
一种矩形试件焊缝快速对齐焊接装置.pdf

一吃****永贺

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种矩形试件焊缝快速对齐焊接装置.pdf
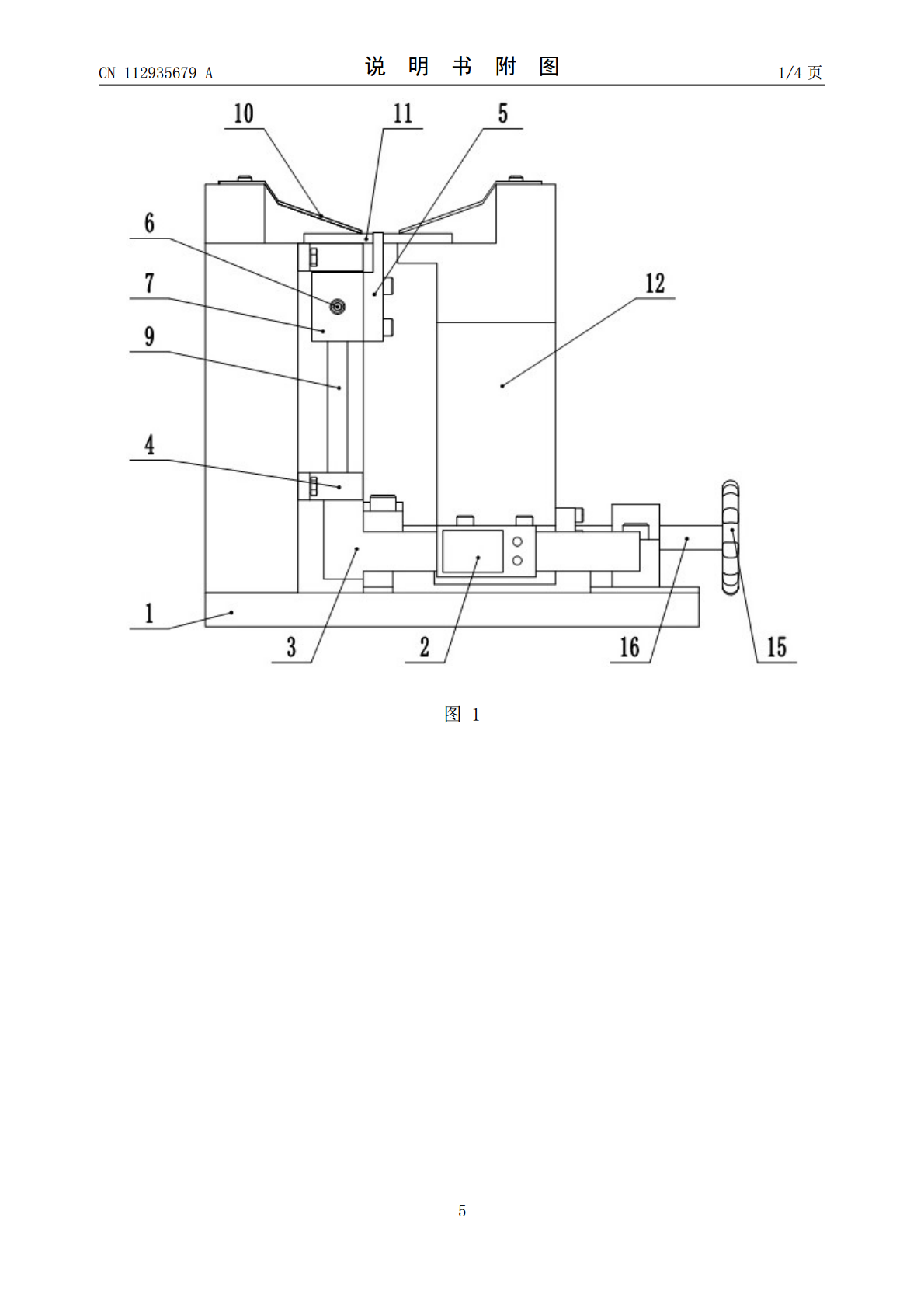
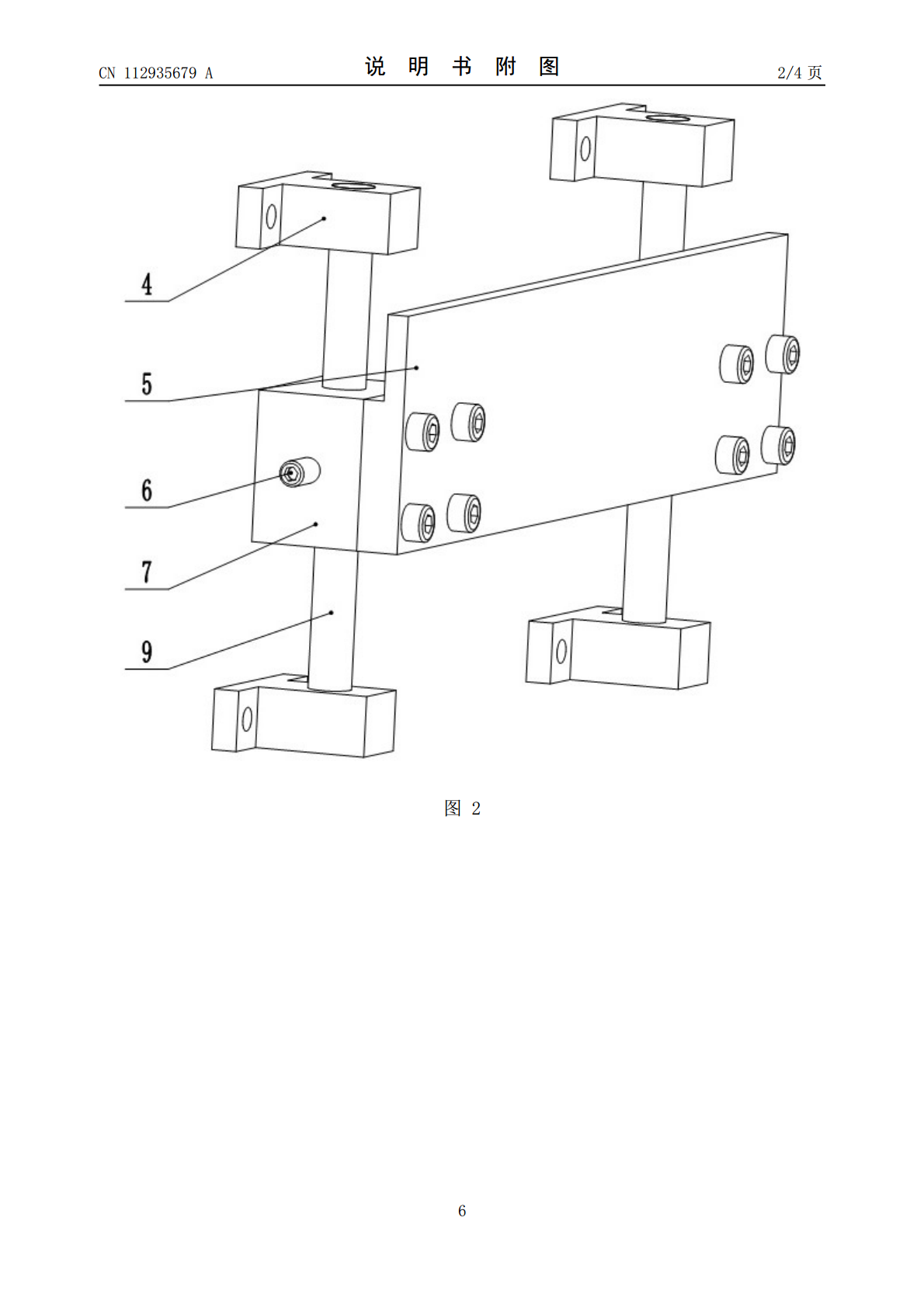
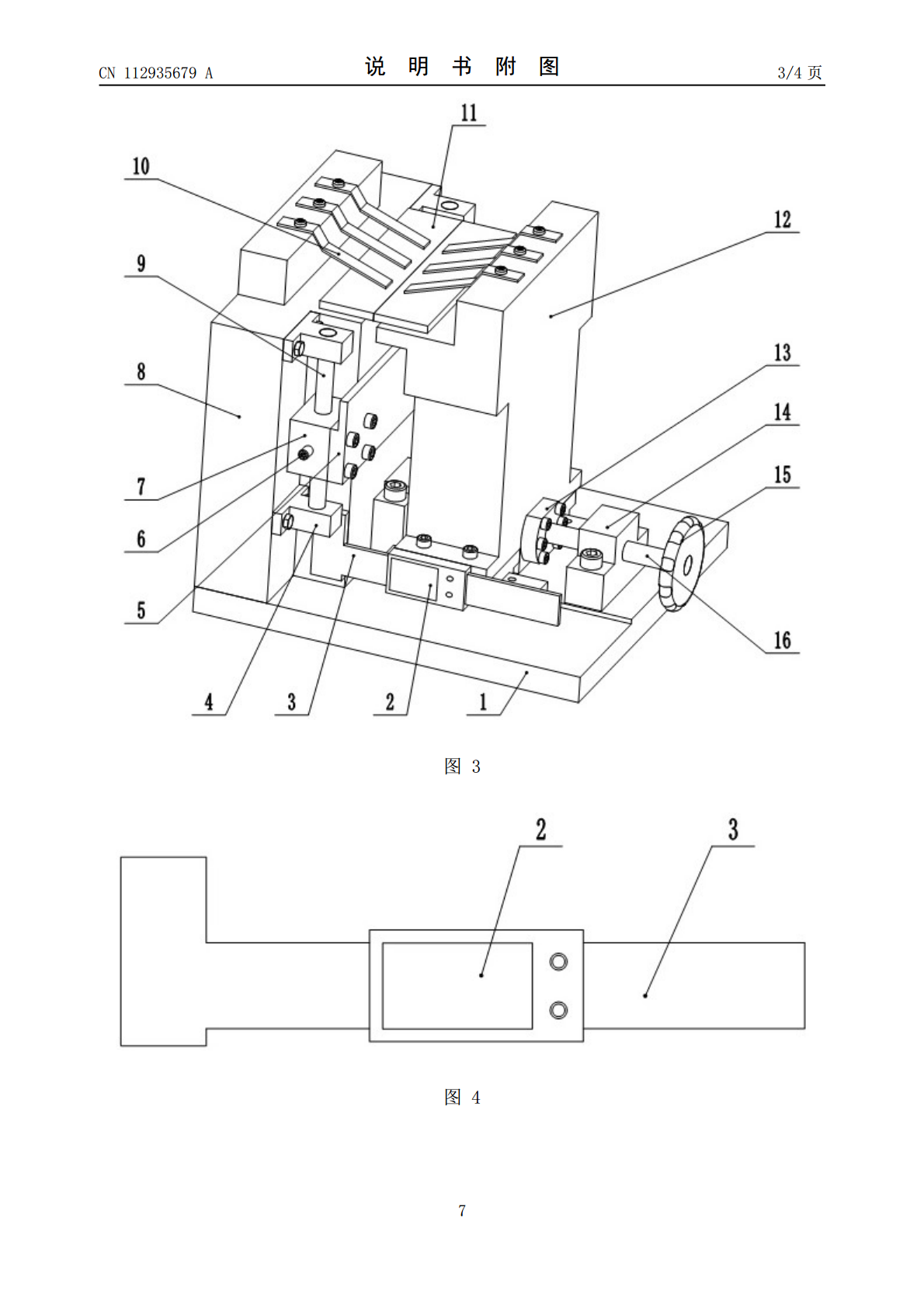
