
一种棒材倍尺飞剪控制方法及其装置.pdf

春岚****23


1/10
2/10
3/10

4/10
5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种棒材倍尺飞剪控制方法及其装置.pdf
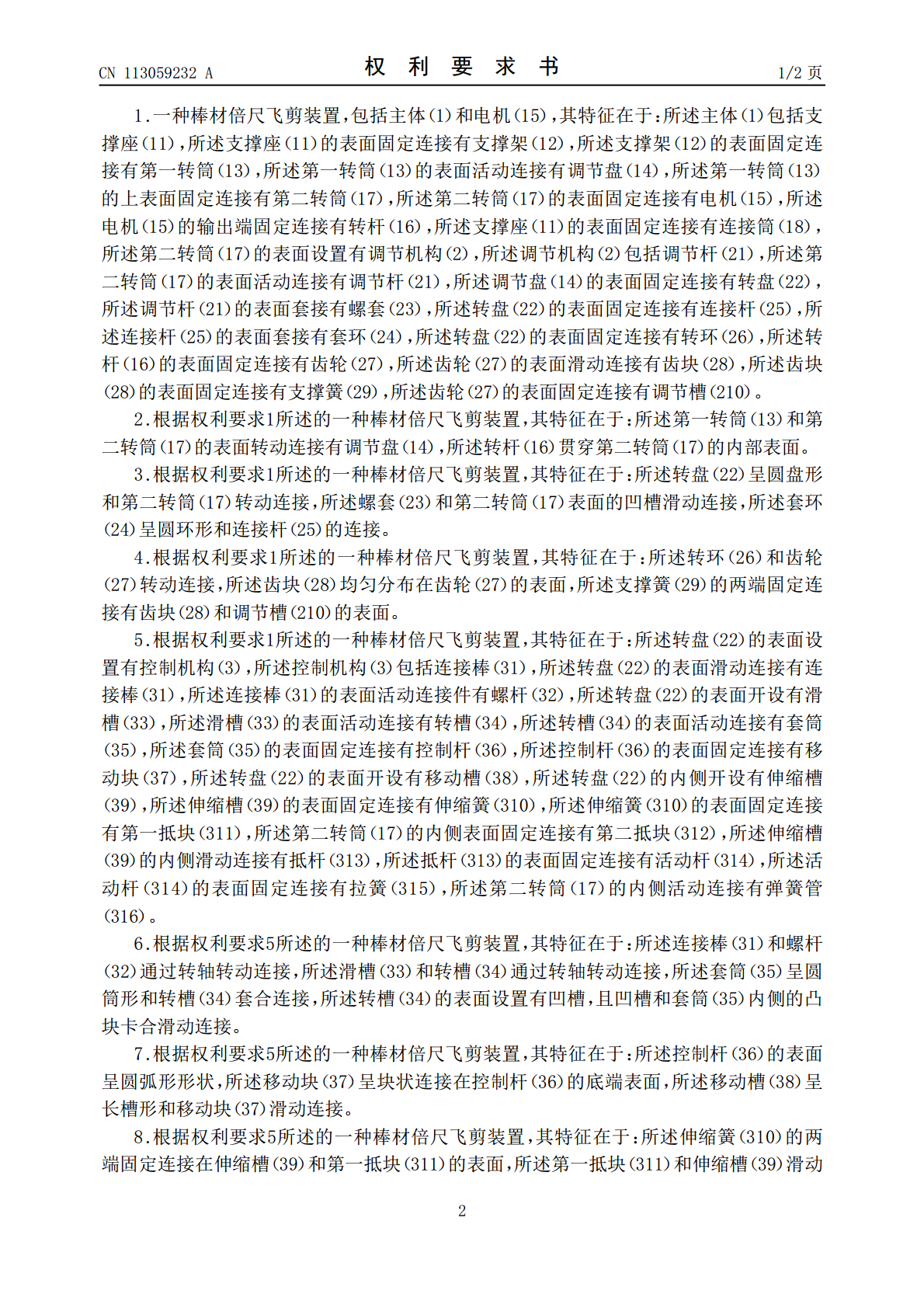
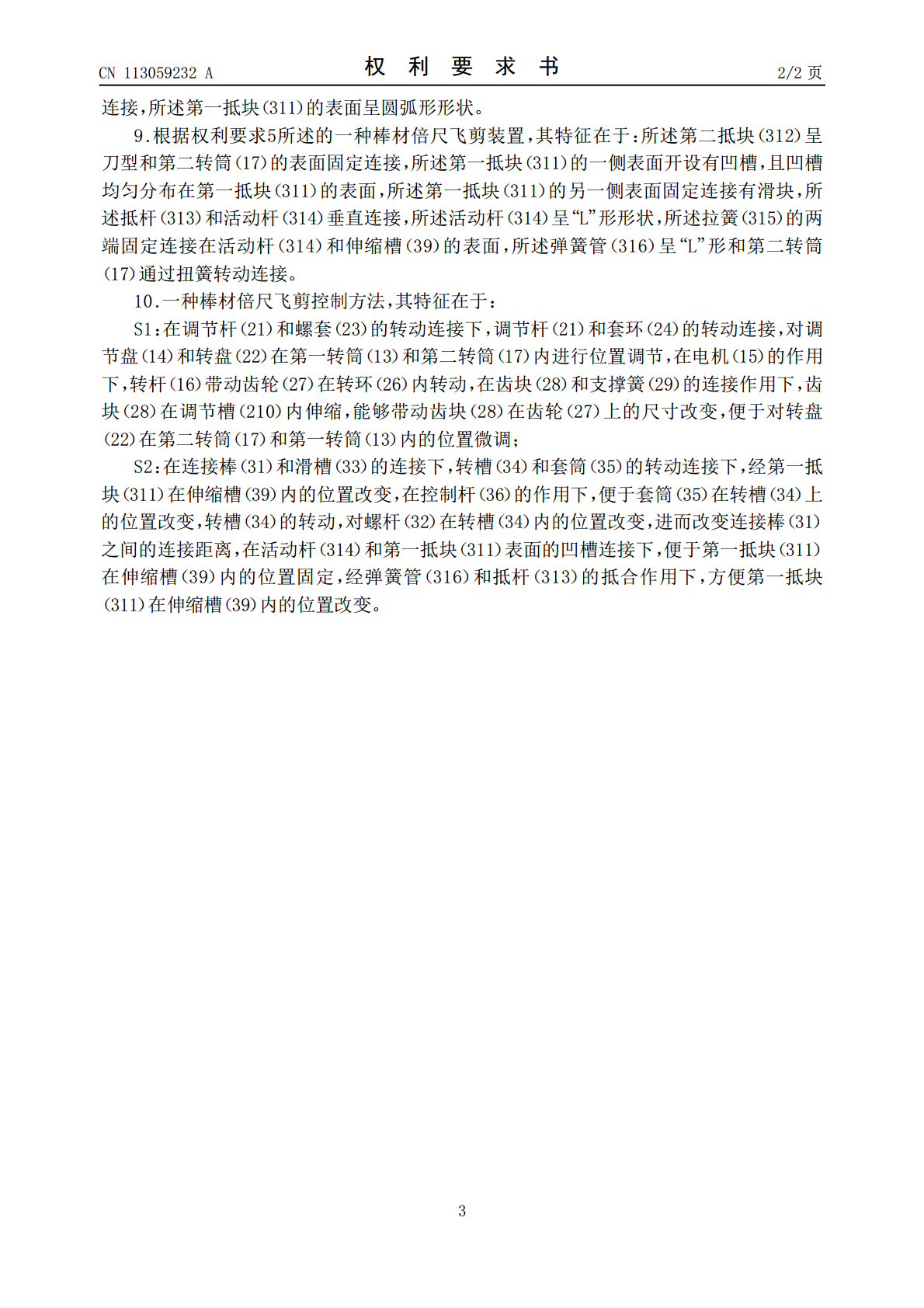
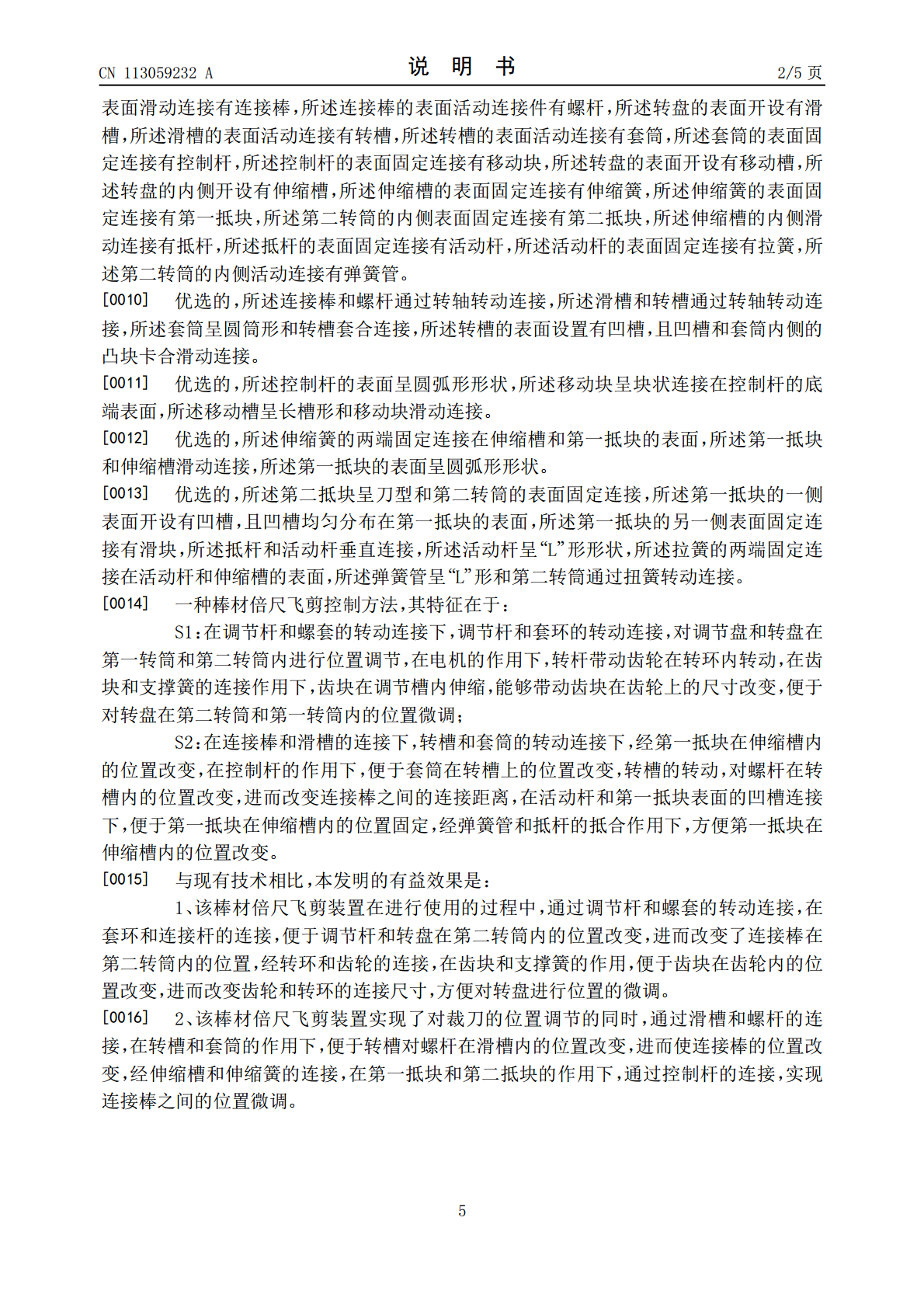
