
一种可快速更换模具的无缝钢管生产设备.pdf

小长****6淑

1/9

2/9
3/9

4/9
5/9

6/9
7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种可快速更换模具的无缝钢管生产设备.pdf
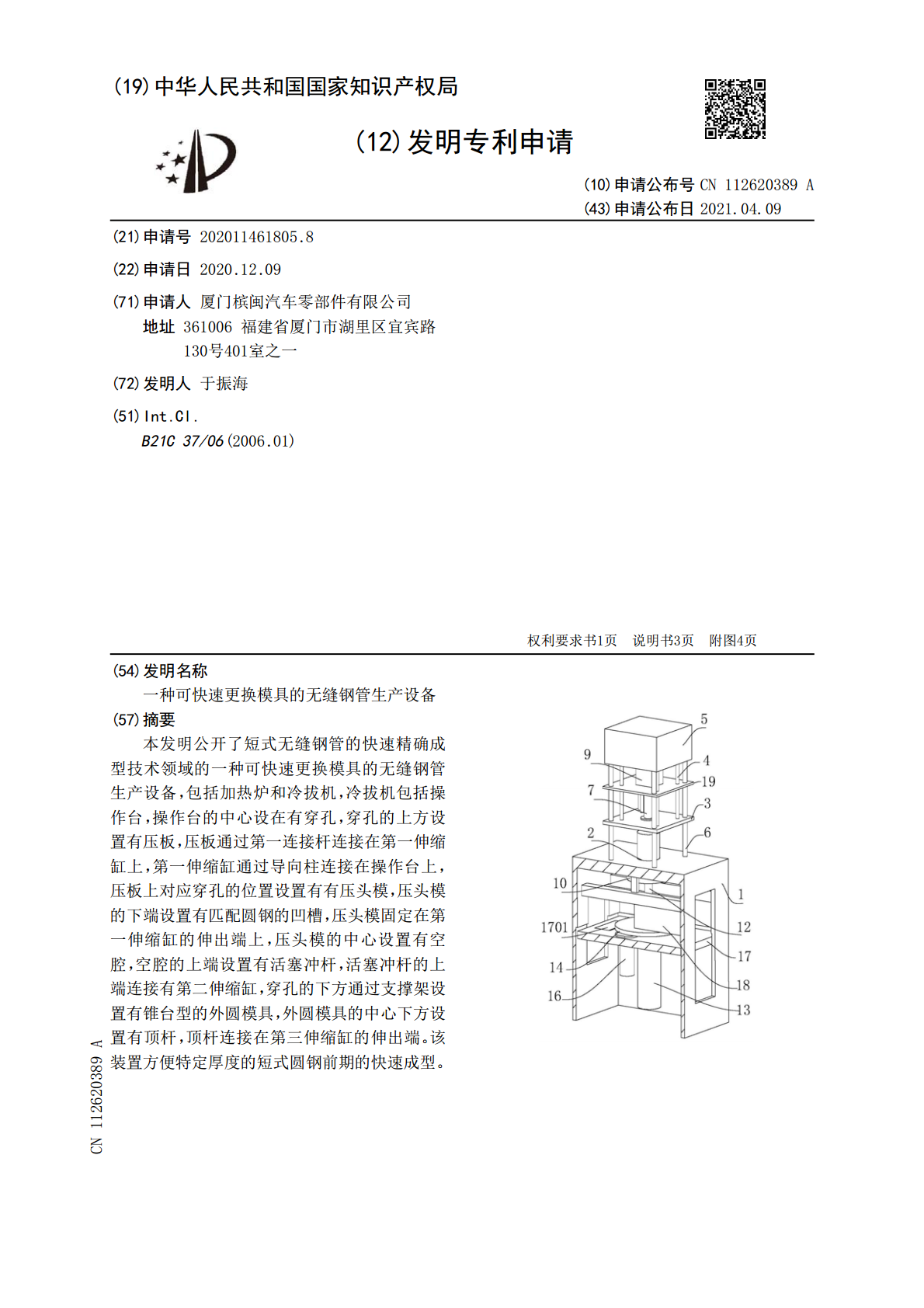
本发明公开了短式无缝钢管的快速精确成型技术领域的一种可快速更换模具的无缝钢管生产设备,包括加热炉和冷拔机,冷拔机包括操作台,操作台的中心设在有穿孔,穿孔的上方设置有压板,压板通过第一连接杆连接在第一伸缩缸上,第一伸缩缸通过导向柱连接在操作台上,压板上对应穿孔的位置设置有有压头模,压头模的下端设