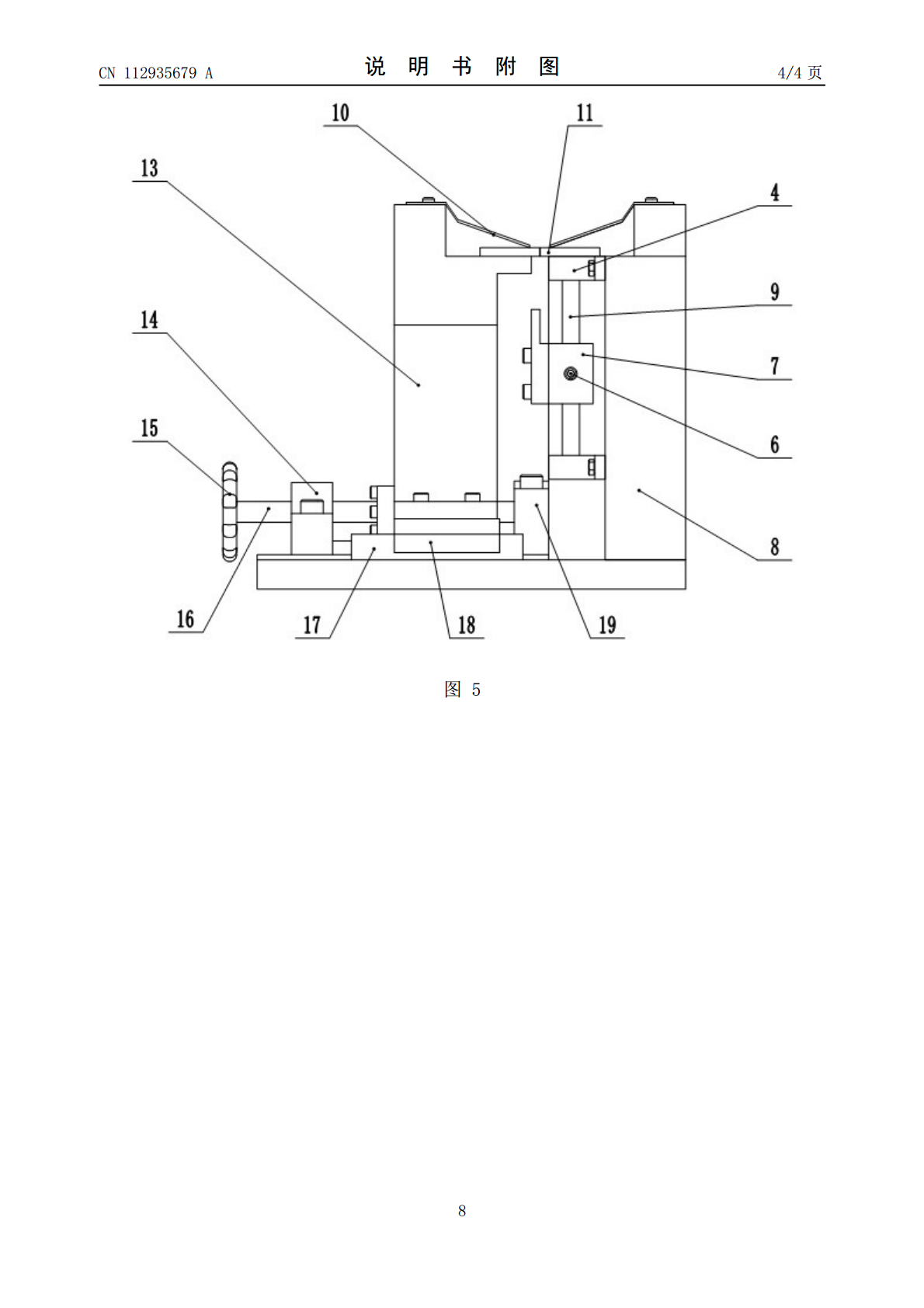
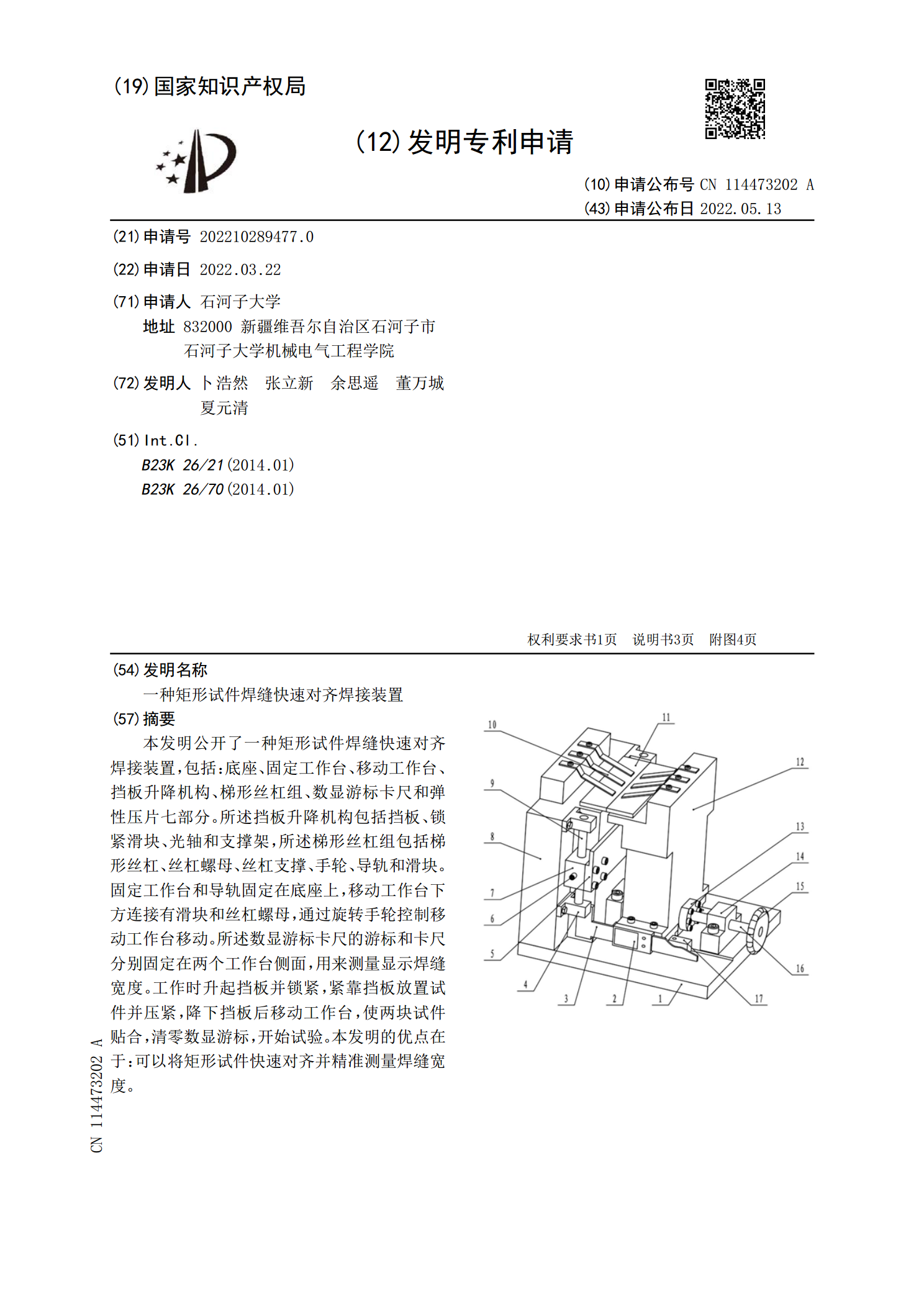
本发明公开了一种矩形试件焊缝快速对齐焊接装置,包括:底座、固定工作台、移动工作台、挡板升降机构、梯形丝杠组、数显游标卡尺和弹性压片七部分。所述挡板升降机构包括挡板、锁紧滑块、光轴和支撑架,所述梯形丝杠组包括梯形丝杠、丝杠螺母、丝杠支撑、手轮、导轨和滑块。