
一种线束生产用导管穿入装置.pdf

书錦****by

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种线束生产用导管穿入装置.pdf
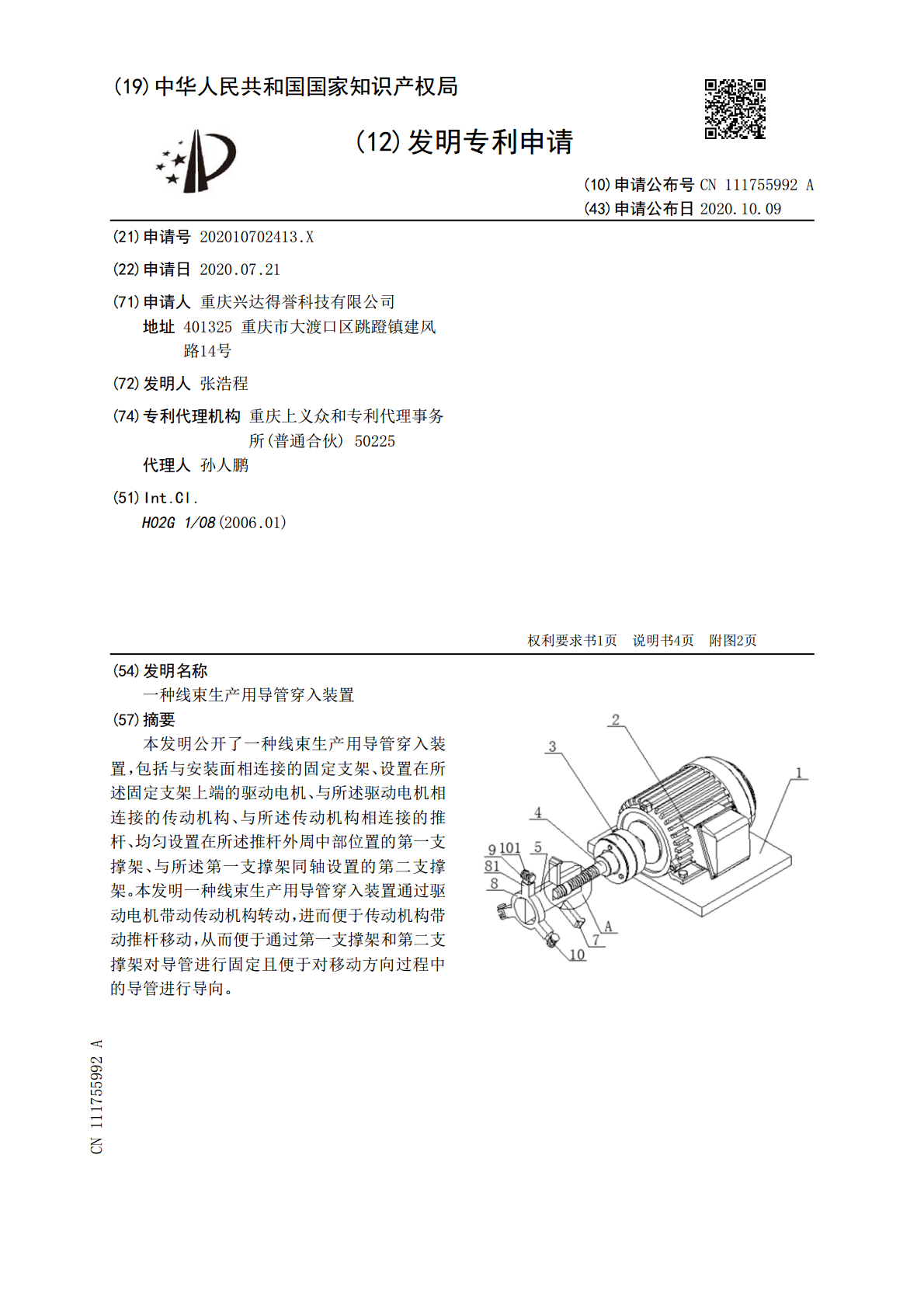
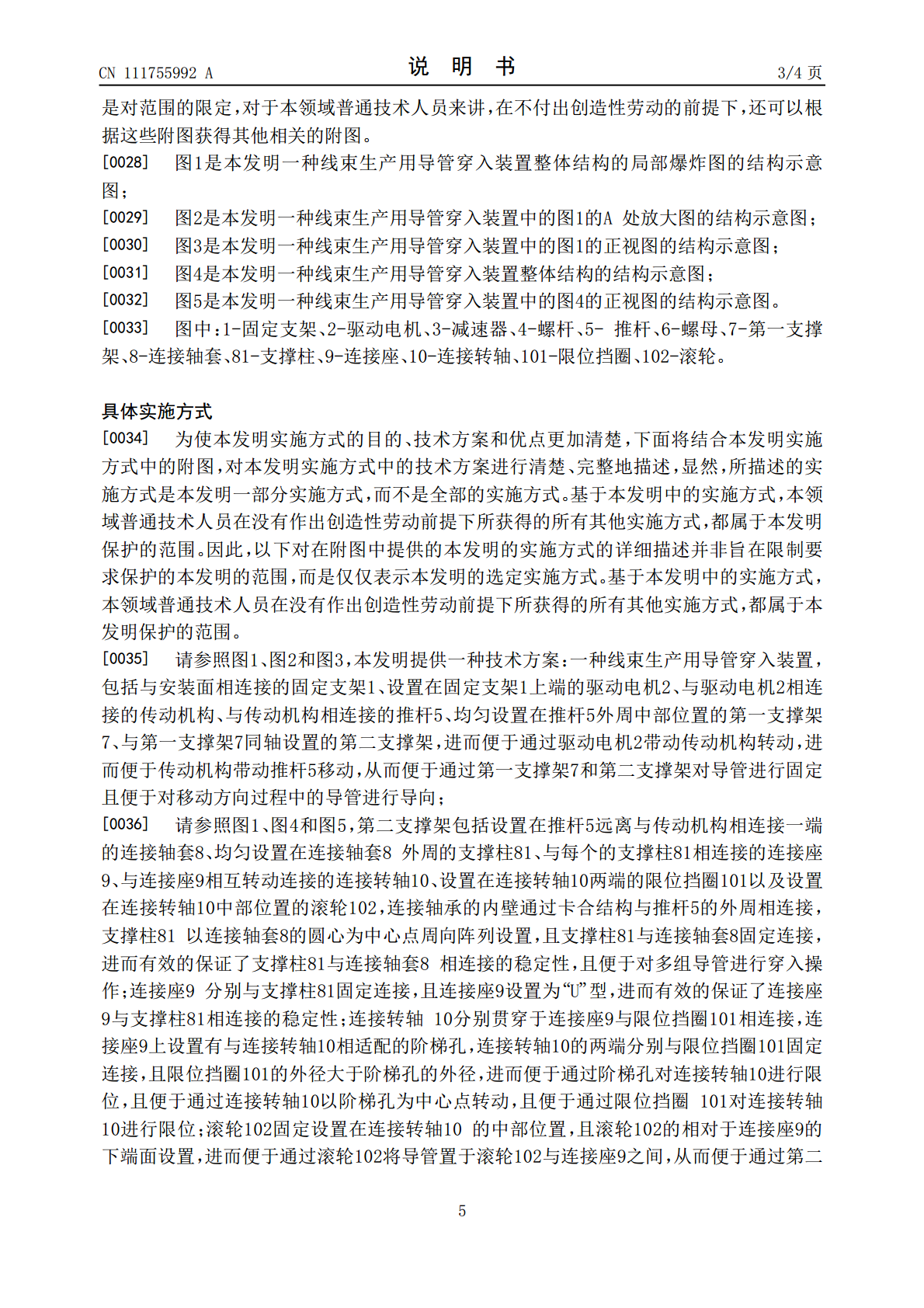
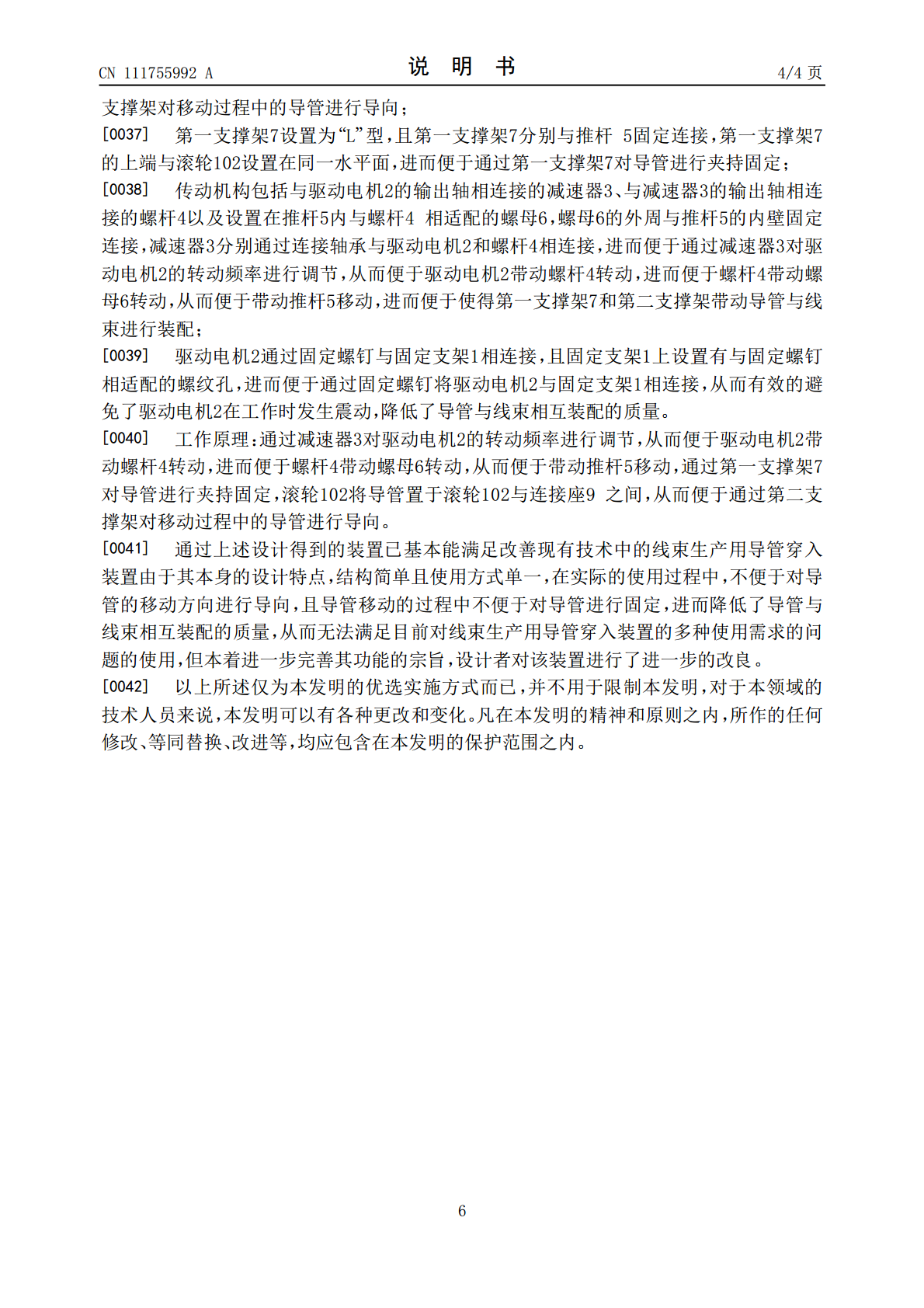
