
转子碳纤维复材端箍成型工装及制备方法.pdf

又珊****ck

1/10

2/10
3/10
4/10

5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

转子碳纤维复材端箍成型工装及制备方法.pdf
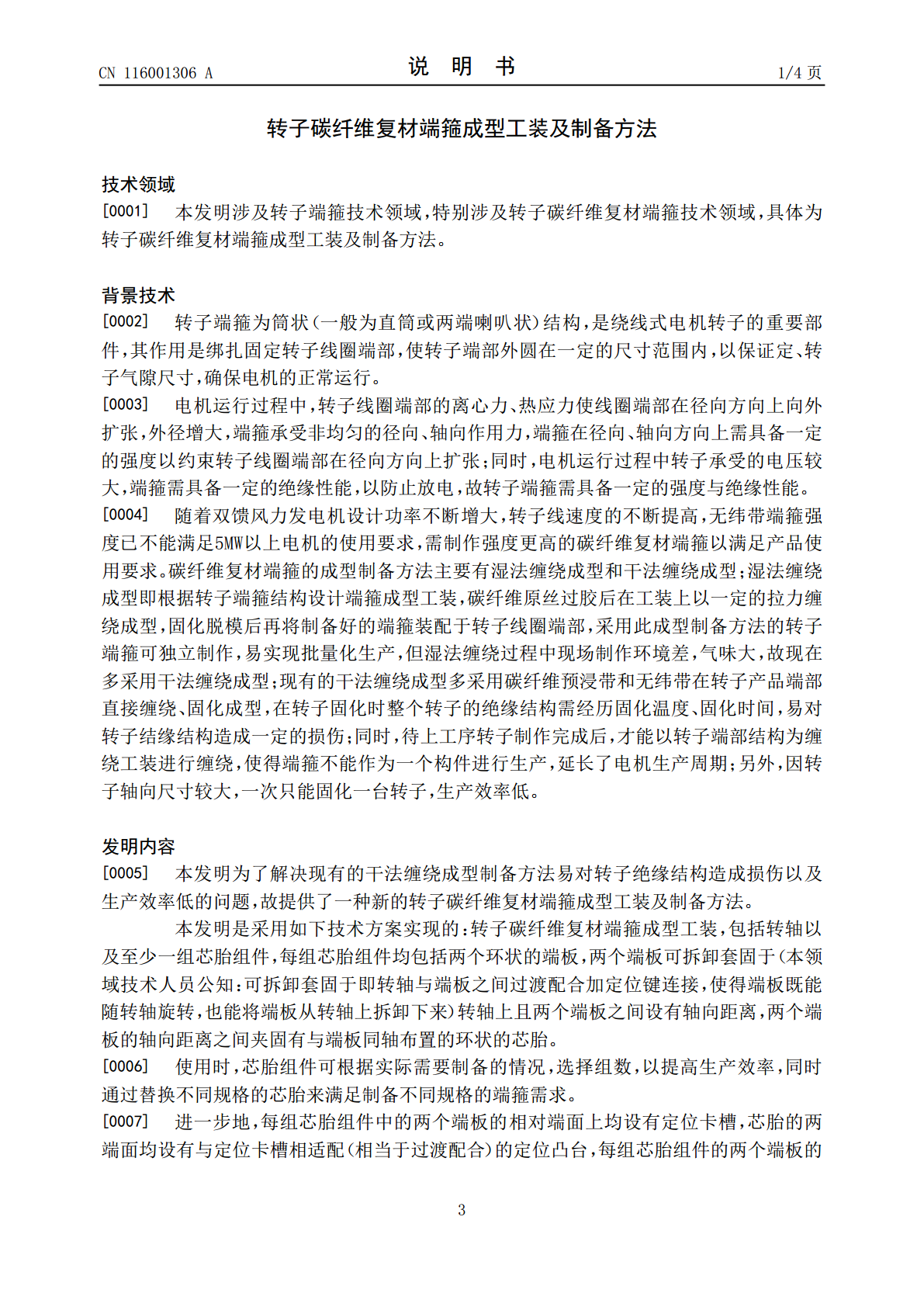
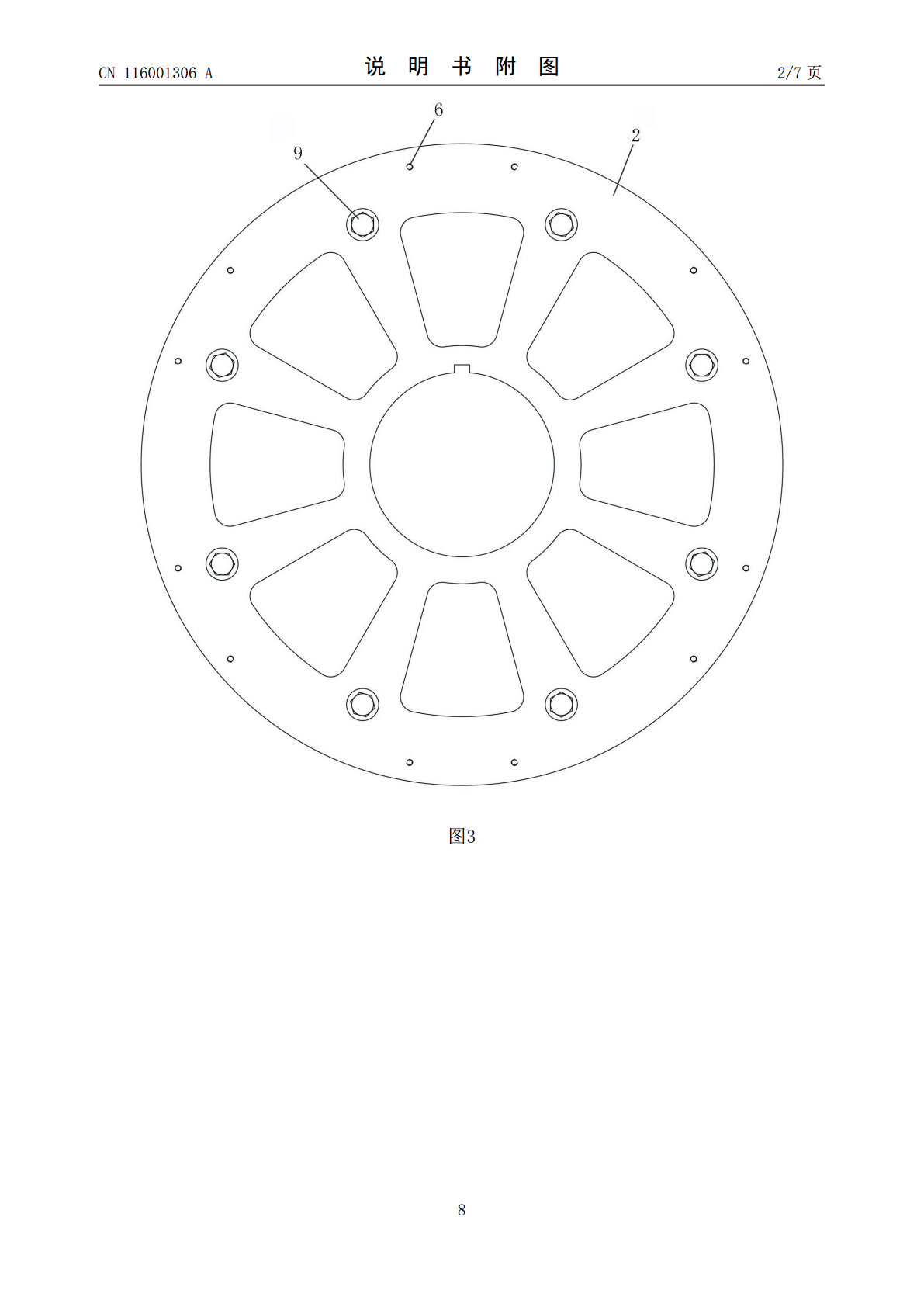
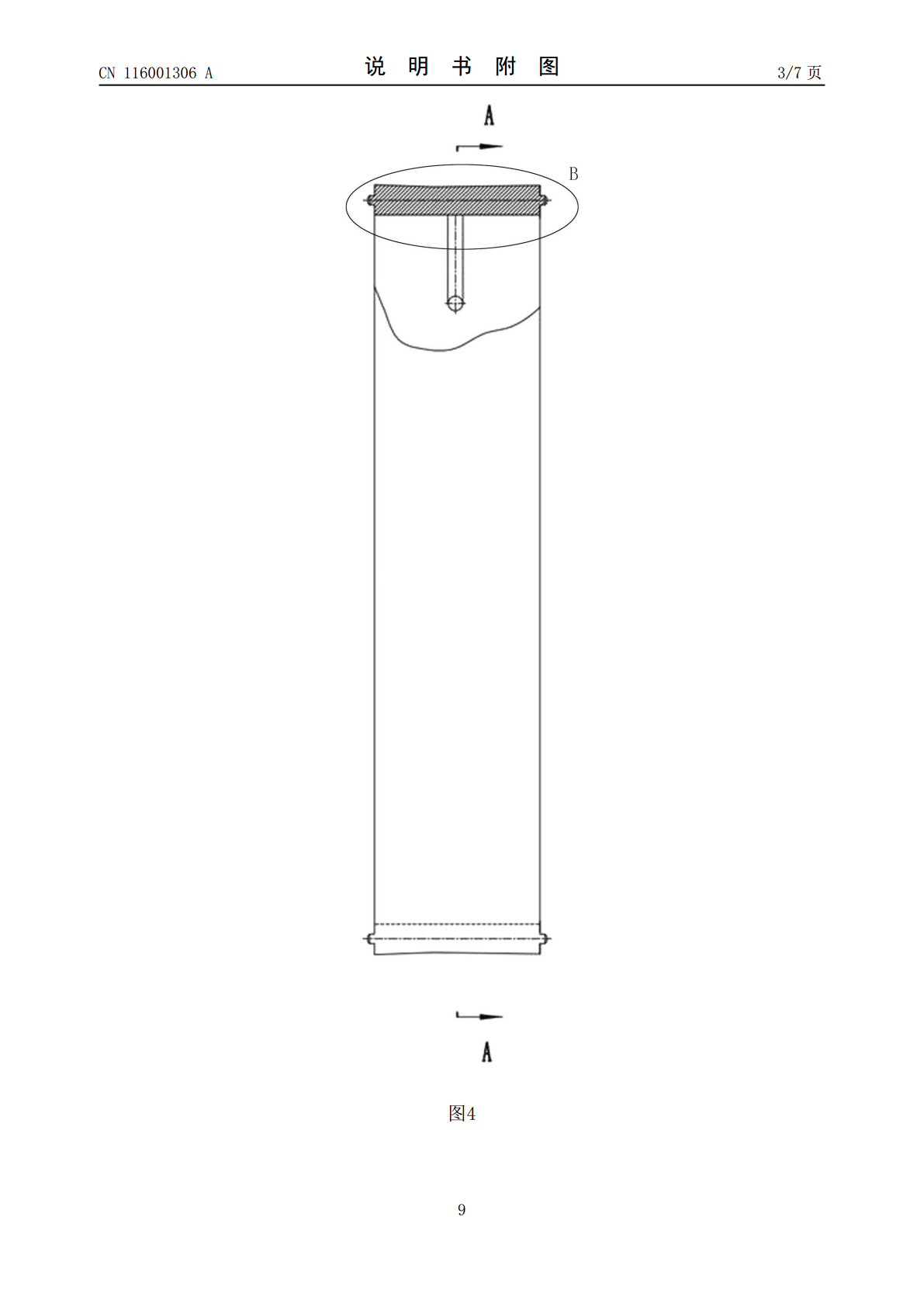