固定工作台和导轨固定在底座上,移动工作台下方连接有滑块和丝杠螺母,通过旋转手轮控制移动工作台移动。所述数显游标卡尺的游标和卡尺分别固定在两个工作台侧面,用来测量显示焊缝宽度。工作时升起挡板并锁紧,紧靠挡板放置试件并压紧,降下挡板后移动工作台,使两块试件贴合
一种矩形试件焊缝快速对齐焊接装置.pdf
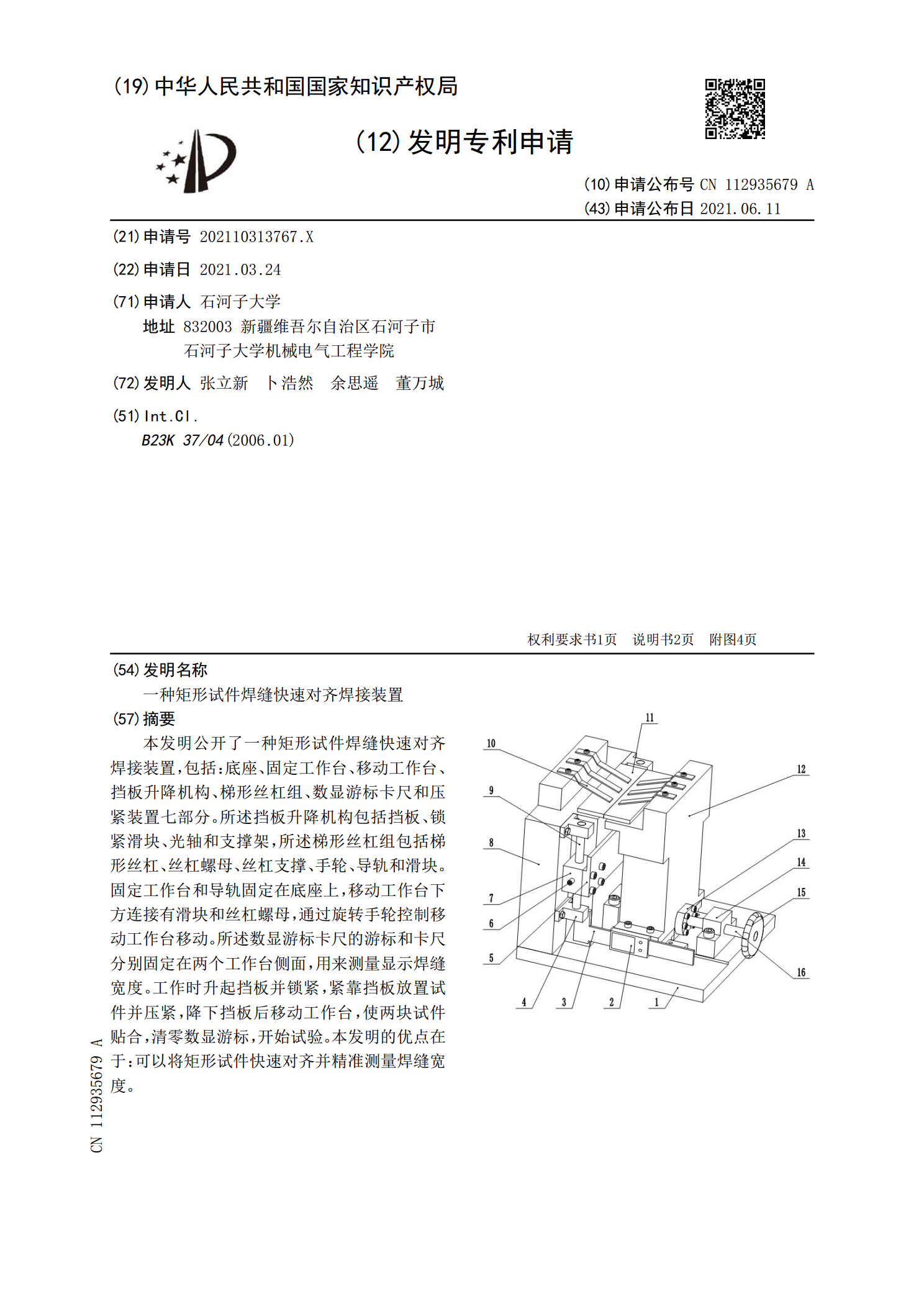
本发明公开了一种矩形试件焊缝快速对齐焊接装置,包括:底座、固定工作台、移动工作台、挡板升降机构、梯形丝杠组、数显游标卡尺和压紧装置七部分。