置有匹配圆钢的凹槽,压头模固定在第一伸缩缸的伸出端上,压头模的中心设置有空腔,空腔的上端设置有活塞冲杆,活塞冲杆的上端连接有第二伸缩缸,穿孔的下方通过支撑架设置有锥台型的外圆模具,外圆模具的中心下方设置有顶杆,顶杆连
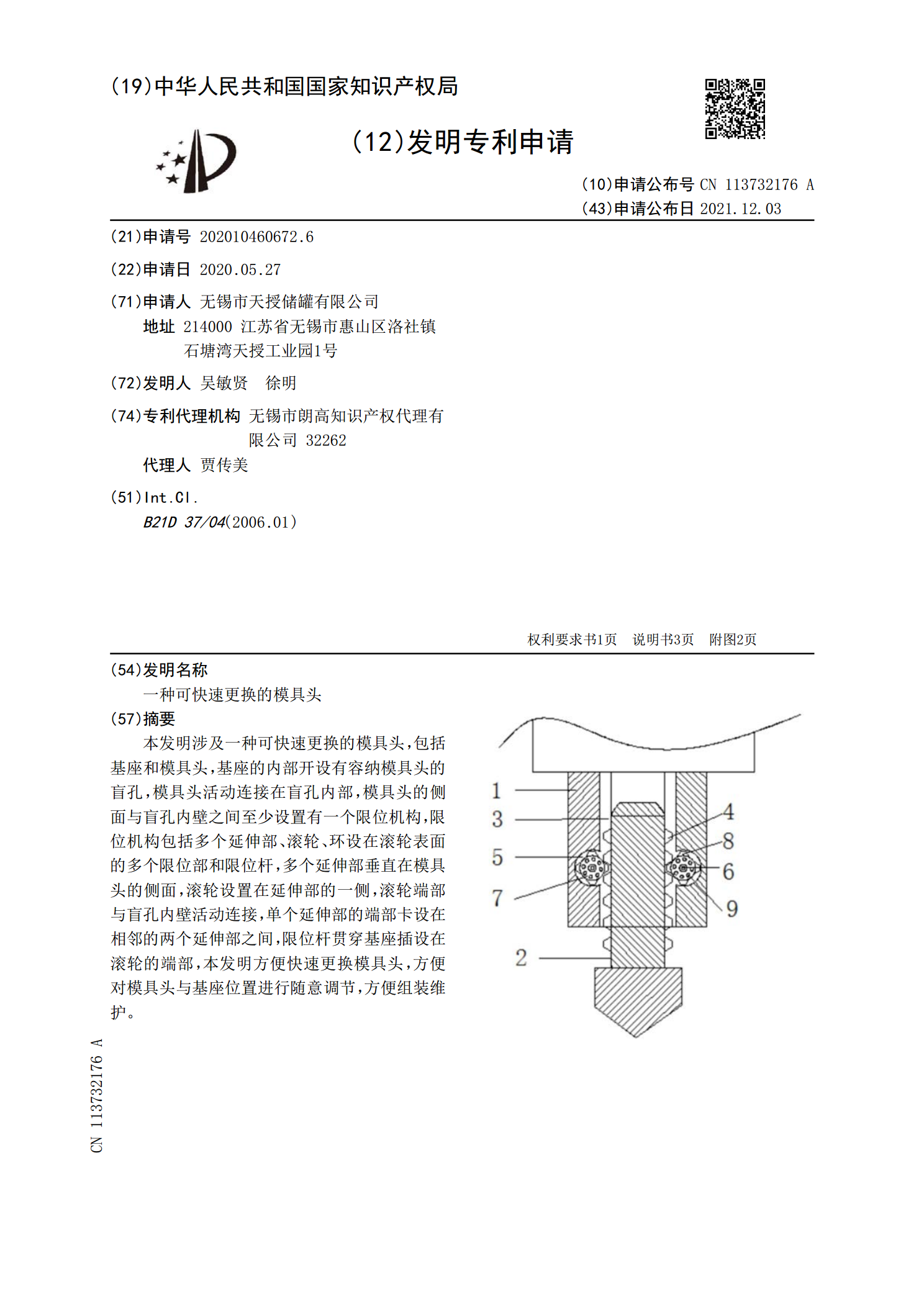
一种可快速更换的模具头.pdf
本发明涉及一种可快速更换的模具头,包括基座和模具头,基座的内部开设有容纳模具头的盲孔,模具头活动连接在盲孔内部,模具头的侧面与盲孔内壁之间至少设置有一个限位机构,限位机构包括多个延伸部、滚轮、环设在滚轮表面的多个限位部和限位杆,多个延伸部垂直在模具头的侧面,滚轮设置在延伸部的一侧,滚轮端部与盲孔内壁活动连接,单个延伸部