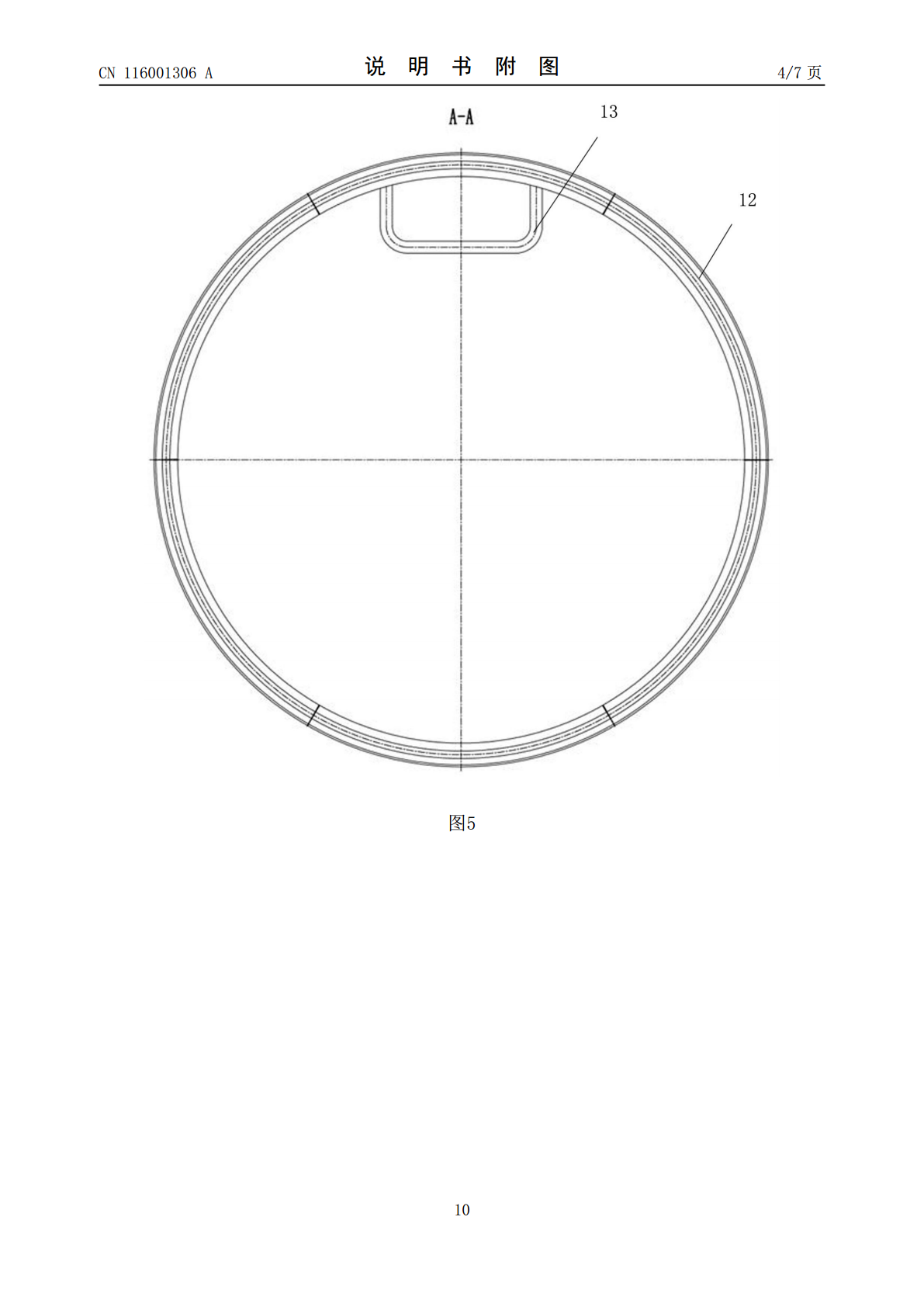
本发明涉及转子端箍技术领域,特别涉及转子碳纤维复材端箍技术领域,具体为转子碳纤维复材端箍成型工装及制备方法。其为了解决现有的干法缠绕成型制备方法易对转子绝缘结构造成损伤以及生产效率低的问题,故提供了一种新的转子碳纤维复材端箍成型工装及制备方法,包括转轴以及至少一组芯胎组件,每组芯胎组件均包括两个环状的端板,两个端板可拆卸套固于转轴上且两个端板之间设有轴向距离,两个端板的轴向距离之间夹固有与端板同轴布置的环状的芯胎。