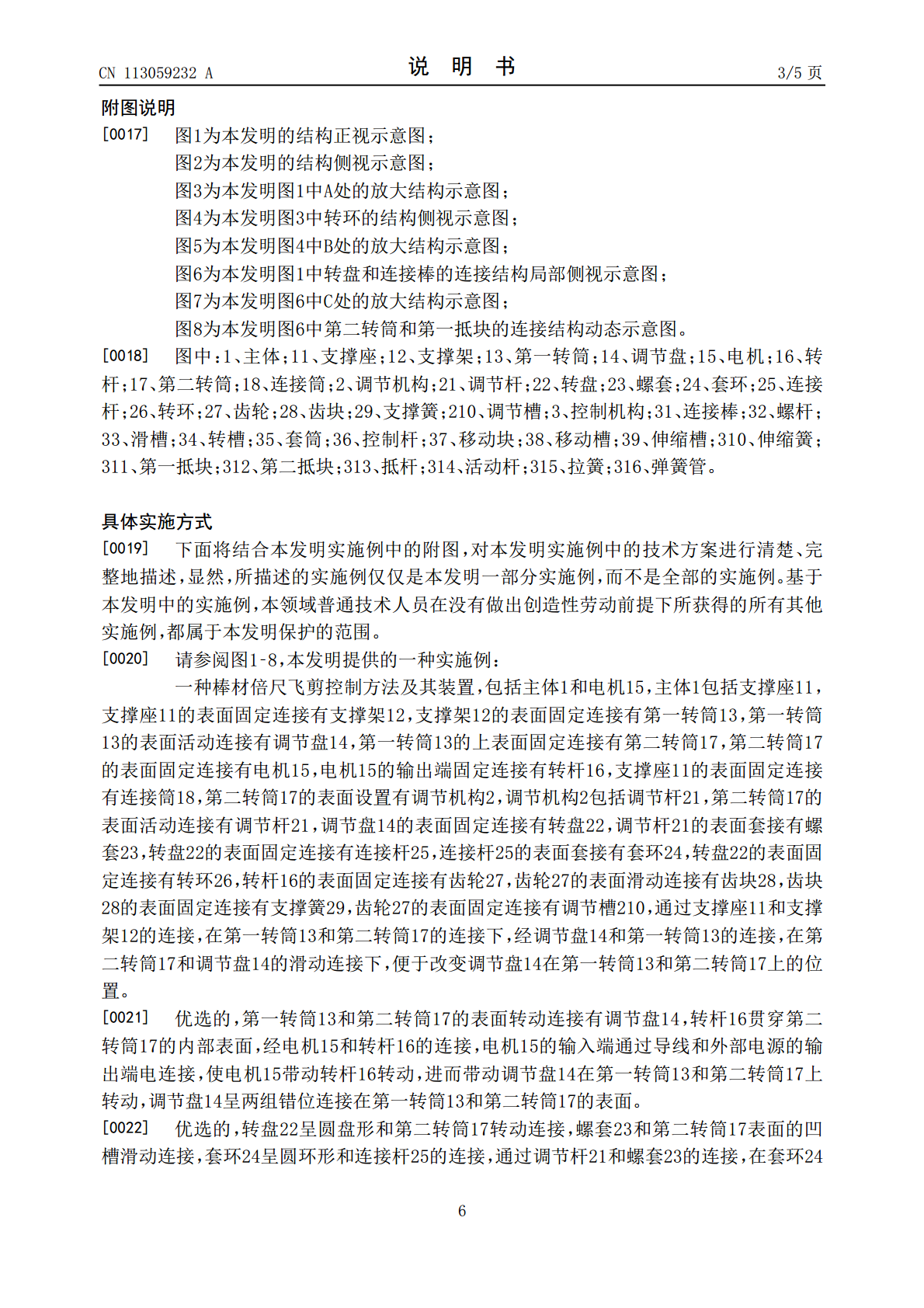
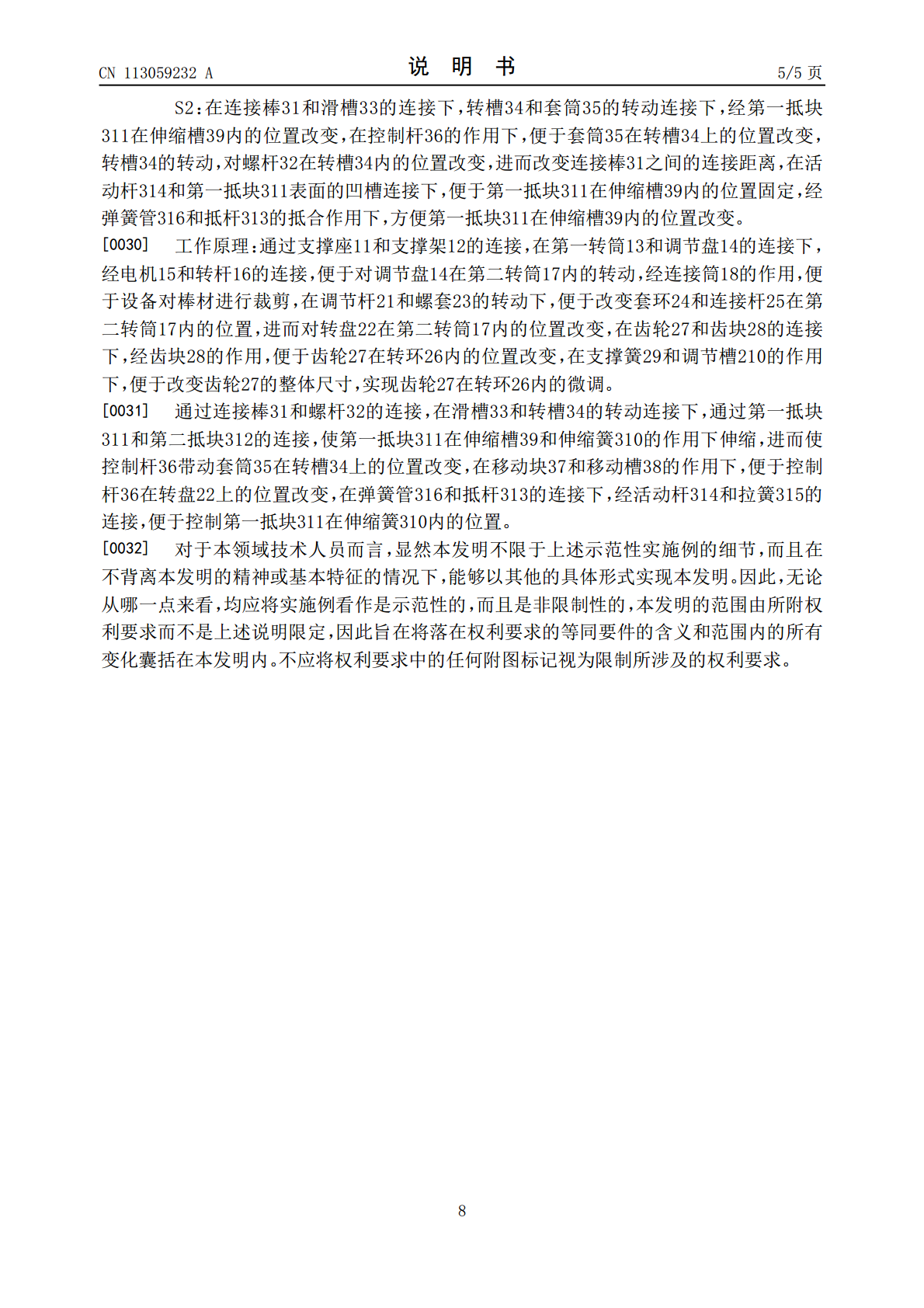
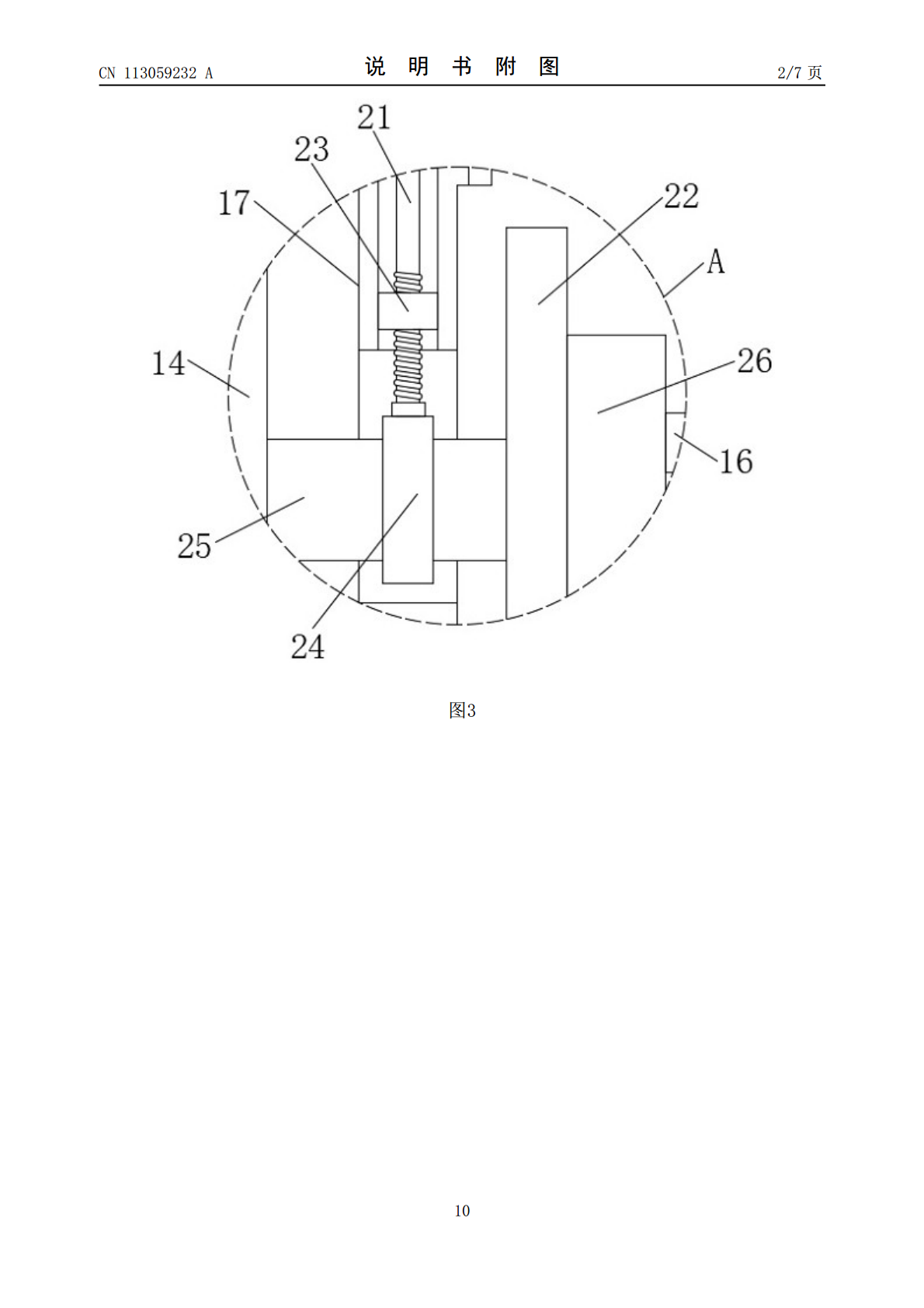
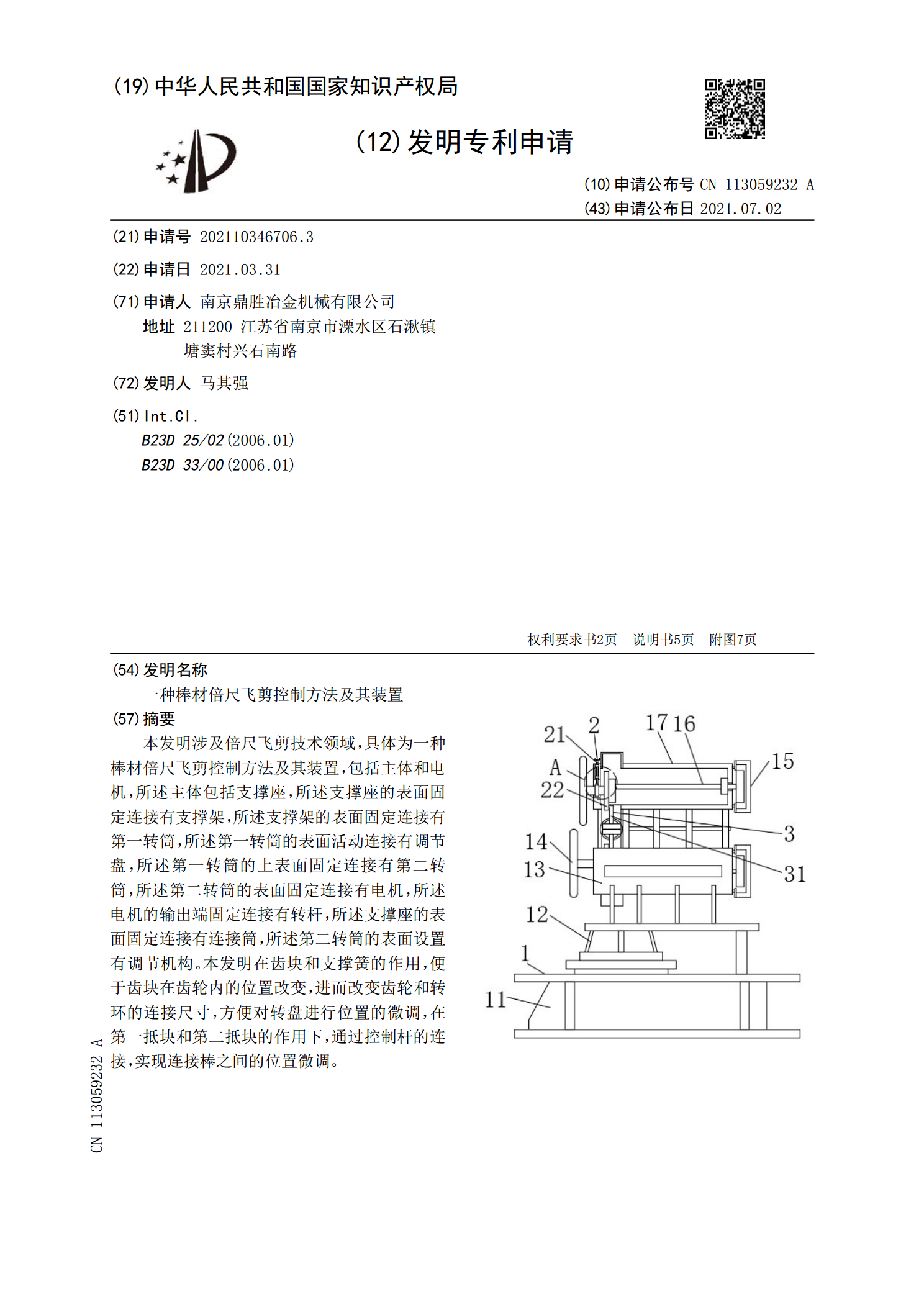
本发明涉及倍尺飞剪技术领域,具体为一种棒材倍尺飞剪控制方法及其装置,包括主体和电机,所述主体包