所述挡板升降机构包括挡板、锁紧滑块、光轴和支撑架,所述梯形丝杠组包括梯形丝杠、丝杠螺母、丝杠支撑、手轮、导轨和滑块。固定工作台和导轨固定在底座上,移动工作台下方连接有滑块和丝杠螺母,通过旋转手轮控制移动工作台移动。所述数显游标卡尺的游标和卡尺分别固定在两个工作台侧面,用来测量显示焊缝宽度。工作时升起挡板并锁紧,紧靠挡板放置试件并压紧,降下挡板后移动工作台,使两块试件贴合
一种不同直径的钢管焊接快速对齐装置.pdf
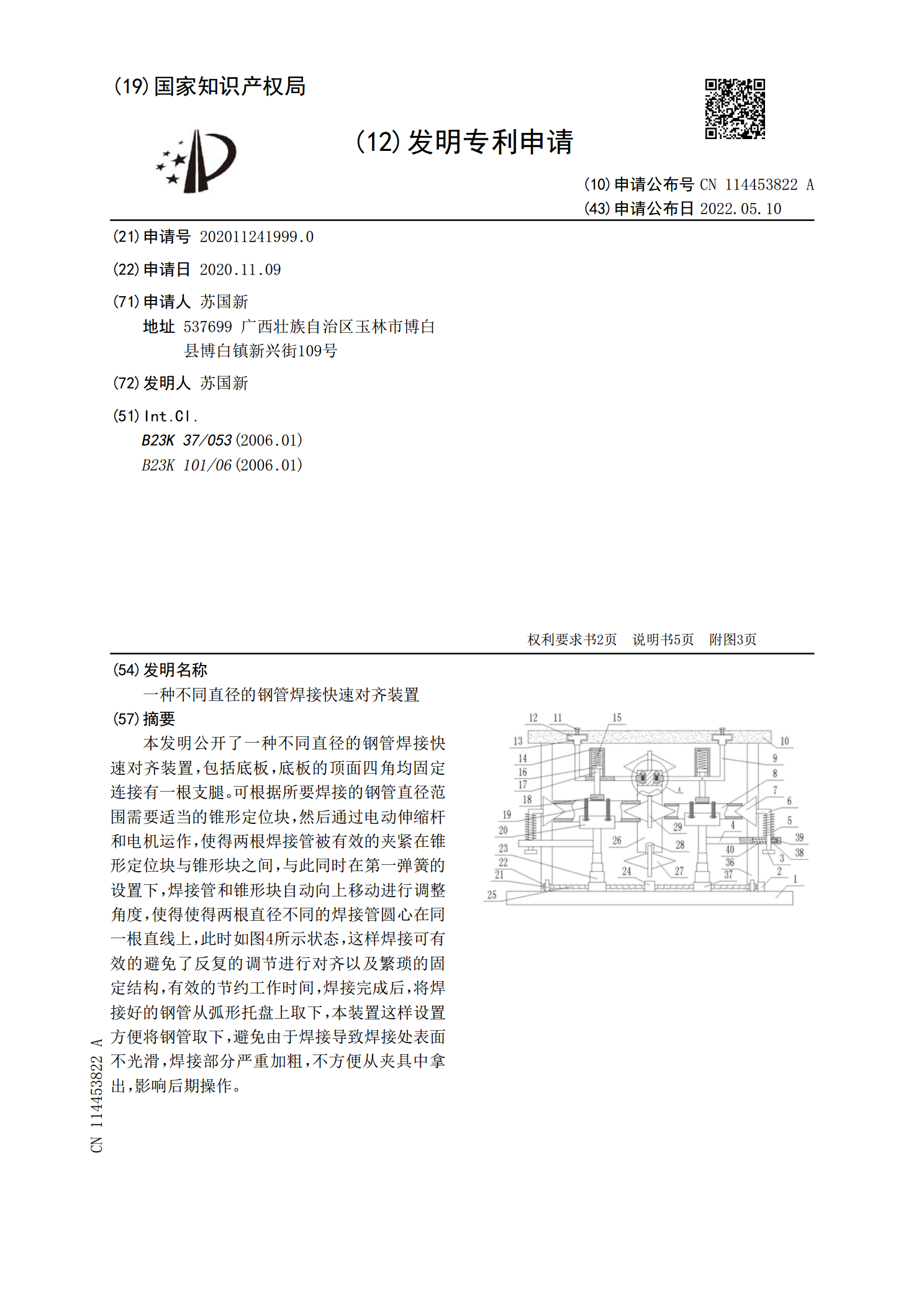
本发明公开了一种不同直径的钢管焊接快速对齐装置,包括底板,底板的顶面四角均固定连接有一根支腿。可根据所要焊接的钢管直径范围需要适当的锥形定位块,然后通过电动伸缩杆和电机运作,使得两根焊接管被有效的夹紧在锥形定位块与锥形块之间,与此同时在第一弹簧的设置下,焊接管和锥形块自动向上移动进行调整角度,使得使得两根直径不同的焊接管圆心在同一根直线上,此时如图4所示状态,这样焊接可有效的避免了反复的调节进