本发明解决了现有的干法缠绕成型制备方法易对转子绝缘结构造成损伤以及生产效率低的问题,结构巧妙

复材成型工装设计方案.docx
复材成型工装设计方案复材成型工装是指为制造复材成型产品而设计的工装设备。复合材料是由两种或两种以上不同材料组成的材料,具有轻质、高强度、耐腐蚀、阻尼性好等特点,在航空、航天、汽车等领域有广泛应用。为了生产复合材料制品,需要设计相应的工装设备来实现复材的成型、连接和装配。复材成型工装设计方案的目标是满足复材成型过程中的精度要求和效率要求。下面是一个复材成型工装设计方案的简要介绍:1.设计工装结构。工装结构应该简单,易于操作和维修。可以使用模块化设计,使得组装和拆卸更加方便。同时,要考虑工装的刚度和重量,以确
碳纤维复材多通管成型的内芯制作方法.pdf
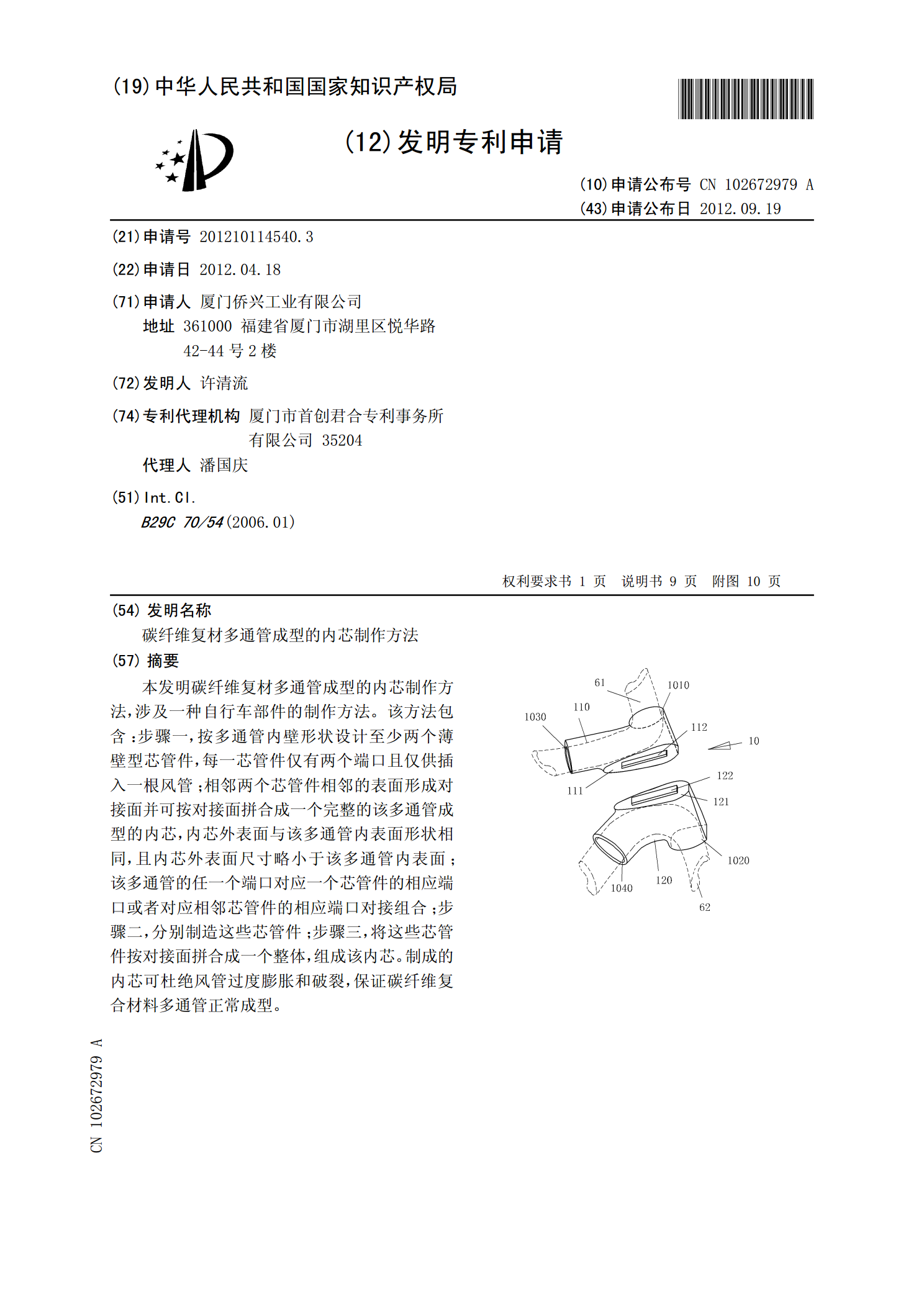
本发明碳纤维复材多通管成型的内芯制作方法,涉及一种自行车部件的制作方法。该方法包含:步骤一,按多通管内壁形状设计至少两个薄壁型芯管件,每一芯管件仅有两个端口且仅供