
一种连续变截面薄钢板的轧制设备及成型方法.pdf

一吃****新冬


1/10
2/10
3/10
4/10
5/10
6/10

7/10

8/10

9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种连续变截面薄钢板的轧制设备及成型方法.pdf
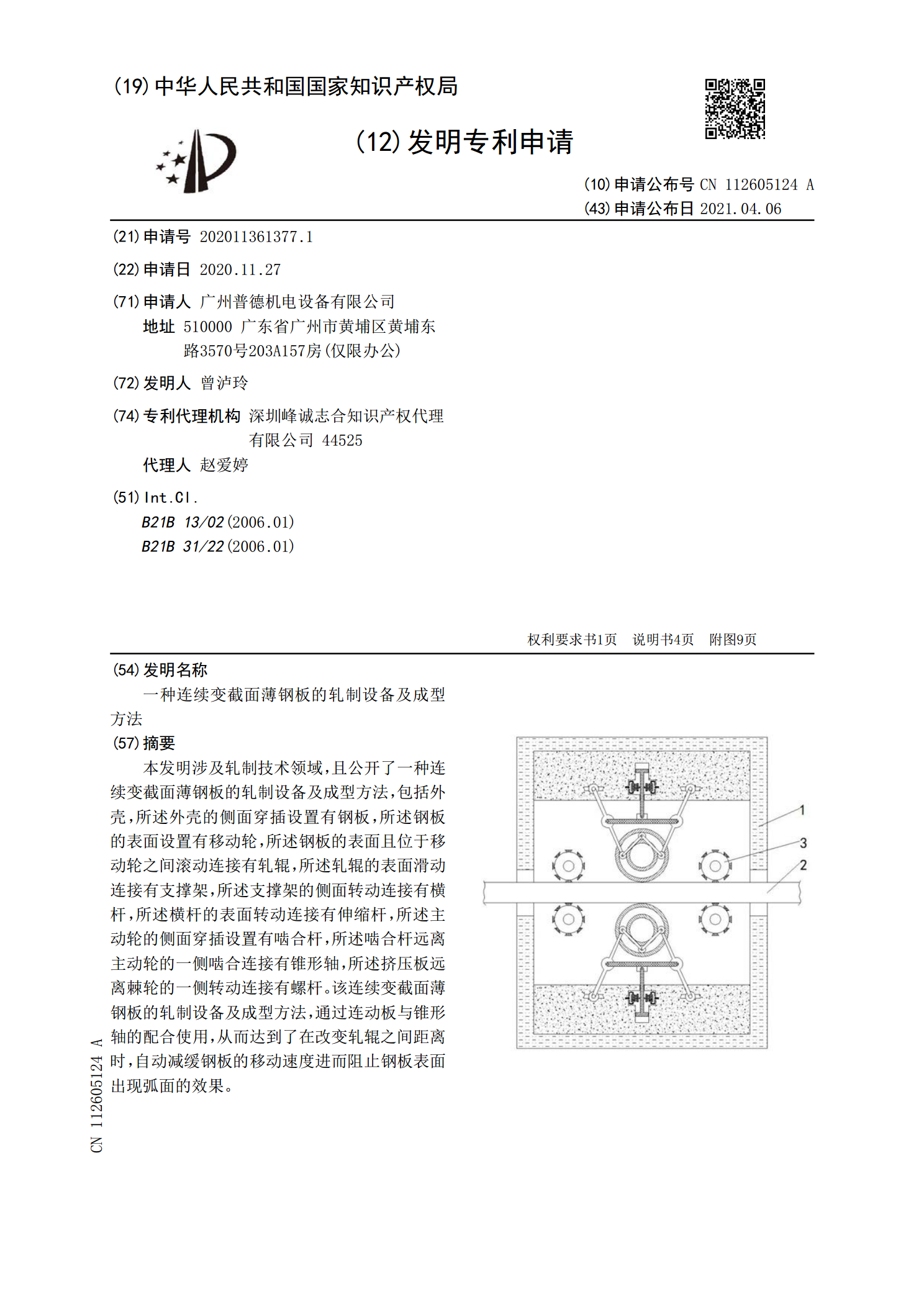
本发明涉及轧制技术领域,且公开了一种连续变截面薄钢板的轧制设备及成型方法,包括外壳,所述外壳的侧面穿插设置有钢板,所述钢板的表面设置有移动轮,所述钢板的表面且位于移动轮之间滚动连接有轧辊,所述轧辊的表面滑动连接有支撑架,所述支撑架的侧面转动连接有横杆,所述横杆的表面转动连接有伸缩杆,所述主动轮的侧面穿插设置有啮合杆,所述啮合杆远离主动轮的一侧啮合连接有锥形轴,所述挤压板远离棘轮的一侧转动连接有螺杆。