
一种大型轴承一体化组装设备及其组装方法.pdf

雨巷****莺莺


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种大型轴承一体化组装设备及其组装方法.pdf
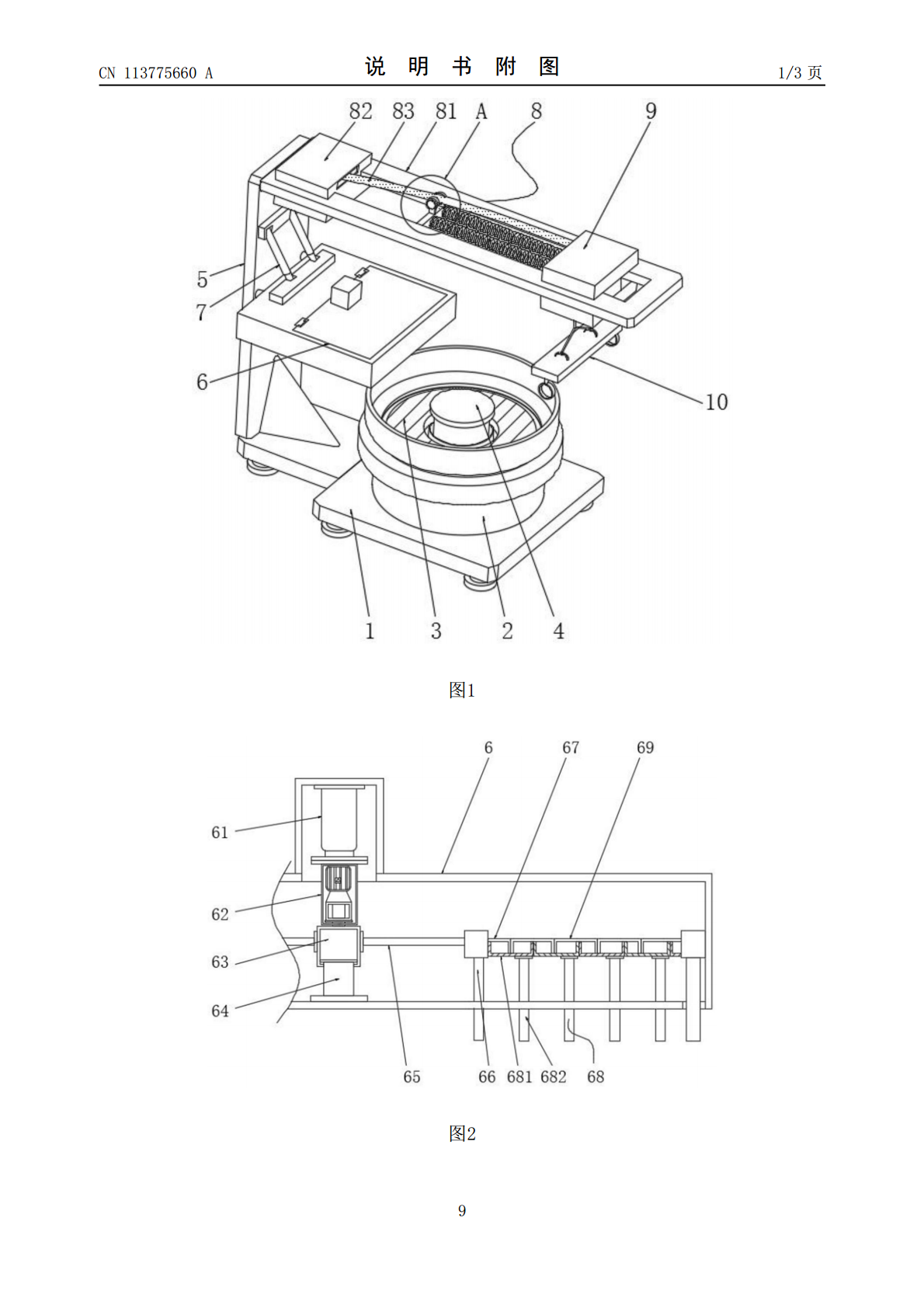
本发明公开了一种大型轴承一体化组装设备及其组装方法,涉及轴承加工技术领域,包括基座,所述基座的上侧固定连接有竖直架,所述竖直架的顶端固定连接有驱动架,所述基座上表面靠近竖直架的一侧固定连接有组装器,所述组装器的内部安装有支撑架和轴承圈偏执器,所述竖直架的侧面滑动连接有滚珠定位器,且竖直架侧面与滚珠定位器之间转动连接有若干个驱动气缸,所述驱动架的内部滑动连接有升降器,所述升降器的输出端连接有移动架。本发明中设置有组装器,可以放置轴承的内、外圈和保持架,另一方面,组装器中还设置有第二伸缩气缸和卡板,在组装时可