插入一根风管;相邻两个芯管件相邻的表面形成对接面并可按对接面拼合成一个完整的该多通管成型的内芯,内芯外表面与该多通管内表面形状相同,且内芯外表面尺寸略小于该多通管内表面;该多通管的任一个端口对应一个芯管件的相应端口或者对应相邻芯管件的相应端口对接组合;步骤二,分别制造这些芯管件;步骤三,将这些芯管件按对接面拼合成一个整体,组成该内芯。制成的内芯可
具有挡框的航空复材零件成型工装.pdf
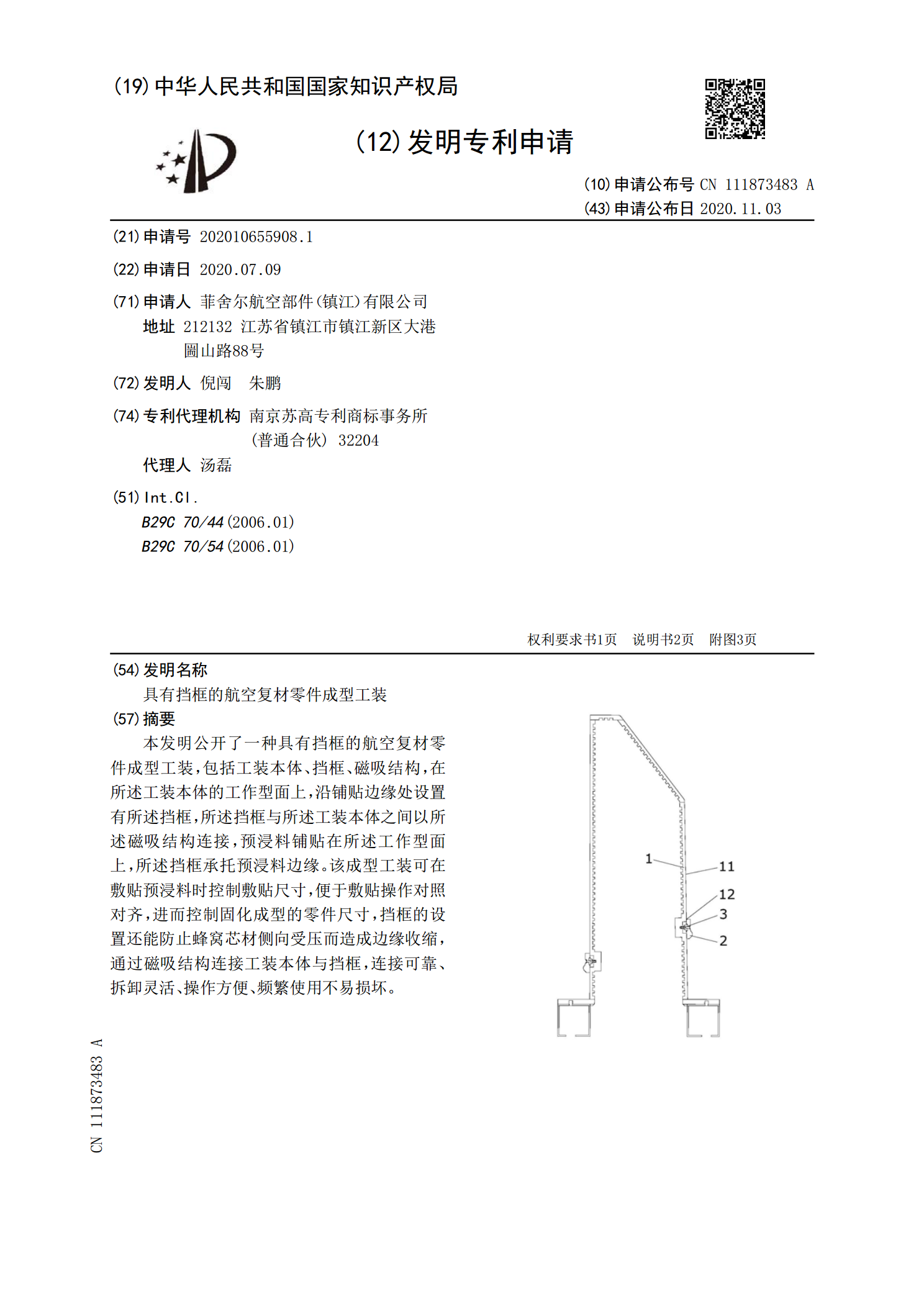