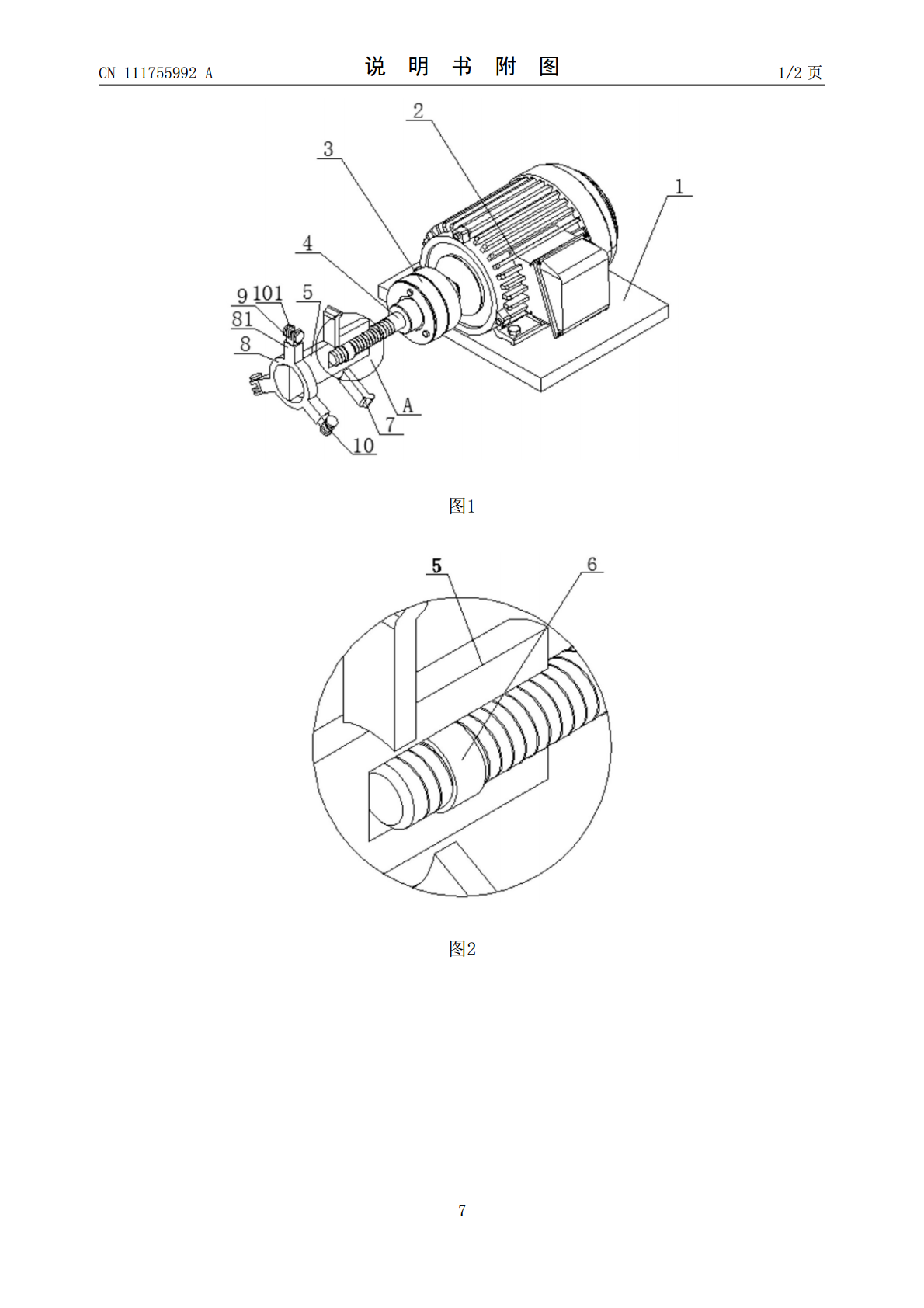
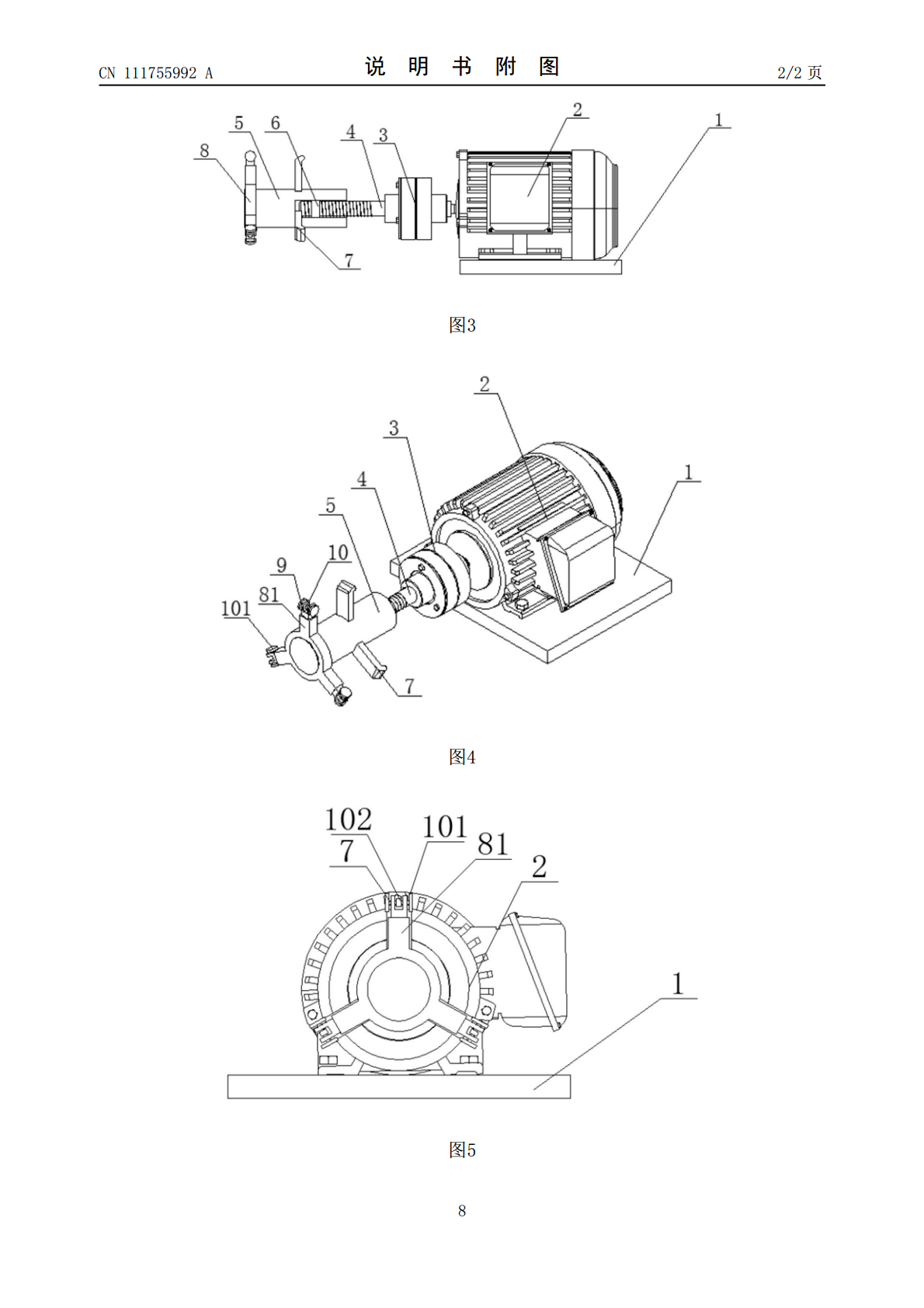
本发明公开了一种线束生产用导管穿入装置,包括与安装面相连接的固定支架、设置在所述固定支架上端的驱动电机、与所述驱动电机相连接的传动机构、与所述传动机构相连接的推杆、均匀设置在所述推杆外周中部位置的第一支撑架、与所述第一支撑架同轴设置的第二支撑架。