的端部卡设在相邻的两个延伸部之间,限位杆贯穿基座插设在滚轮的端部,本发明方便快速更换模具头,方便对模具头与基座位置进行随意调节,方便组装维护。
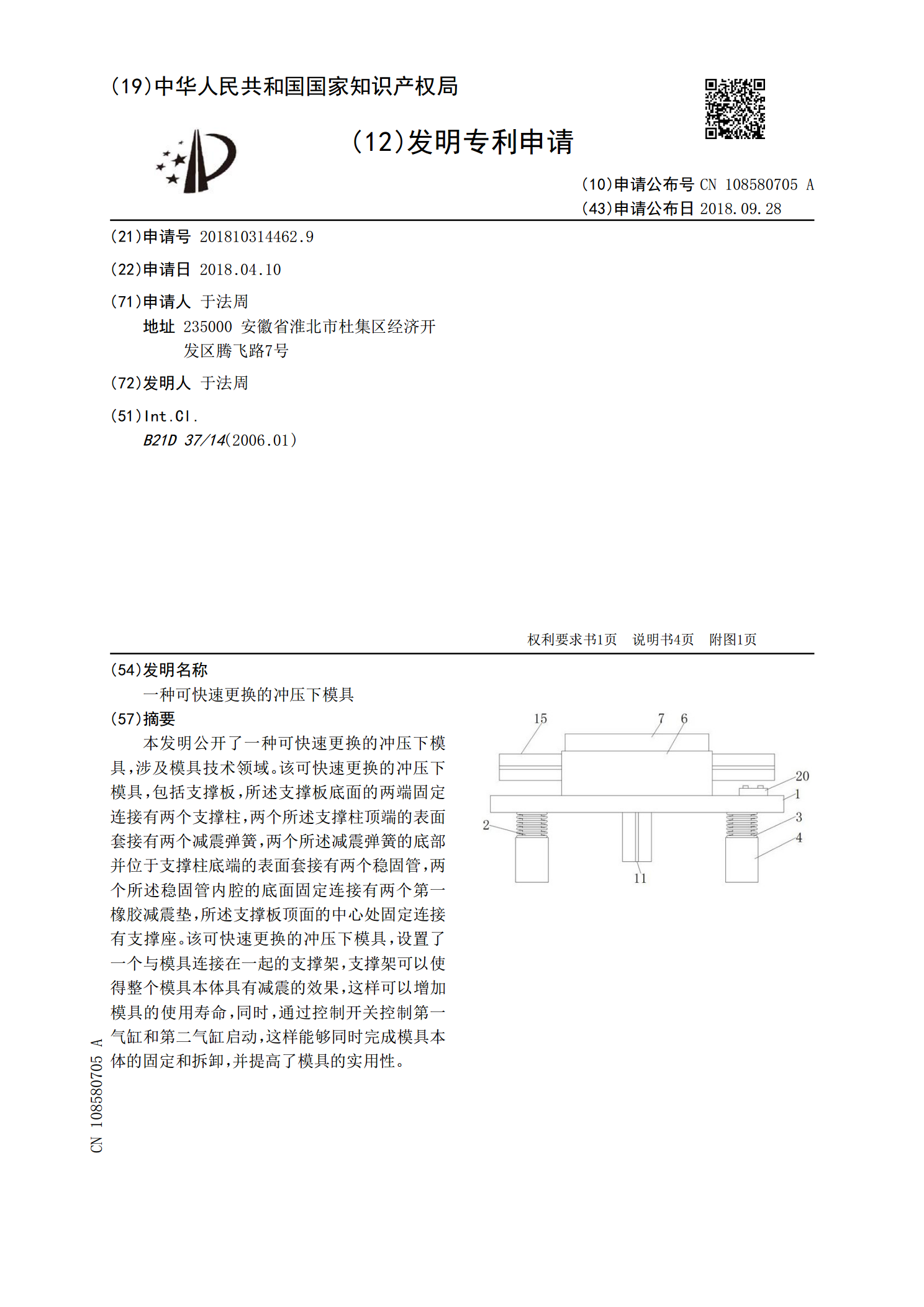
一种可快速更换的冲压下模具.pdf
本发明公开了一种可快速更换的冲压下模具,涉及模具技术领域。该可快速更换的冲压下模具,包括支撑板,所述支撑板底面的两端固定连接有两个支撑柱,两个所述支撑柱顶端的表面套接有两个减震弹簧,两个所述减震弹簧的底部并位于支撑柱底端的表面套接有两个稳固管,两个所述稳固管内腔的底面固定连接有两个第一橡胶减震垫,所述支撑板顶面的中心处固定连接有支撑座。