行对齐以及繁琐的固定结构,有效的节约工作时间,焊接完成后,将焊接好的钢管从弧形托盘上取下,本装置这样设置方便将钢管
一种矩形板焊接用快速固定装置.pdf
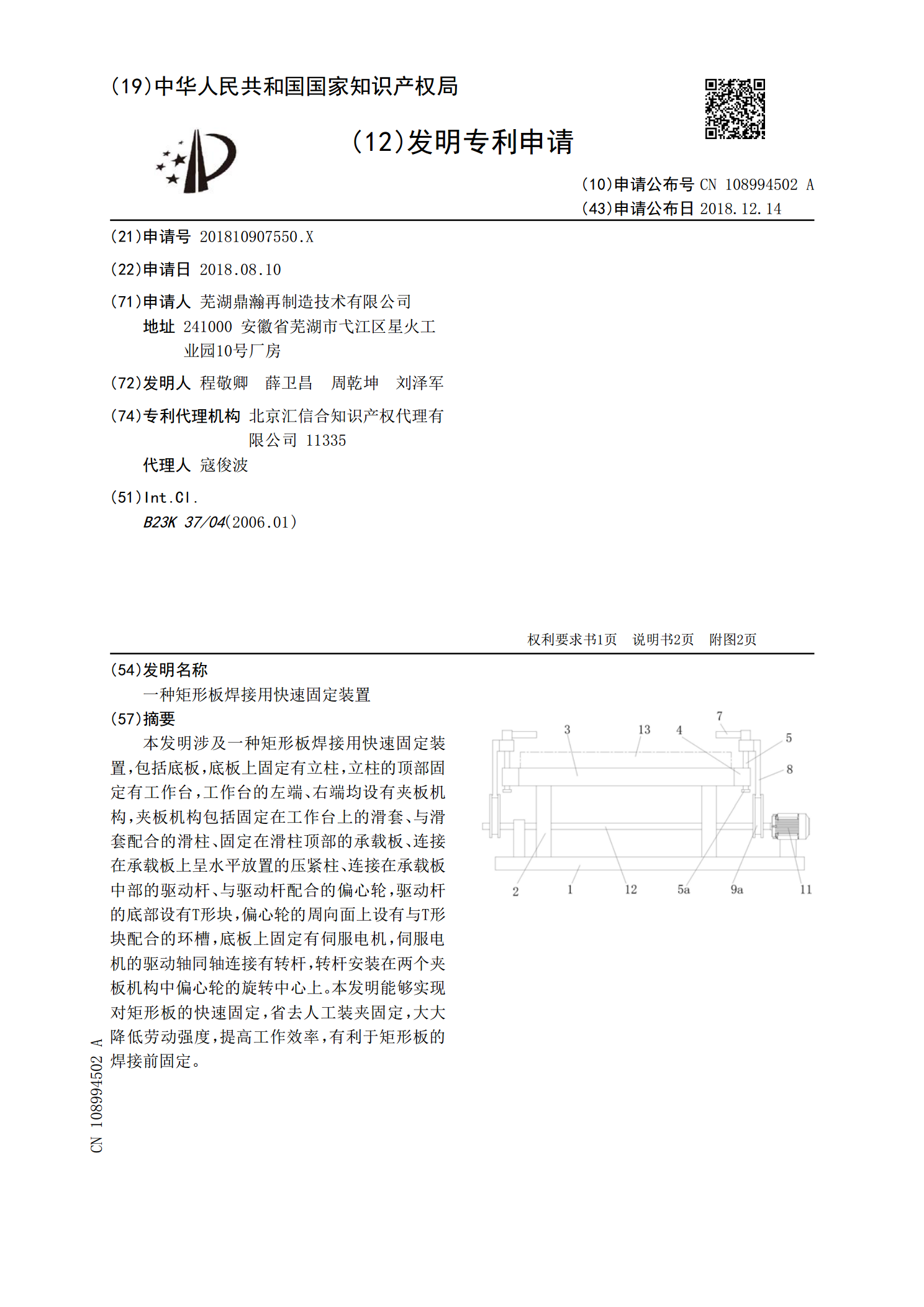
本发明涉及一种矩形板焊接用快速固定装置,包括底板,底板上固定有立柱,立柱的顶部固定有工作台,工作台的左端、右端均设有夹板机构,夹板机构包括固定在工作台上的滑套、与滑套配合的滑柱、固定在滑柱顶部的承载板、连接在承载板上呈水平放