轴承及其组装方法.pdf
本发明涉及轴承领域,该轴承整体为环形形状并且限定了轴向、径向和周向。该轴承包括:外圈;内圈,其位于外圈的径向内侧;滚子;以及保持架组件,其包括保持架和塞块,保持架形成有在周向上分布的用于保持滚子的多个兜孔,至少一部分兜孔分别保持多个滚子,塞块被插入各兜孔中相邻的两个滚子之间,使得滚子被保持架和塞块共同限定在兜孔的预定位置。这样,根据本发明的轴承组装过程不需要使用现有技术的压机来改变保持架的形状,使得组装过程更简单且不用保持架产生变形,从而容易保证保持架的品质,组装成本更低,节省了组装空间并减小了安全风险;
一种用于生产圆柱滚子轴承的设备及其组装轴承方法.pdf
本发明公开了一种用于生产圆柱滚子轴承的设备及其组装轴承方法,其使用一种用于生产圆柱滚子轴承的设备,所述用于生产圆柱滚子轴承的设备包括固定箱和滚子箱,所述固定箱顶面前后对称固定安装连接板,当所述电机带动所述动力杆反转时,所述挡块向左移动,通过传动机构控制挡块向右移动,当挡块向右移动时,传动机构不带动偏心轮转动,使得偏心轮与挡块之间的滚子可以下落,确保了下落的滚子的数量,避免出现组装滚子时,滚子数量或多或少的情况出现,当挡块向左移动时,传动机构带动偏心轮转动,存放腔内的滚子进入滚子腔内落在挡块上,使得挡块与偏

一种便于塑料轴承组装的组装设备.pdf
本发明公开了一种便于塑料轴承组装的组装设备,所述机架上设有传送带,所述传送带的两侧均设有固定夹板,固定夹板的底部设有导向齿条,两组固定夹板远离导向齿条的一侧设有支撑架,一组所述固定夹板靠近支撑架的一侧滑动连接有导向竖杆,所述导向竖杆远离固定夹板的一端滑动连接有连接套管,连接套管远离支撑架的一侧通过焊接连接有推杆,推杆远离连接套管的一端连接有内圈定位移动装置。本发明在组装过程中,利用固定夹板上定位槽将轴承外圈夹住,并利用导向竖杆的移动便于定位旋转头将轴承内圈移开和推回原位置,并利用定位旋转头和定位槽的轴线共

一种多头手机镜头的组装设备及其组装方法.pdf
本发明公开了一种多头手机镜头的组装设备,包括底座,底座上设有一条X轴导轨和位于该条X轴导轨两侧的两条Y轴导轨;X轴导轨上安装有一定位装置,定位装置包括由下至上依序设置的电机一、转轴和固定座,电机一安装在X轴导轨上,固定座的顶部设有两个固定槽,底座上安装有气缸,气缸的推杆与X轴导轨同向布置并且推杆的末端连接电机一;两个Y轴导轨上分别安装有用于吸取镜头和镜头底座的吸取装置。本发明还公开了一种组装方法。本发明的多头手机镜头的组装设备及其组装方法能够实现自动化组装,组装效率高,组装质量稳定。