括支撑座,所述支撑座的表面固定连接有支撑架,所述支撑架的表面固定连接有第一转筒,所述第一转筒的表面活动连接有调节盘,所述第一转筒的上表面固定连接有第二转筒,所述第二转筒的表面固定连接有电机,所述电机的输出端固定连接有转杆,所述支撑座的表面固定连接有连接筒,所述第二转筒的表面设置有调节机构。本发明在齿块和支撑簧的作用,便于齿块在齿轮内的位置改变,进而改变齿轮和转环的连接尺寸,方便对转盘进行位置的微调,在第一抵块和第

棒材线倍尺飞剪改造.docx
棒材线倍尺飞剪改造棒材线倍尺飞剪改造摘要:本文主要探讨了棒材线倍尺飞剪的改造技术,旨在提高其生产效率和产品质量。首先,介绍了棒材线倍尺飞剪的基本工作原理和现有的不足之处。接着,分析了改造的必要性,包括增加剪切速度、提高切口质量和减少能源消耗。然后,详细介绍了改造过程中需要注意的关键技术和操作要点,例如刀具选用、润滑加工和切割参数控制等。最后,通过实验验证了改造效果,结果表明改造后的棒材线倍尺飞剪在生产效率和产品质量上都有明显的提升。关键词:棒材线倍尺飞剪,改造,生产效率,产品质量一、引言棒材线倍尺飞剪作为