本发明公开了一种具有挡框的航空复材零件成型工装,包括工装本体、挡框、磁吸结构,在所述工装本体的工作型面上,沿铺贴边缘处设置有所述挡框,所述挡框与所述工装本体之间以所述磁吸结构连接,预浸料铺贴在所述工作型面上,所述挡框承托预浸料边缘。该成型工装可在敷贴预浸料时控制敷贴尺寸,便于敷贴操作对照对齐,进而控制固化成型的零件尺寸,挡框的设置还能防止蜂窝芯材侧向受压而造成边缘收缩,通过磁吸结构连接工装本体与挡框,连接可靠、拆卸灵活、操作方便、频繁使用不易损坏。

复材成型工艺.doc
(完整word版)复材成型工艺(完整word版)复材成型工艺(完整word版)复材成型工艺成型工艺复合材料成型工艺是复合材料工业的发展基础和条件。随着复合材料应用领域的拓宽,复合材料工业得到迅速发镇,其老的成型工艺日臻完善,新的成型方法不断涌现,目前聚合物基复合材料的成型方法已有20多种,并成功地用于工业生产,如:(1)手糊成型工艺-—湿法铺层成型法;(2)喷射成型工艺;(3)树脂传递模塑成型技术(RTM技术);(4)袋压法(压力袋法)成型;(5)真空袋压成型;(6)热压罐成型技术;(7)液压釜法成型技术