本发明一种线束生产用导管穿入装置通过驱动电机带动传动机构转动,进而便于传动机构带动推杆移动,从而便于通过第一支撑架和第二支撑架对导管进行固定且便于对移动方向过程中的导管进行导向。

一种灯泡生产用线束切割装置.pdf
本发明涉及一种切割装置,尤其涉及一种灯泡生产用线束切割装置。因此,本发明的技术问题是:提供一种不需要人工将切割好的线束进行搬运、切断的线束长度比较均匀的灯泡生产用线束切割装置。一种灯泡生产用线束切割装置,包括有箱体、支腿、支板、弧形放置板、第一轴承座、第二轴承座、第一转轴、第二转轴等;箱体底部四角处均安装有支腿,箱体左下方开有出料口,箱体顶部中间开有进料口,箱体外顶部中间前后两方均安装有支板。本发明通过第一电机带动滚筒旋转,从而可将线束往下拉动,通过平皮带带动转盘旋转,转盘即可带动楔形块上下移动,楔形块即
一种避免沉淀的涤纶线生产用线束上油装置.pdf
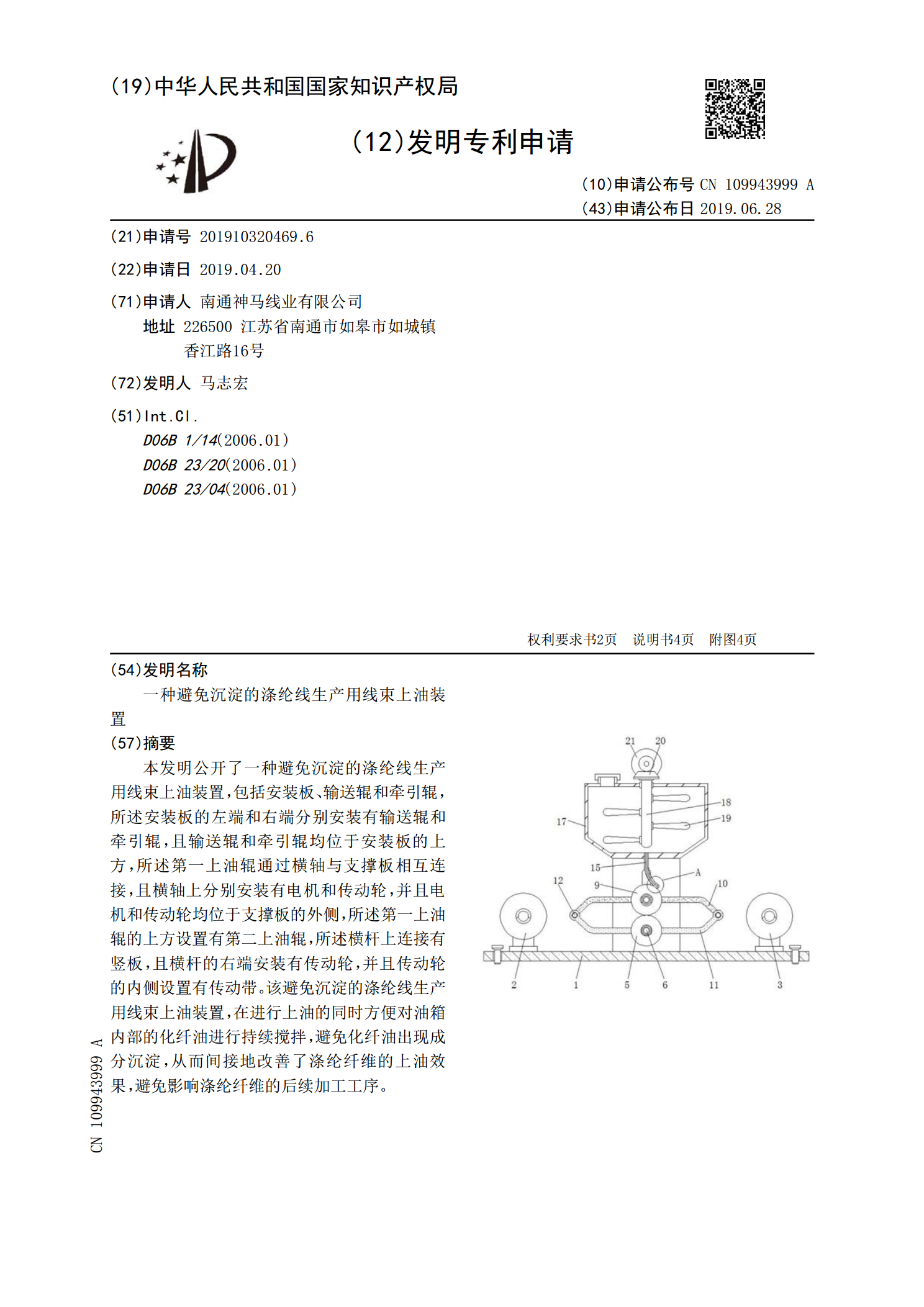