一种防刮伤防弯尾的棒材倍尺飞剪.pdf
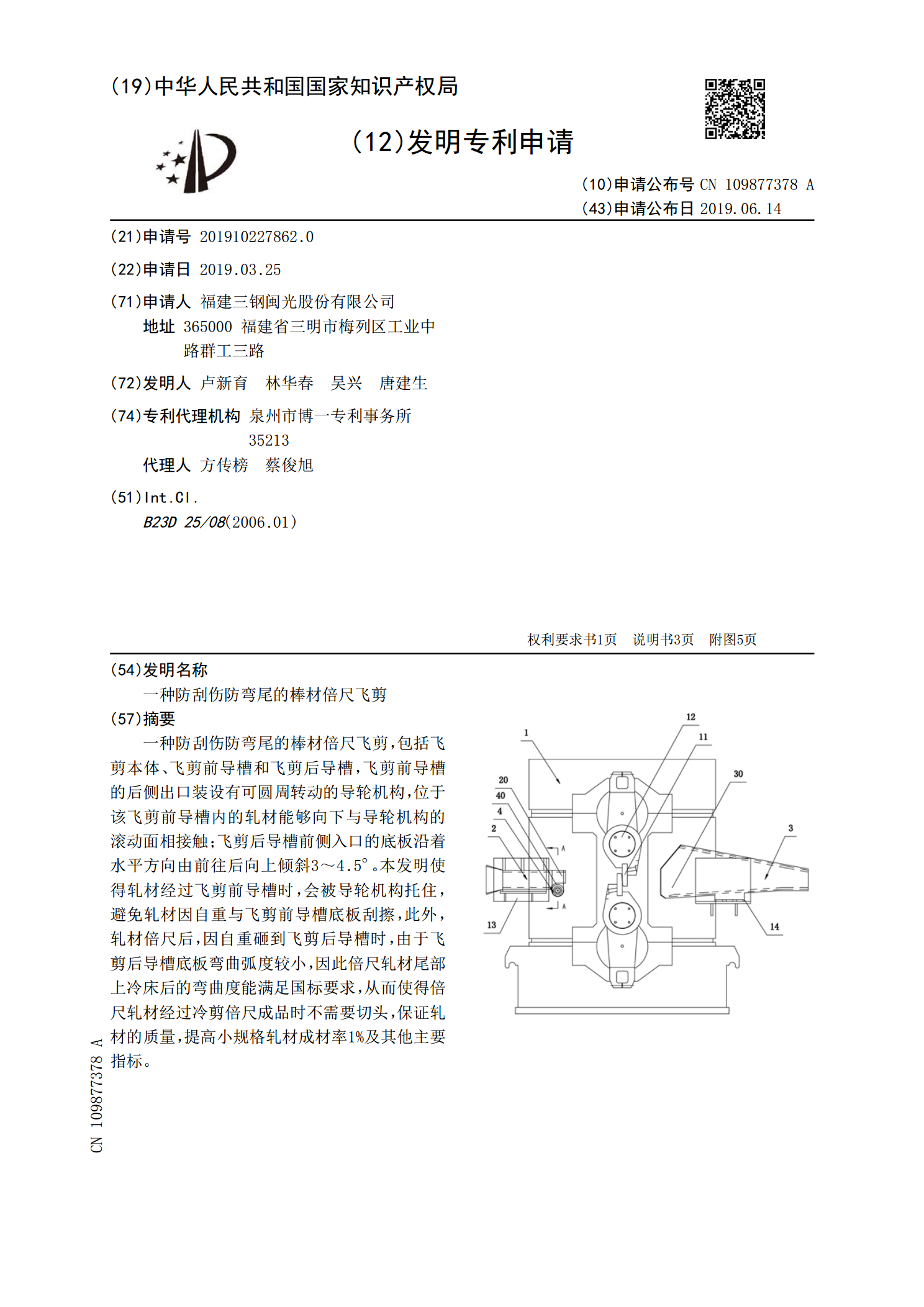
一种防刮伤防弯尾的棒材倍尺飞剪,包括飞剪本体、飞剪前导槽和飞剪后导槽,飞剪前导槽的后侧出口装设有可圆周转动的导轮机构,位于该飞剪前导槽内的轧材能够向下与导轮机构的滚动面相接触;飞剪后导槽前侧入口的底板沿着水平方向由前往后向上倾斜3~4.5°。