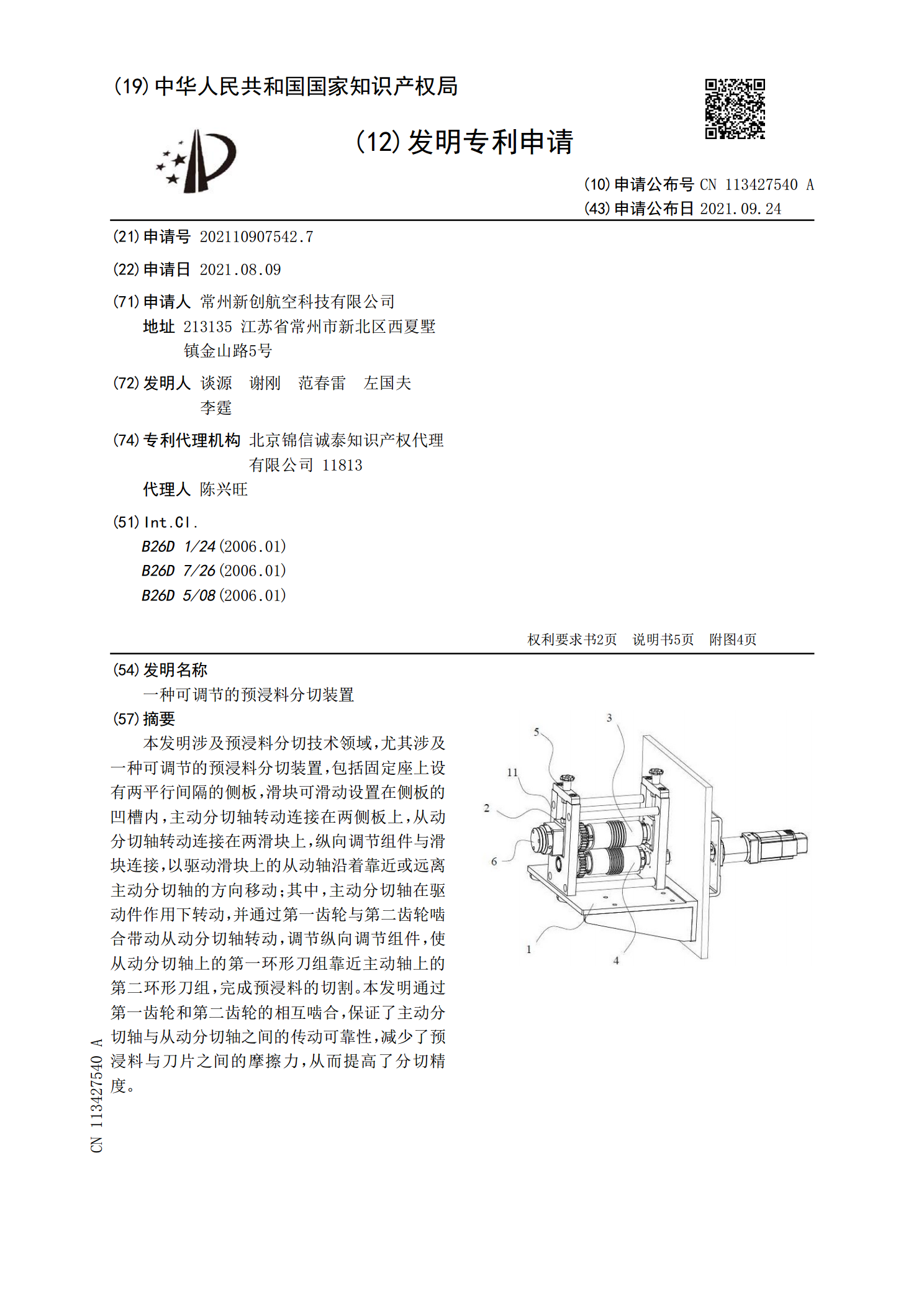
本发明涉及预浸料分切技术领域,尤其涉及一种可调节的预浸料分切装置,包括固定座上设有两平行间隔的侧板,滑块可滑动设置在侧板的凹槽内,主动分切轴转动连接在两侧板上,从动分切轴转动连接在两滑块上,纵向调节组件与滑块连接,以驱动滑块上的从动轴沿着靠近或远离主动分切轴的方向移动;其中,主动分切轴在驱动件作用下转动,并通过第一齿轮与第二齿轮啮合带动从动分切轴转动,调节纵向调节组件,使从动分切轴上的第一环形刀组靠近主动轴上的第二环形刀组,完成预浸料的切割。本发明通过第一齿轮和第二齿轮的相互啮合,保证了主动分切轴与从动分