该可快速更换的冲压下模具,设置了一个与模具连接在一起的支撑架,支撑架可以使得整个模具本体具有减震的效果,这样可以增加模具的使用寿命,同时,通过控制开关控制第一气缸和第二气缸
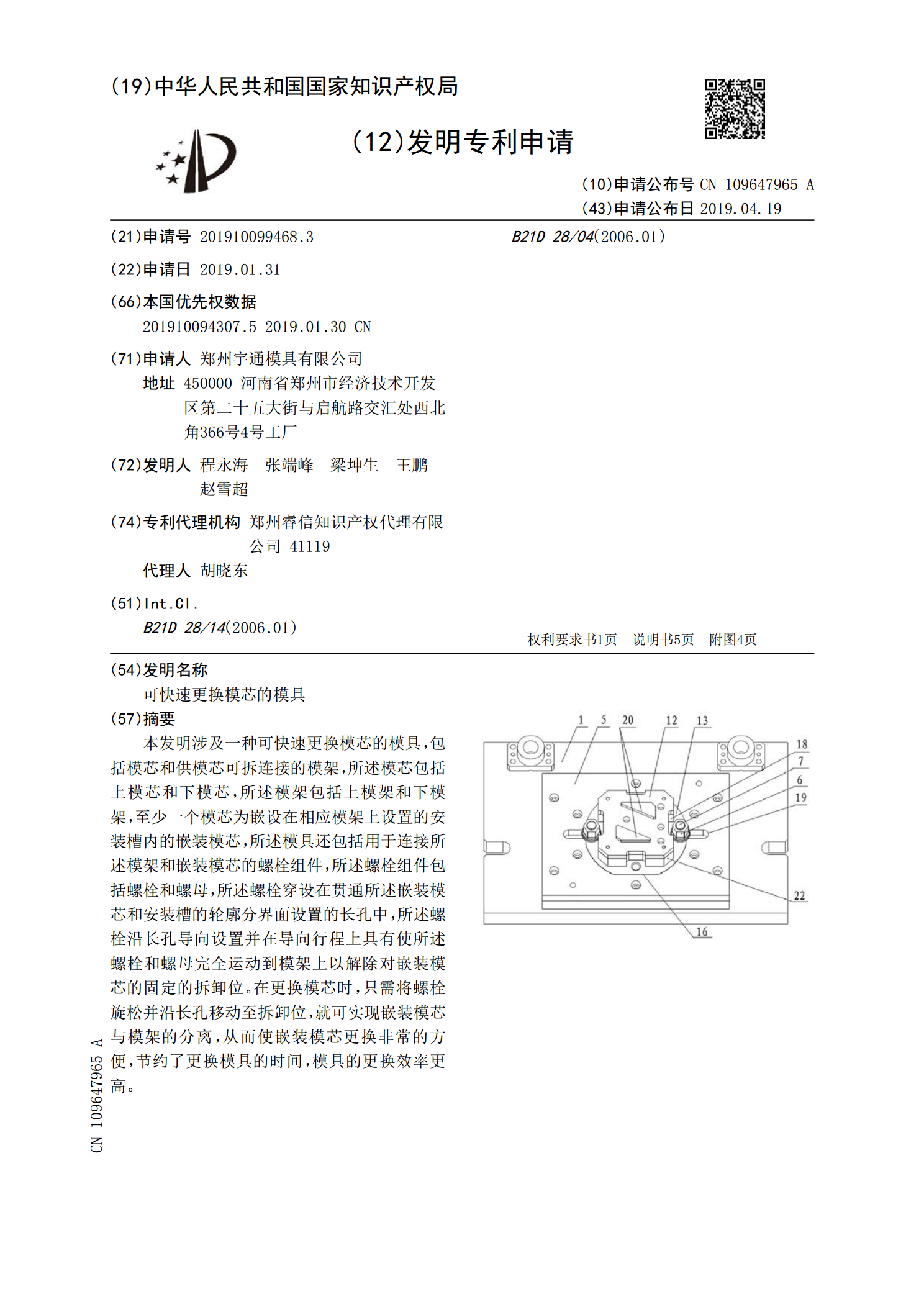
可快速更换模芯的模具.pdf
本发明涉及一种可快速更换模芯的模具,包括模芯和供模芯可拆连接的模架,所述模芯包括上模芯和下模芯,所述模架包括上模架和下模架,至少一个模芯为嵌设在相应模架上设置的安装槽内的嵌装模芯,所述模具还包括用于连接所述模架和嵌装模芯的螺栓组件,所述螺栓组件包括螺栓和螺母,所述螺栓穿设在贯通所述嵌装模芯和安装槽的轮廓分界面设置的长孔中,所述螺栓沿长孔导向设置并在导向行程上具有使所述螺栓和螺母完全运动到模架上以解除对嵌装模芯的固定的拆卸位。在更换模芯时,只需将螺栓旋松并沿长孔移动至拆卸位,就可实现嵌装模芯与模架的分离,从

一种可快速更换的铝型材模具成型装置.pdf
本发明公开了一种可快速更换的铝型材模具成型装置,包括支撑杆、液压杆、挤压板、料管、料槽、出气管、气泵、支杆、模板、型腔、上夹板、连杆、下夹板、加热丝、把手、限位旋钮、齿轮、齿板以及出料管。本发明能够根据生产需要自由选择合适种类的模板,并且配置有上夹板和下夹板来对模板进行夹持限位,操作人员只需摇动把手便可将模板与料管紧密贴合在一起,操作简便、贴合效果好,有效的提高了模板的安装、拆卸速度;通过气泵和出气管能够在加工完成后利用高压气流对型腔进行清洁处理,能够快速吹走型腔内残留的加工铝屑,保证型腔的加工精度;加热