该连续变截面薄钢板的轧制设备及成型方法,通过连动板与锥形轴的配合使用,从而达到了在改变轧辊之间距离时,自动减
一种镁合金连续变截面大变形挤压加工成型方法.pdf
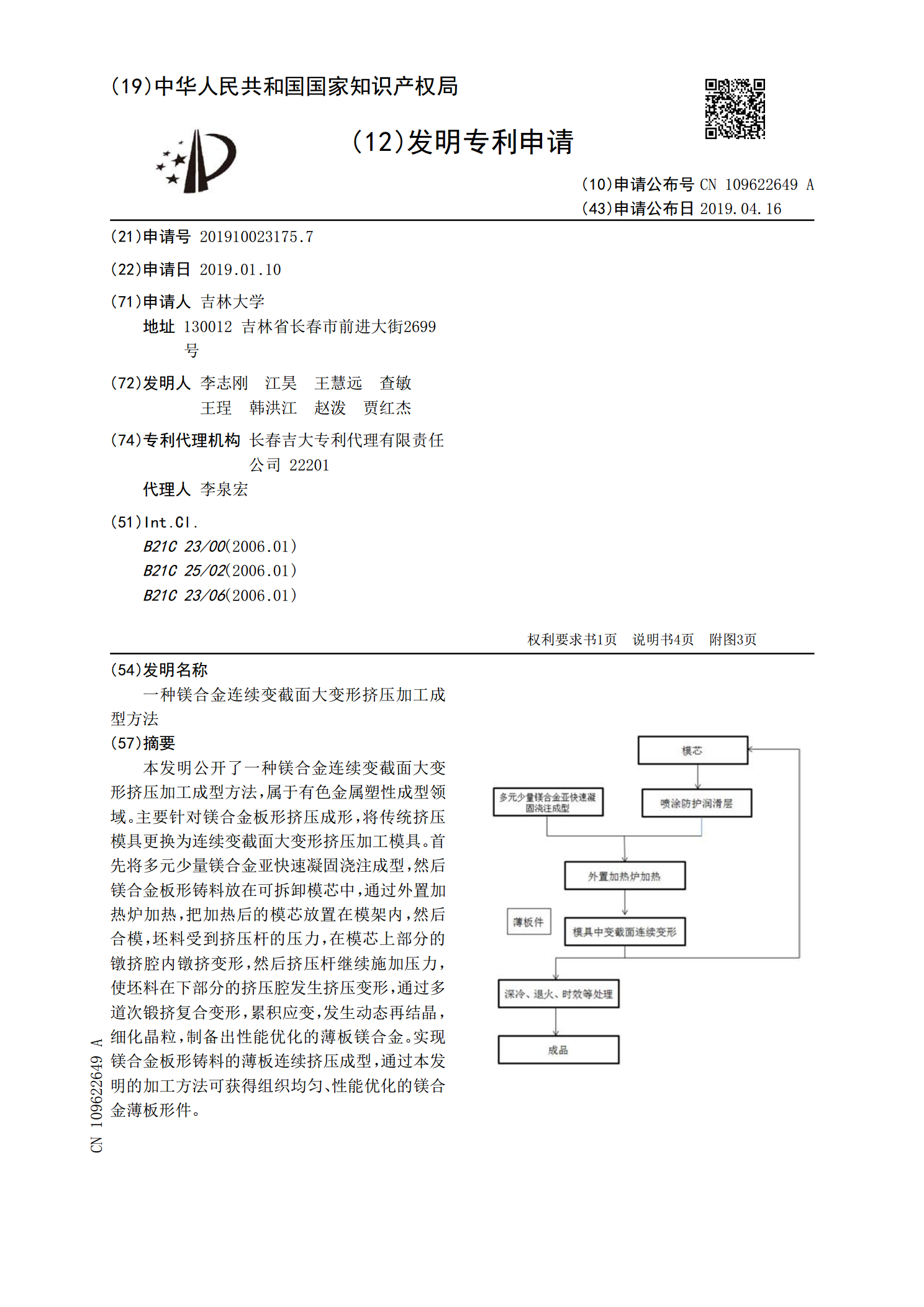
本发明公开了一种镁合金连续变截面大变形挤压加工成型方法,属于有色金属塑性成型领域。主要针对镁合金板形挤压成形,将传统挤压模具更换为连续变截面大变形挤压加工模具。首先将多元少量镁合金亚快速凝固浇注成型,然后镁合金板形铸料放在可拆卸模芯中,通过外置加热炉加热,把加热后的模芯放置在模架内,然后合模,坯料受到挤压杆的压力,在模芯上部分的镦挤腔内镦挤变形,然后挤压杆继续施加压力,使坯料在下部分的挤压腔发生挤压变形,通过多道次锻挤复合变形,累积应变,发生动态再结晶,细化晶粒,制备出性能优化的薄板镁合金。实现镁合金板形