本发明使得轧材经过飞剪前导槽时,会被导轮机构托住,避免轧材因自重与飞剪前导槽底板刮擦,此外,轧材倍尺后,因自重砸到飞剪后导槽时,由于飞剪后导槽底板弯曲弧度较小,因此倍尺轧材尾部上冷床后的弯曲度能满足国标要求,从而使得倍尺轧材经过冷剪倍尺成品时不需要切头,保证轧材的质量
一种新型的棒材倍尺分段控制方法.pdf
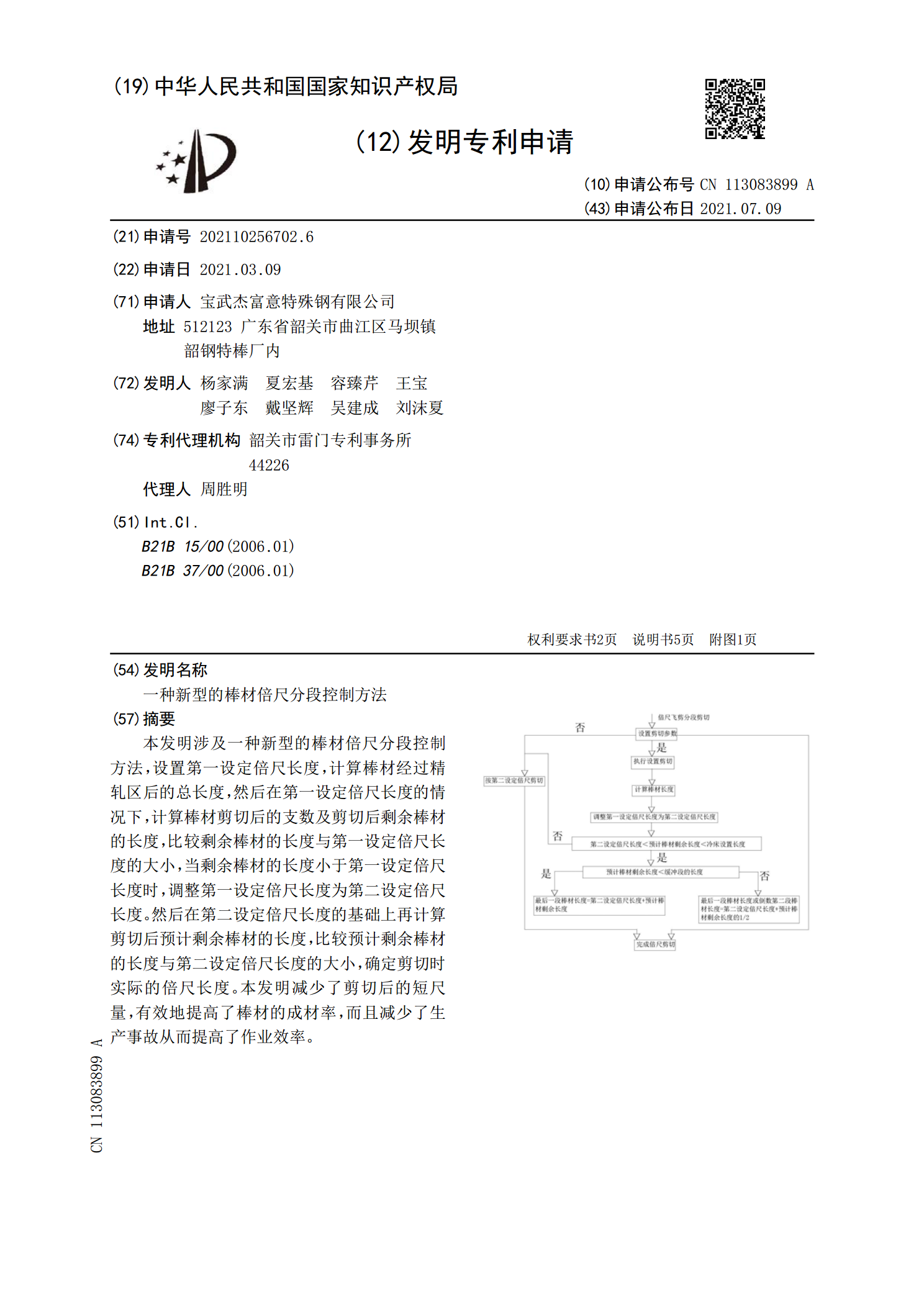
本发明涉及一种新型的棒材倍尺分段控制方法,设置第一设定倍尺长度,计算棒材经过精轧区后的总长度,然后在第一设定倍尺长度的情况下,计算棒材剪