本发明公开了一种避免沉淀的涤纶线生产用线束上油装置,包括安装板、输送辊和牵引辊,所述安装板的左端和右端分别安装有输送辊和牵引辊,且输送辊和牵引辊均位于安装板的上方,所述第一上油辊通过横轴与支撑板相互连接,且横轴上分别安装有电机和传动轮,并且电机和传动轮均位于支撑板的外侧,所述第一上油辊的上方设置有第二上油辊,所述横杆上连接有竖板,且横杆的右端安装有传动轮,并且传动轮的内侧设置有传动带。该避免沉淀的涤纶线生产用线束上油装置,在进行上油的同时方便对油箱内部的化纤油进行持续搅拌,避免化纤油出现成分沉淀,从而间接

一种汽车线束生产用拉直装置及其拉直方法.pdf
本发明公开了一种汽车线束生产用拉直装置及其拉直方法,涉及汽车线束生产技术领域,为解决现有的汽车线束切割装置通过夹具牵引拉伸线束,对其进行切割,在拉伸过程中,因仅从一端牵引施力,使得线束存在扭曲情况,易影响后续切割精度的问题。传动台,其安装在所述下料载台的一端;定位台,其安装在所述下料载台的另一端;支撑台,其设置在所述定位台的两侧,所述支撑台的上方安装有夹紧截断机构;成品收集箱,其设置在所述下料载台的一侧;废品收集箱,其设置在所述下料载台的另一侧;支撑顶板,其设置在所述下料载台的上方,所述支撑顶板的两端通过
一种人造线绞线生产用绞线前后线束张力辅助调节装置.pdf
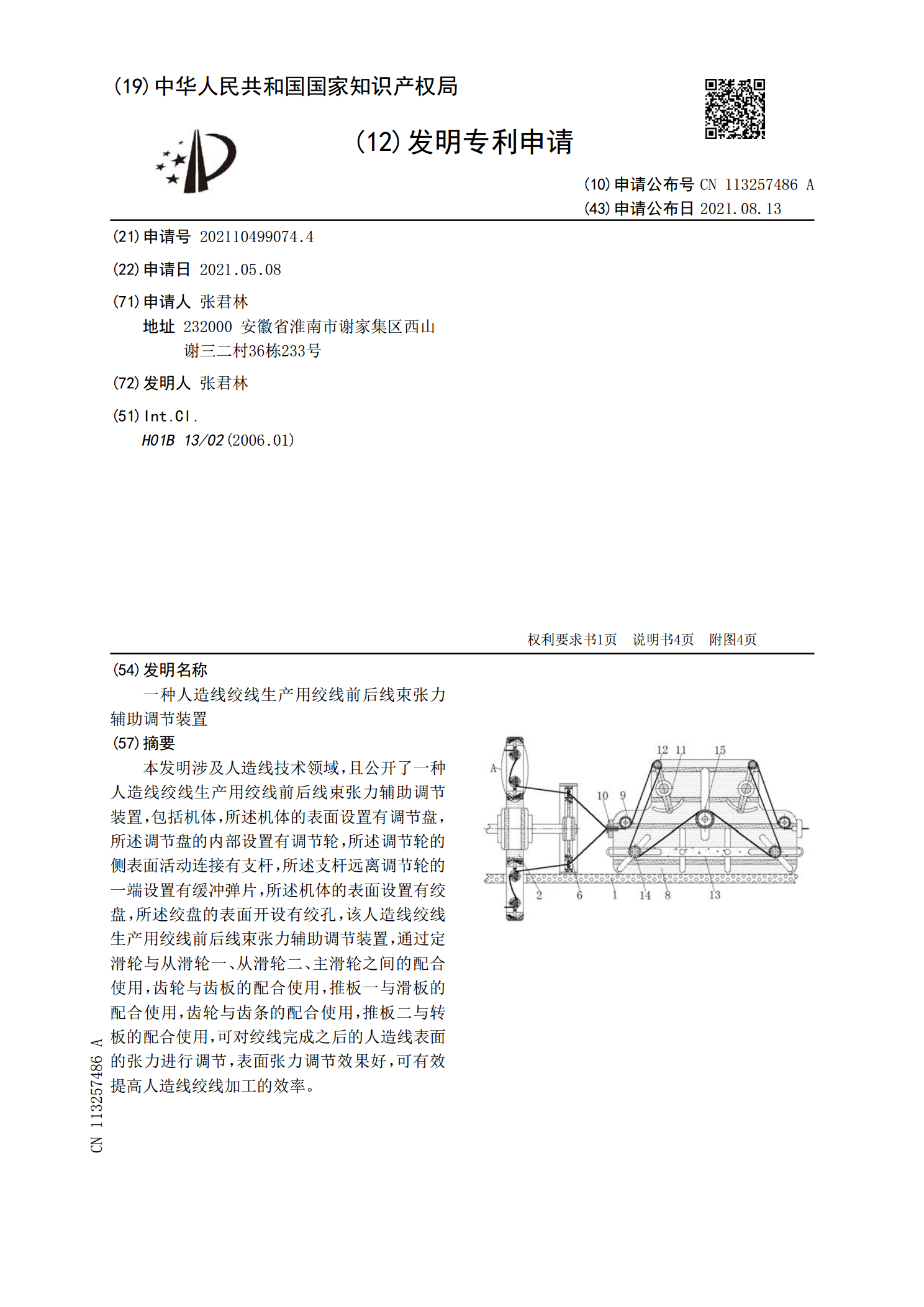
本发明涉及人造线技术领域,且公开了一种人造线绞线生产用绞线前后线束张力辅助调节装置,包括机体,所述机体的表面设置有调节盘,所述调节盘的内部设置有调节轮,所述调节轮的侧表面活动连接有支杆,所述支杆远离调节轮的一端设置有缓冲弹片,所述机体的表面设置有绞盘,所述绞盘的表面开设有绞孔,该人造线绞线生产用绞线前后线束张力辅助调节装置,通过定滑轮与从滑轮一、从滑轮二、主滑轮之间的配合使用,齿轮与齿板的配合使用,推板一与滑板的配合使用,齿轮与齿条的配合使用,推板二与转板的配合使用,可对绞线完成之后的人造线表面的张力进行