一种变截面无内胎车轮的成型方法.pdf
本发明一种变截面无内胎车轮的成型方法,本发明的具体步骤如下:①轧制②冲切③卷圆④压合⑤压平⑥焊合⑦刮渣⑧滚压底槽⑨轮辋成型⑩车轮成型。本发明与现有技术相比较,具有的有益效果是:可以实现变截面轮辋的制作,提高轮辋的整体强度,保证车辆的行驶安全,该方法轧制形状简单,工艺成熟,由该方法进行轮辋的制作,过程工序少而且简单易操作。

变截面空心轴锻件挤压成型方法.pdf
本发明涉变截面空心轴锻件挤压成型方法及一种超高强度钢空心轴成型领域,具体涉及变截面空心轴锻件挤压成型方法,将坯料锻压机上鐓粗;然后加工中心孔;将坯料放入预热炉内加热到预热温度,然后喷涂防氧化剂;将坯料放入锻造加热炉内加热到始锻温度;为坯料、上锻模和下锻模涂覆表面润滑剂;上锻模和下锻模安装在上、下砧上,将坯料转运到下锻模型腔内,合模;去除表面余量,并进行热处理。本发明一步成形制中心带有通孔的轴件,流线完整且分布合理,结构强度高,应变分布均匀,残余应力低,不仅提高了锻件质量、材料利用率、锻件尺寸精度,而且降低

一种满足可轧制性的电动汽车连续变截面前纵梁的厚度分布设计方法.pdf
本发明公开一种满足可轧制性的电动汽车连续变截面前纵梁的厚度分布设计方法,将连续变截面前纵梁按照电机控制器布置参数和前纵梁碰撞变形特点划分为3个功能区域;建立连续变截面前纵梁的厚度分布显式参数化模型;建立连续变截面前纵梁的板料可轧制性约束数学模型;通过变化结构几何参数,连续变截面前纵梁可以演化为具有不同厚度分布形式的变截面结构;利用遗传算法优化该结构的几何参数,即可获得特定电动汽车车型的连续变截面前纵梁的最优厚度分布形式。本发明建立的显式参数化模型灵活多变,为连续变截面前纵梁的结构设计提供了有效的模型支撑,