切后的支数及剪切后剩余棒材的长度,比较剩余棒材的长度与第一设定倍尺长度的大小,当剩余棒材的长度小于第一设定倍尺长度时,调整第一设定倍尺长度为第二设定倍尺长度。然后在第二设定倍尺长度的基础上再计算剪切后预计剩余棒材的长度,比较预计剩余棒材的长度与第二设定倍尺长度的大小,确定剪切时实际的倍尺长度。本发明减少了剪切后的短尺量,有效地提高了棒材的成材率,而且减少了生产事故从而提高

一种棒材全倍尺系统及控制方法.pdf
本发明属于钢铁冶金工业棒材生产技术领域,提出一种棒材全倍尺系统及控制方法,本控制方法包括:对连铸出的铸坯进行定尺及定重测算;对中轧后的中间坯进行尺寸及重量复核;对预精轧后的轧件进行倍尺长度的切头及切尾;对精轧后的棒材进行倍尺剪切并控制其末段倍尺长度为目标定尺的五倍及以上。本全倍尺系统包括有连铸机、液压定尺剪、加热炉、粗轧机组、粗轧后切头飞剪、中轧机组、预精轧前切头及切尾飞剪、预精轧切分机组、预精轧后切头及切尾飞剪、高速棒材精轧机组、倍尺飞剪和冷床等,液压定尺剪与加热炉之间设有连铸坯定尺单元和连铸坯定重单元