置的压紧柱、连接在承载板中部的驱动杆、与驱动杆配合的偏心轮,驱动杆的底部设有T形块,偏心轮的周向面上设有与T形块配合的环槽,底板上固定有伺服电机,伺服电机的驱动轴同轴连接有转杆,转杆安装在两个夹板机构中偏心轮的旋转中心上。本发明能够实现对矩形板的快速固定,省去人工装夹固定,大大降低劳动
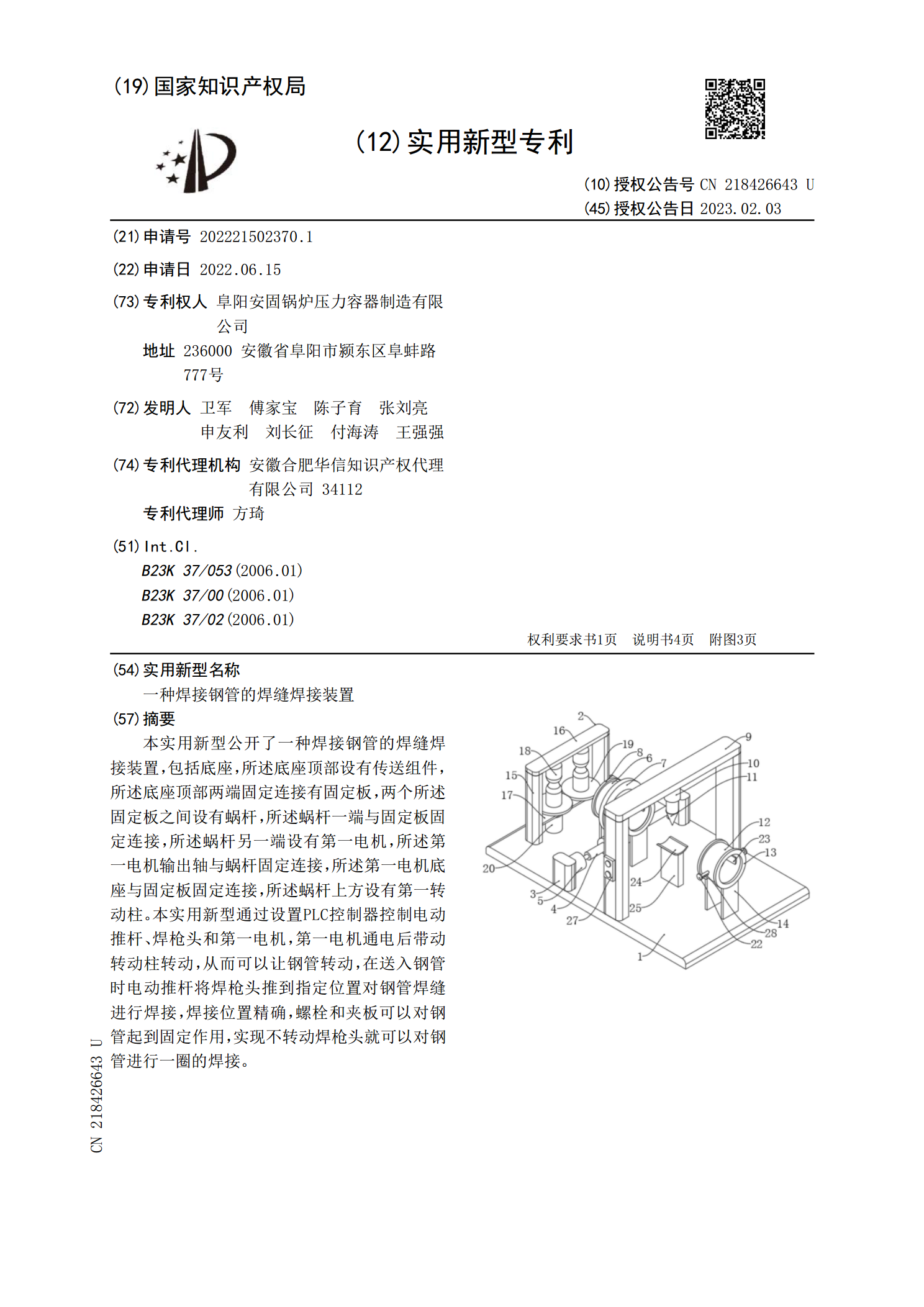
一种焊接钢管的焊缝焊接装置.pdf
本实用新型公开了一种焊接钢管的焊缝焊接装置,包括底座,所述底座顶部设有传送组件,所述底座顶部两端固定连接有固定板,两个所述固定板之间设有蜗杆,所述蜗杆一端与固定板固定连接,所述蜗杆另一端设有第一电机,所述第一电机输出轴与蜗杆固定连接,所述第一电机底座与固定板固定连接,所述蜗杆上方设有第一转动柱。本实用新型通过设置PLC控制器控制电动推杆、焊枪头和第一电机,第一电机通电后带动转动柱转动,从而可以让钢管转动,在送入钢管时电动推杆将焊枪头推到指定位置对钢管焊缝进行焊接,焊接位置精确,螺栓和夹板可以对钢管起到固定